
Прогрессивті штамптау
Прогрессивті матрицалық престер саңылауларды металды өңдеу кезінде тік қозғалысты пайдаланады. Иілу және кесу операциялары машинаның әрбір жүрісінде кем дегенде бір бөлікті аяқтау үшін қалыпта бір уақытта орындалады. Орамдық материал қалып арқылы беріледі және кезең-кезеңімен өңделеді. Бөлшектің күрделілігіне байланысты прогрессивті штамптар бір қадамнан аз немесе 40 қадамға дейін болуы мүмкін. Процестің сипаты құралдың әрбір жүрісі кезінде материалды келесі станцияға итеруді талап ететіндіктен, кесу және қалыптау алдында материалды қалып ішінде орналастыру үшін прогрессивті қалып алдымен материалды бағыттауы керек. Прогрессивті материал жолақтарындағы пилоттық тесіктердің қажеттілігі кейде процесте шамадан тыс қалдықтарға немесе қалдықтарға әкеледі.штамптау бөлігі
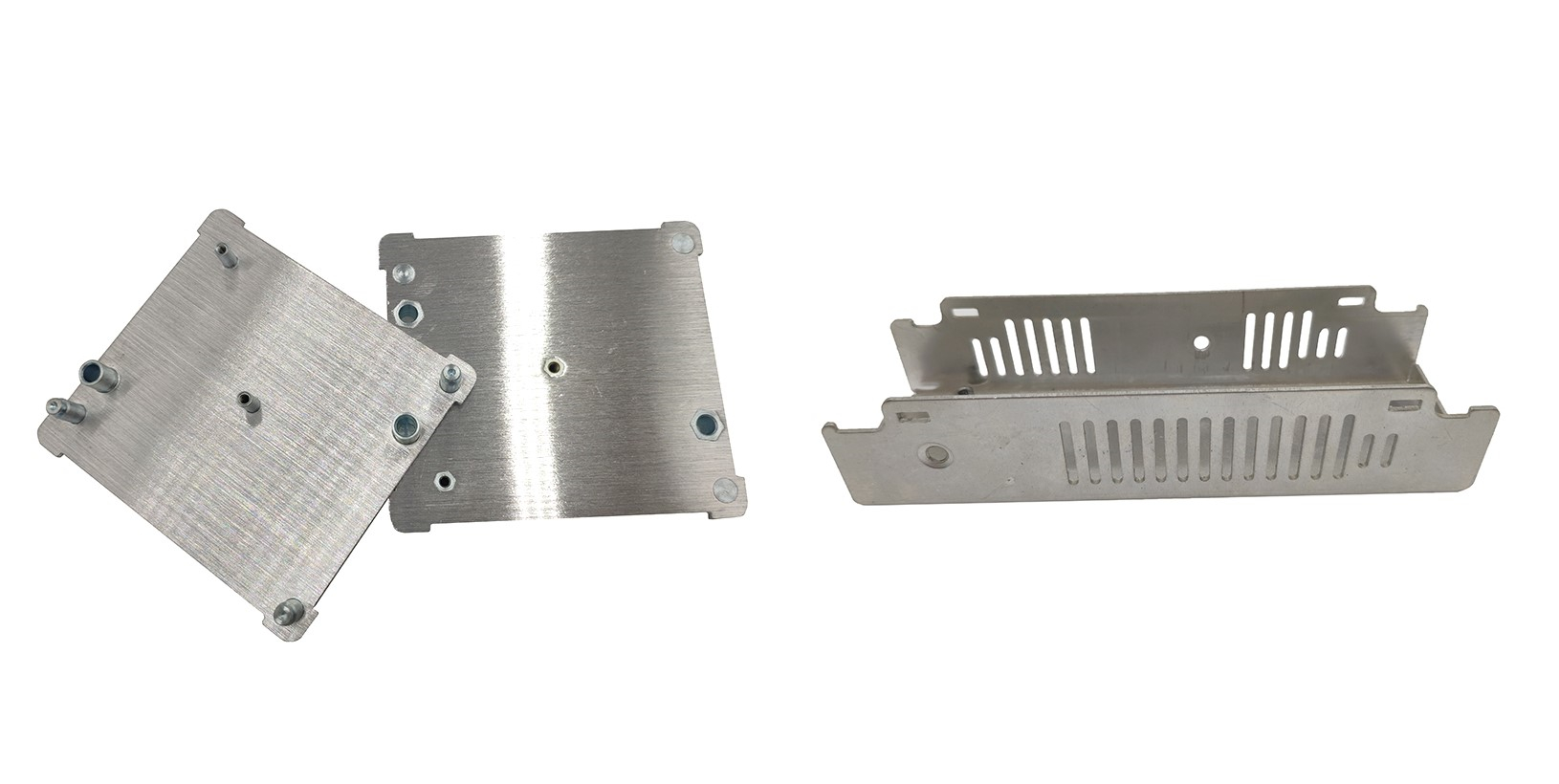
Дегенмен, төрт сырғымалы немесе көп сырғымалы матрицамен салыстырғанда прогрессивті матрицаны орнату уақыты 38%-ға қысқарады. Бұл өндірушілерге кішірек партияларды шығаруға және өндіріс жоспарларында көбірек икемділікке, қажет болған кезде қажет өнімдерді шығаруға мүмкіндік береді. Аты аңызға айналған жапондық инженер-инженер Шигео Шинго бастаған принцип: SMED (бір минуттық штамп ауыстыру) прогрессивті пресстерге қолданылуы мүмкін, бұл Китстің стандартты тәжірибесі. Прогрессивті матрицалар бір соққыға бірнеше бөліктерді шығара алады, бұл оларды жаппай өндіріске өте ыңғайлы етеді:
пирс
жақшалар
Жетекші жақтау
Автобус
Қалқан
Төрт сырғымалы / көп сырғымалы штамптау
