
Жіпті кесудің жалпы әдістері

Фрезерлік жіп Токарлық жіп
Технологиялық процесс
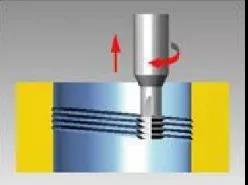
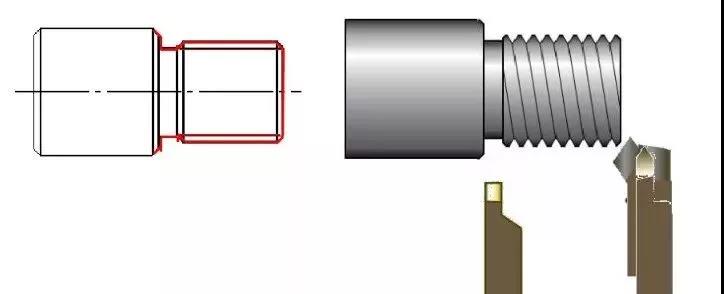
Бұрылудың шеткі беті бір бұрылатын жіптің негізгі диаметрі (d < номиналды диаметрі) бір айналмалы астыңғы кесу (< жіптің кіші диаметрі) → фасканы кесу → бұрылу жіпі (көп кескішті бұру)
Орнату дағдылары
Дайындаманы орнату
Тиісті қысу орнын таңдаңыз.
Қысқыш күші жеткілікті.


Бөлімді орнатыңыз
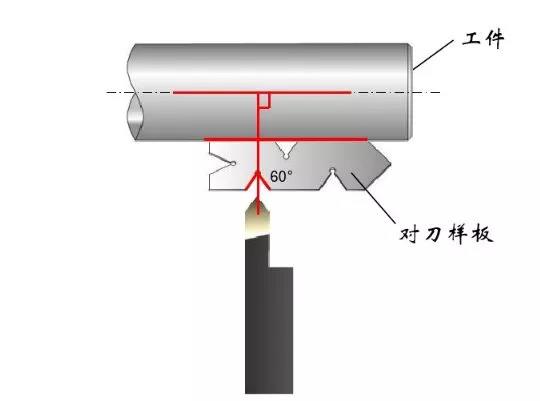
Орнатудың негізгі нүктелері: аспап ұшының бұрышты бөлу сызығы дайындаманың осіне перпендикуляр.cnc бұру бөлігі
Станокты реттеу
Жіпті бұру үшін
Шпиндельдің жылдамдығын реттеңіз
Қадамды реттеу

Ескерту
1. «Кездейсоқ бұғаудан» аулақ болыңыз
[егер соңғы пышақ бұрынғы пышақтың бұрылу әдісінің жіп ойығына түспесе, дайындама сынған болады. ]
Егер бұранда қадамы дайындама қадамының интегралды мәні болмаса, оны алға және артқа бұру арқылы бұру керек.
Дайындама мен шпиндель арасындағы салыстырмалы орынды өзгерту мүмкін емес.
Құрал өзгертілсе немесе тегістелсе, құралды қайтадан реттеу керек.cnc өңдеу бөлігі
2. «Пышақтаудың» алдын алу
[механикалық өңдеуге рұқсатты бөлу негізсіз немесе бір айналымның рұқсаты неғұрлым орынды, бұл жіптің екі жағын кедір-бұдыр және тіпті жоңқалайды. ]
Дайындама мен құралды қысу
Жәрдемақыны орынды бөлу және дұрыс азықтандыру әдісін таңдау
Уақытында пышақты алыңыз.
Anebon Metal Products Limited CNC өңдеу, құю, қаңылтыр металл өңдеу қызметтерін ұсына алады, бізбен байланысыңыз.
Tel: +86-769-89802722 Email: info@anebon.com Website : www.anebon.com
Жіберу уақыты: 02.02.2020 ж