
1. Станоктың дәлдігі: станоктың минималды дәлдігі 0,01 мм болса, кез келген жағдайда станокта 0,001 мм дәлдіктегі бұйымдарды өңдеу мүмкін емес.
2. Қысу: орташа қысу күшімен дайындаманың материалына сәйкес сәйкес қысу процесін таңдаңыз. Мысалы, ұзын біліктерді өңдеу үшін «бір үстіңгі және бір қысқыш» қолданылады, ал орталық жақтау немесе құрал ұстағышы қолданылады. Жұқа қабырға жеңін өңдеу үшін жұмсақ тырнақты немесе ашық сақинаны пайдаланыңыз.
3. Кескіш: өңделетін материалдың сипатына сәйкес оң жақ кескішті және оң жақ ұшы бұрышын таңдаңыз. Ал өңдеу кезінде құралдың тозуына назар аударыңыз.
4. Өңдеу: материалдың қасиеттеріне сәйкес тиісті өңдеу технологиясын жасау. Дөрекі токарлық өңдеу, жартылай өңдеу және әрлеу токарлық өңдеу үшін әртүрлі жоңқа мөлшері мен беру мөлшері әртүрлі кезеңдерде таңдалуы керек; өңдеу процесінде салқындату да өте маңызды және материалдар мен кескіш құралдарға сәйкес тиісті салқындатқышты (сабындандыру сұйықтығы, эмульсия, май және т.б.) таңдау керек.
5. Сынақ өңдеу үшін дайын өнімге сәйкес түзету жүргізіледі.
| Cnc алюминий прототипі | Ақ анодталған алюминий | Cnc бұралған компонент |
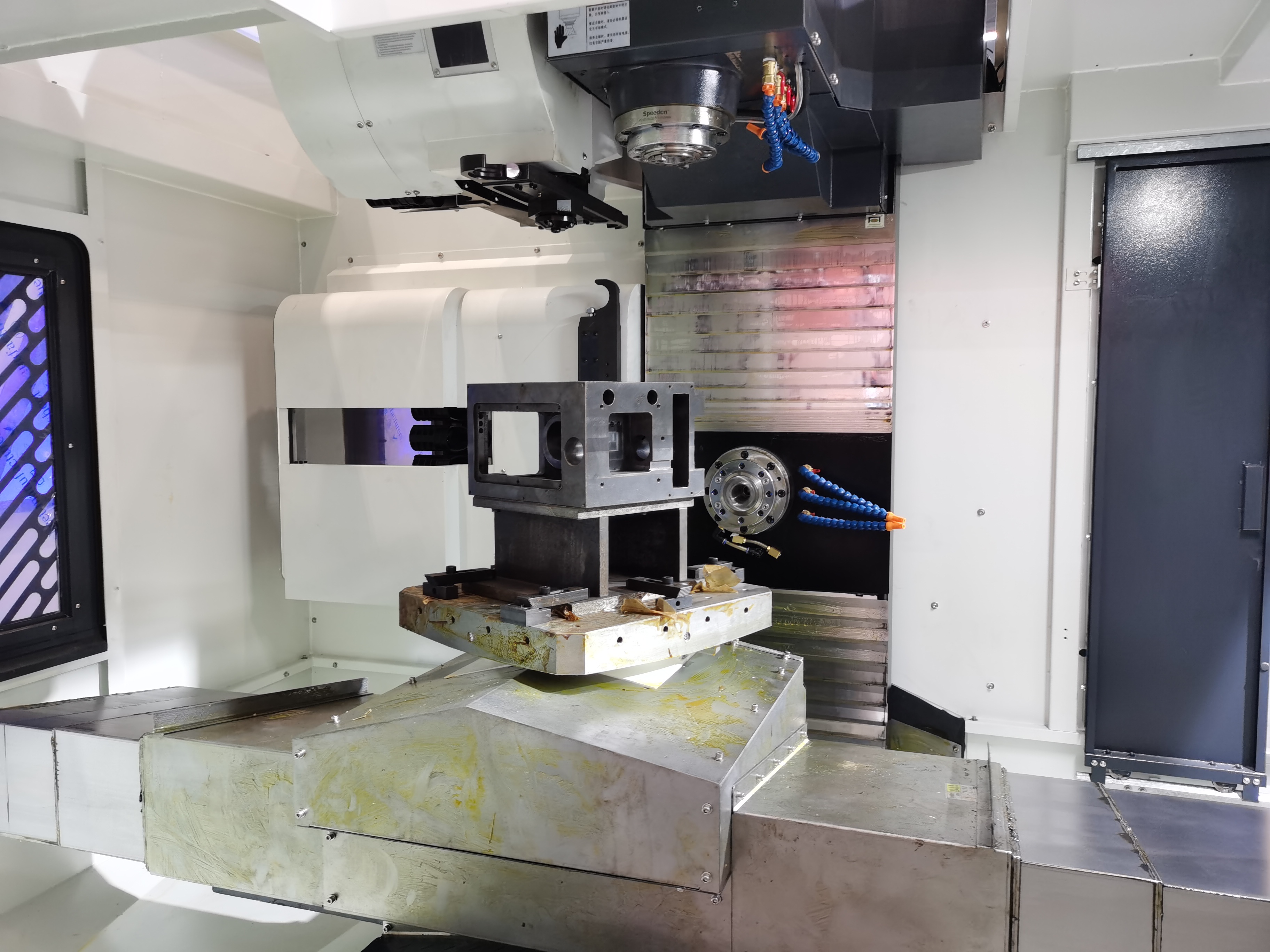
| Cnc пластик бөліктері | Өңдеу цехы | Токарлы жезден жасалған компоненттер |
www.anebon.com
Anebon Metal Products Limited CNC өңдеу, құю, қаңылтыр металл өңдеу қызметтерін ұсына алады, бізбен байланысыңыз.
Tel: +86-769-89802722 Email: info@anebon.com Website : www.anebon.com
Жіберу уақыты: 02.11.2019ж