
Анебон бойынша механикалық білімнің анықтамасы
Механикалық білім – механиканың әртүрлі ұғымдарын, принциптері мен тәжірибелерін түсіну және қолдану қабілеті. Механикалық білім машиналарды, механизмдерді және материалдарды, сондай-ақ құралдар мен процестерді түсінуді қамтиды. Бұл күш пен қозғалыс, энергия және тісті доңғалақтар мен шкивтер жүйелері сияқты механикалық принциптерді білуді қамтиды. Машина жасау білімі жобалау, техникалық қызмет көрсету және ақауларды жою әдістерін, сондай-ақ машина жасау принциптерін қамтиды. Механикалық білім механикалық жүйелермен жұмыс істейтін көптеген кәсіптер мен салалар үшін маңызды. Оларға инженерия, өндіріс және құрылыс кіреді.
1. Механикалық бөлшектердің істен шығу режимдері қандай?
(1) Толық сыну
(2) Шамадан тыс тұрақты бұрмалау
(3) Бөлшек бетінің бұзылуы
(4) Тұрақты жұмыс жағдайларының бұзылуына байланысты ақаулық
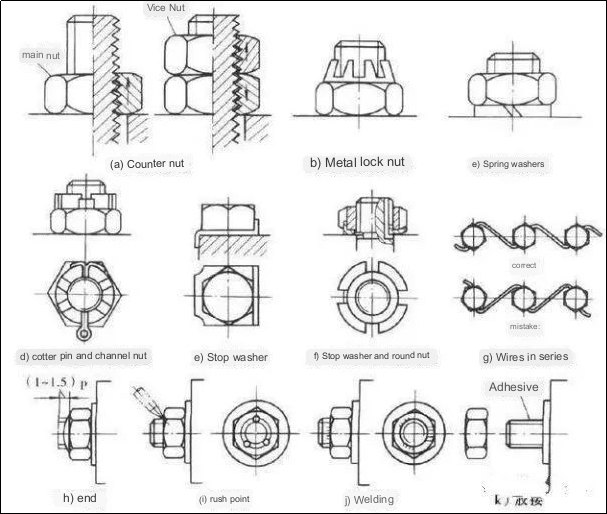
Бұрандалы қосылымдар үшін бұранданы босатуды жиі талап етудің себебі неде?
Бұрандауға қарсы негізгі тұжырымдамасы қандай?
Босап қалудың алдын алудың қандай әдістері бар?
Жауап:
Әдетте, бұрандалы қосылым өздігінен құлыптау критерийлерін орындай алады және өздігінен босап кетпейді. Дегенмен, тербелістерге, соққы жүктемелеріне немесе температураның күрт ауытқуларына байланысты жағдайларда, байланыстырушы гайка бірте-бірте қопсыту ықтималдығы бар. Жіптің босатылуының негізгі себебі жіп жұптары арасындағы салыстырмалы айналу болып табылады. Демек, нақты дизайнға қопсытуға қарсы шараларды енгізу қажет.
Жиі қолданылатын әдістер мыналарды қамтиды:
1. Үйкеліске негізделген қопсытуға қарсы — қопсытуды болдырмау үшін жіп жұптары арасындағы үйкелісті сақтау, мысалы, серіппелі шайбаларды және үстіңгі жағындағы қос гайкаларды пайдалану;
2. Механикалық қопсытуға қарсы — обструктивті қолдануөңделген компоненттерт.б. арасында жиі саңылаулы жаңғақтарды және түйреуіштерді қолдана отырып, қопсытуға қарсы кепілдік беру;
3. Бұзуға негізделген жіп жұптарының қопсытуына қарсы — соққыға негізделген әдісті қолдану сияқты жіп жұптары арасындағы қатынасты өзгерту және өзгерту.
Бұрандалы қосылыстарда қатайтудың мақсаты қандай?
Pқолданылатын күшті басқарудың бірнеше тәсілдерін қолданыңыз.
Жауап:
Бұрандалы қосылымдардағы қатайтудың мақсаты болттардың алдын ала қатайту күшін тудыруына мүмкіндік беру болып табылады. Бұл алдын ала қатайту процесі жүктеме жағдайында бір-бірімен байланыстырылған бөліктер арасында кез келген бос орындардың немесе салыстырмалы қозғалыстардың алдын алу үшін қосылымның сенімділігі мен беріктігін арттыруға тырысады. Тарту күшін басқарудың екі тиімді әдісі айналу моментінің кілтін немесе тұрақты момент кілтін пайдалану болып табылады. Қажетті моментке жеткеннен кейін оны орнына бекітуге болады. Немесе алдын ала қатайту күшін реттеу үшін болттың ұзаруын өлшеуге болады.