Аты айтып тұрғандай, төрт жылжымалы металл штамптау машинасында төрт жылжымалы скейтборд бар. Керісінше, көп сырғымалы прессте төрттен көп қозғалатын сырғанақ болуы мүмкін. Төрт сырғымалы немесе көп сырғымалы металл штамптары көлденеңінен тік бұрышта жұмыс істейді, ал машинадағы сырғымалар (қошқарлар) дайын өнімді шығару үшін орам материалына әсер етеді.металды штамптау
Сервоқозғалтқыштар немесе сырғытпада әрекет ететін механикалық жетекті жұдырықшалар күрделі шынтақтар мен пішіндерді жасай алады. Машинаның осы түрімен жіптерді, бұрандаларды салуды, тойтаруды және басқа да қосымша құнды жинау операцияларын қосуға болады.иілу бөлігі
Прогрессивті қалыппен штамптаумен салыстырғанда, төрт сырғымалы және көп сырғымалы штамптау қалдықтарды орта есеппен 31%-ға азайтады. Бұл бағыттаушы саңылау қажеттілігін жою және бағыттаушы операцияны саңылаулы дайындама ұстағышпен ауыстыру арқылы қол жеткізіледі, бұл бөлікті бағыттаушының қажетінсіз тесуден қалыптауға дейін өзгертуге мүмкіндік береді. Keats сонымен қатар бөліктің нақты еніне негізделген шикізатты сатып алып, кесуді жоя алады. Төрт сырғытпалы өндіріс ұшақтар мен осьтердің шексіз санын пайдалануға мүмкіндік беретіндіктен, ол минутына 375 бөлікке дейін шығара алады, бұл оны өте күрделі бөлшектерді жаппай өндіруге өте ыңғайлы етеді, мысалы:
Қысқа фильм
қысқыш
Бекіткіш
втулка
жақ
Қамыр
Anebon Metal Products Limited CNC өңдеу, құю, қаңылтыр металл өңдеу қызметтерін ұсына алады, бізбен байланысыңыз.
Tel: +86-769-89802722 Email: info@anebon.com Website : www.anebon.com
Жіберу уақыты: 15 қаңтар 2020 ж