Серпімді сырғанау белдік жетектеріндегі сырғанаудан қалай ерекшеленеді?
V-белдік жетегінің конструкциясында неге шағын шкивтің минималды диаметріне шектеу қойылған?
Жауап:
Серпімді сырғу белдік жетектеріне тән қасиет болып табылады, оны болдырмауға болмайды. Бұл кернеудің айырмашылығы болған кезде пайда болады және белдік материалының өзі эластомер болып табылады. Екінші жағынан, сырғанау - бұл шамадан тыс жүктелу салдарынан пайда болатын және кез келген жағдайда алдын алу керек болатын сәтсіздіктің бір түрі.
Атап айтқанда, сырғанау шағын шығырда орын алады. Сыртқы жүктемелердің жоғарылауы екі жақтың арасындағы кернеудің үлкен айырмашылығына әкеледі, бұл өз кезегінде серпімді сырғанау орын алатын аймақтың кеңеюіне әкеледі. Серпімді сырғанау сандық өзгерісті білдіреді, ал сырғанау сапалық өзгерісті білдіреді. Демек, сырғанаудың алдын алу үшін шағын шкивтің минималды диаметріне шектеу қойылады, өйткені кішірек шығыр диаметрі орау бұрыштарының кішірек болуына және жанасу аймақтарының азаюына әкеледі, бұл сырғанау ықтималдығын арттырады.
Тіс бетінің сырғанау жылдамдығы сұр шойын және алюминий-темір қола турбиналарының рұқсат етілген жанасу кернеуіне қалай қатысты?
Жауап:
Сұр шойын және алюминий-қола турбиналарының рұқсат етілген жанасу кернеуіне тіс бетінің адгезиясы деп аталатын елеулі бұзылу режиміне байланысты тіс бетінің сырғу жылдамдығы әсер етеді. Адгезияға сырғу жылдамдығы тікелей әсер етеді, осылайша рұқсат етілген жанасу кернеуіне әсер етеді. Екінші жағынан, құйылған қаңылтыр қола турбиналарының негізгі істен шығу режимі контактілі кернеуден туындаған тіс бетіндегі шұңқырлар болып табылады. Сондықтан рұқсат етілген жанасу кернеуі сырғанау жылдамдығына байланысты емес.
Enumқозғалыстың типтік заңдарын, әсер ету сипаттамаларын және жұдырықша механизмінің ізбасары үшін қолайлы сценарийлерді өңдеу.
Жауап:
Жұдырықша механизмінің ізбасары үшін қозғалыс заңдарына тұрақты жылдамдық қозғалысы, әртүрлі баяулау қозғалыс заңдары және қарапайым гармоникалық қозғалыс (косинус үдеуінің қозғалыс заңы) жатады. Тұрақты жылдамдық қозғалысы заңы қатты әсер етеді және төмен жылдамдықта және жеңіл жүктеме сценарийлерінде қолданылады.
Тұрақты үдеуді қоса, баяулау қозғалыс заңдары икемді әсерге ие және орташа және төмен жылдамдықтағы жағдайларға жарамды. Қарапайым гармоникалық қозғалыс (косинус 4-аккордтық үдеу қозғалысы заңы) үзіліс болған кезде жұмсақ әсерді ұсынады, бұл оны орташа және төмен жылдамдықтағы сценарийлер үшін тиімді етеді. Демалыс аралықтары жоқ жоғары жылдамдықты сценарийлерде икемді әсер болмайды, бұл оны сол жағдайларға сәйкес етеді.
Тіс профилін торлауды реттейтін негізгі принциптерді қорытындылаңыз.
Жауап:
Тіс профильдері қай жерде түйісетініне қарамастан, жанасу нүктесі арқылы өтетін жалпы қалыпты сызық ортаңғы сызықтың белгілі бір нүктесін кесіп өтуі керек. Бұл шарт біркелкі беріліс қатынасының сақталуын қамтамасыз етеді.
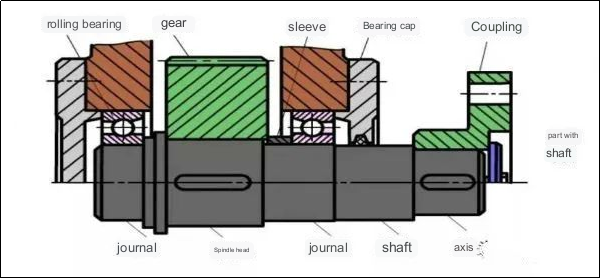
Бөлшектерді білікке айналдыра бекітудің әртүрлі тәсілдері қандай? (төрттен көп әдісті көрсетіңіз)
Жауап:
Айналдыра бекіту мүмкіндіктеріне кілттік қосылымды, шпильді қосылымды, кедергі келтіретін қосылымды, бекіту бұрандасын, түйреуіш қосылымды және кеңейту түйінін пайдалану кіреді.
Бөлшектерді білікке бекітуге арналған осьтік бекіту әдістерінің негізгі түрлері қандай?
Әрқайсысының ерекшелігі неде? (төрттен артық атаңыз)
Жауап:
Бөлшектерді білікке бекітуге арналған осьтік бекіту әдістері әрқайсысының өзіндік сипаттамалары бар бірнеше негізгі типтерді қамтиды. Оларға жағаны бекіту, бұрандалы бекіту, гидравликалық бекіту және фланецті бекіту жатады. Жағаны бекіту бөлікті ось бойынша бекіту үшін біліктің айналасына тартылатын жағаны немесе қысқышты пайдалануды қамтиды. Бұрандалы бекіту оларды бір-біріне мықтап бекіту үшін білікке немесе бөлікке жіптерді қолдануды талап етеді. Гидравликалық бекіту бөлік пен білік арасында тығыз байланыс жасау үшін гидравликалық қысымды пайдаланады. Фланецті бекіту бұрандамен бекітілген немесе дәнекерленген фланецті пайдалануды қамтидыcnc өңдеу бөлшектеріжәне осьтік бекітуді қамтамасыз ететін білік.
Неліктен жабық құрт жетектері үшін жылу балансын есептеуді жүргізу қажет?
Жауап:
Жабық құрт жетектері салыстырмалы сырғуды және үйкелістің жоғары деңгейін көрсетеді. Олардың шектеулі жылуды тарату мүмкіндіктері мен адгезия мәселелеріне бейімділігіне байланысты жылу балансын есептеуді жүргізу өте маңызды болып табылады.
Беріліс күшін есептеуде қандай екі беріктік есептеу теориясы қолданылады?
Олар қандай сәтсіздіктерді көздейді?
Егер беріліс қорабында жабық жұмсақ тіс беті болса, оның конструкциялық критерийі қандай?
Жауап:
Тісті беріліс күшін есептеу тіс бетінің жанасудың шаршау күшін және тіс түбірінің иілу қажу күшін анықтауды қамтиды. Байланыстағы шаршау күші тіс бетіндегі шаршау шұңқырының бұзылуын болдырмауға бағытталған, ал иілу шаршау күші тіс түбіріндегі шаршау сынықтарын қарастырады. Жабық жұмсақ тіс бетін пайдаланатын беріліс қорабы тіс бетінің жанасу шаршау күшін есепке алу және тіс түбірінің иілу шаршау күшін тексерудің дизайн критерийіне сәйкес келеді.
Муфталар мен муфталардың сәйкес функциялары қандай?
Олар бір-бірінен қалай ерекшеленеді?
Жауап:
Муфталар да, муфталар да крутящий моментті беруді және синхрондалған айналуды қамтамасыз ету үшін екі білікті қосу мақсатына қызмет етеді. Дегенмен, олар жұмыс кезінде ажырату мүмкіндіктері бойынша ерекшеленеді. Cмуфталар пайдалану кезінде бөлуге болмайтын біліктерді біріктіреді; оларды ажырату тек бөлшектеу арқылы мүмкін боладыайналмалы бөлшектерөшірілгеннен кейін. Екінші жағынан, муфталар машина жұмысы кезінде кез келген уақытта екі білікті қосу немесе ажырату мүмкіндігін ұсынады.
Майлы пленка мойынтіректерінің дұрыс жұмыс істеуі үшін негізгі алғышарттарды көрсетіңіз.
Жауап:
Салыстырмалы қозғалыстағы екі бет сына тәрізді саңылау орнатуы керек; беттер арасындағы сырғанау жылдамдығы майлау майының үлкен порттан түсуін және кішірек порттан шығуын қамтамасыз етуі керек; майлау майы белгілі бір тұтқырлыққа ие болуы керек және оған сәйкес май беру қажет.
7310 подшипник үлгісінің салдары, ерекше белгілері және типтік қолданбаларына қатысты қысқаша түсініктеме беріңіз.
Жауап:
Кодты түсіндіру: «7» коды бұрыштық контактілі шарикті мойынтіректерді білдіреді. «(0)» белгілеу стандартты енді білдіреді, «0» міндетті емес. «3» саны диаметрі бойынша орташа қатарды білдіреді. Соңында, «10» ішкі мойынтіректің диаметрі 50 мм сәйкес келеді.
Мүмкіндіктер мен қолданбалар:
Бұл мойынтірек моделі бір бағытта радиалды және осьтік жүктемелерге бір уақытта төзе алады. Ол жоғары шекті жылдамдықты ұсынады және әдетте жұпта қолданылады.
Тісті беріліс қорабын, белдік берілісін және тізбекті беріліс қорабын қамтитын беріліс жүйесінде беріліс қорабының қай түрі әдетте ең жоғары жылдамдық деңгейінде орналастырылады?
Керісінше, беріліс қорабының қай бөлігі ең төменгі беріліс күйінде орналасқан?
Бұл келісімнің астарлы себебін түсіндіріңіз.
Жауап:
Әдетте белдік жетегі ең жоғары жылдамдық деңгейінде, ал шынжыр жетегі ең төменгі беріліс күйінде орналасады. Белдік жетегі тұрақты беріліс қорабы, жастықшасы және соққыны сіңіру сияқты атрибуттарға ие, бұл оны жоғары жылдамдықта қозғалтқыш үшін тиімді етеді. Екінші жағынан, тізбекті жетектер жұмыс кезінде шу шығаруға бейім және төмен жылдамдықты сценарийлерге жақсырақ сәйкес келеді, осылайша әдетте төменгі беріліс сатысына бөлінеді.
Тізбекті берілістегі жылдамдықтың біркелкі болмауына не себеп болады?
Оған әсер ететін негізгі факторлар қандай?
Қандай жағдайларда лездік беріліс коэффициенті тұрақты болуы мүмкін?
Жауап:
1) Тізбекті берілістегі тұрақты емес жылдамдық ең алдымен тізбекті механизмге тән көпбұрышты әсерден туындайды; 2) Оған әсер ететін негізгі факторларға тізбектің жылдамдығы, тізбек қадамы және жұлдызша тістерінің саны жатады; 3) Үлкен және кіші жұлдызшалардағы тістердің саны тең болғанда (яғни, z1=z2) және олардың арасындағы орталық қашықтық қадамның (p) дәл еселігі болса, лездік беріліс қатынасы 1-де тұрақты болып қалады.
Неліктен цилиндрлік тісті редукцияда тістердің ені (b1) үлкенірек берілістің тістерінің енінен (b2) сәл үлкен?
Беріктікті есептеу кезінде тіс ені коэффициентін (ψd) b1 немесе b2-ге негіздеу керек пе? Неліктен?
Жауап:
1) Жинақтау қателерінен тісті берілістердің осьтік туралануын болдырмау үшін торлы тістердің ені азаяды, бұл жұмыс жүктемесінің жоғарылауына әкеледі. Демек, кіші редуктордың тіс ені (b1) үлкенірек берілістің b2-ден сәл үлкенірек болуы керек. Беріктікті есептеу үлкенірек берілістің тіс еніне (b2) негізделуі керек, себебі ол жұп цилиндрлік тісті доңғалақ қосылған кездегі нақты жанасу енін білдіреді.
Неліктен кіші шкивтің диаметрі (d1) ең төменгі диаметрге (dmin) тең немесе одан үлкен болуы керек және жетек дөңгелегі (α1) баяулататын белдік жетегінде 120°-қа тең немесе одан үлкен болуы керек?
Әдетте, ұсынылатын белдік жылдамдығы 5-тен 25 м/с аралығында болады.
С дегеніміз небелбеу жылдамдығы осы диапазоннан асып кетсе реттілік?
Жауап:
1) Кішкентай шкивтің диаметрінің кішірек болуы белдіктегі иілу кернеуінің жоғарылауына әкеледі. Шамадан тыс иілу кернеуін болдырмау үшін шағын шкивтің минималды диаметрін сақтау керек.
2) Жетекші доңғалақтың орау бұрышы (α1) белдіктің максималды тиімді тартылуына әсер етеді. α1 кішірек максималды тиімді тарту күшін төмендетеді. Максималды тиімді тарту күшін арттыру және сырғып кетуді болдырмау үшін әдетте α1≥120° орау бұрышы ұсынылады.
3) Белбеу жылдамдығы 5-тен 25 м/с диапазонынан тыс түссе, салдары болуы мүмкін. Ауқымнан төмен жылдамдық белдіктер санының (z) ұлғаюына және белдік жетек құрылымының үлкенірек болуына әкелетін үлкенірек тиімді тарту күшін (Fe) қажет етуі мүмкін. Керісінше, белдіктің шамадан тыс жылдамдығы жоғарырақ орталықтан тепкіш күшке (Fc) әкеледі, бұл сақтықты қажет етеді.
Спиральді домалаудың жақсы және жағымсыз жақтары.
Жауап:
Артықшылықтары
1) Ол ең аз тозуды көрсетеді және реттеу техникасын саңылауларды жою және алдын ала деформацияның белгілі бір деңгейін тудыру үшін қолдануға болады, осылайша қаттылықты арттырады және берілістің жоғары дәлдігіне қол жеткізеді.
2) Өздігінен бұғатталатын жүйелерден айырмашылығы ол сызықтық қозғалысты айналмалы қозғалысқа айналдыруға қабілетті.
Кемшіліктері
1) Құрылым күрделі және өндірісте қиындықтар туғызады.
2) Кейбір механизмдер кері айналудың алдын алу үшін қосымша өздігінен құлыптау механизмін қажет етуі мүмкін.
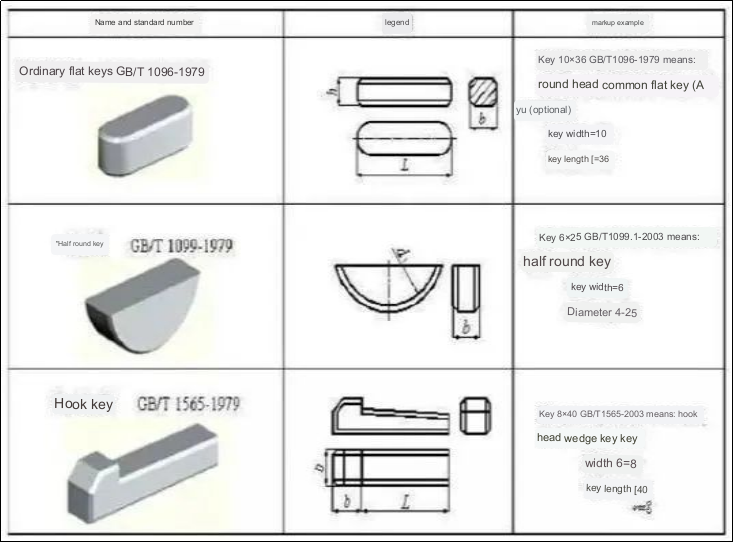
Кілттерді таңдаудың негізгі принципі қандай?
Жауап:
Пернелерді таңдаған кезде екі маңызды мәселе бар: түрі мен өлшемі. Түрді таңдау негізгі қосылымның құрылымдық сипаттамалары, пайдалану талаптары және жұмыс жағдайлары сияқты факторларға байланысты.
Екінші жағынан, өлшемді таңдау стандартты сипаттамалар мен беріктік талаптарына сәйкес болуы керек. Кілттің өлшемі көлденең қима өлшемдерінен (кілт ені b * кілт биіктігі h) және L ұзындығынан тұрады. b*h көлденең қима өлшемдерін таңдау білік диаметрімен d анықталады, ал кілт ұзындығы L болуы мүмкін әдетте концентратордың ұзындығы негізінде анықталады, яғни кілт ұзындығы L хаб ұзындығынан аспауы керек. Оған қоса, бағыттаушы жалпақ кілттер үшін күпшек ұзындығы L' әдетте білік диаметрінен d (1,5-2) есе көп, бұл түйіннің ұзындығы мен сырғанау қашықтығын ескереді.
Anebon өзінің күшті техникалық мүмкіндіктеріне сүйенеді және CNC металл өңдеу талаптарын қанағаттандыру үшін озық технологияларды үздіксіз дамытады,5 осьтік cnc фрезері, және автомобиль құю. Біз барлық ұсыныстар мен пікірлерді жоғары бағалаймыз. Жақсы ынтымақтастық арқылы біз өзара даму мен жақсартуға қол жеткізе аламыз.
Қытайдағы ODM өндірушісі ретінде Anebon алюминий штамптау бөлшектерін теңшеуге және машина компоненттерін өндіруге маманданған. Қазіргі уақытта біздің өнімдер әлемнің алпыстан астам еліне және әртүрлі аймақтарына, соның ішінде Оңтүстік-Шығыс Азия, Америка, Африка, Шығыс Еуропа, Ресей және Канадаға экспортталды. Anebon Қытайдағы және жер шарының басқа бөліктеріндегі әлеуетті тұтынушылармен кең ауқымды байланыстар орнатуға ұмтылады.
Жіберу уақыты: 16 тамыз 2023 ж