
CNC යන්ත්රකරණයේ ජ්යාමිතික ඉවසීමේ යෙදුම් විෂය පථය ඔබට තේරෙනවාද?
ජ්යාමිතික ඉවසීමේ පිරිවිතර CNC යන්ත්රකරණයේ තීරණාත්මක අංගයකි, එය සංරචකවල නිවැරදි නිෂ්පාදනය සහතික කරයි. ජ්යාමිතික ඉවසීම යනු කැබැල්ලක ඇති අංගයක ප්රමාණය, හැඩය, දිශානතිය සහ පිහිටීම අනුව සිදු කළ හැකි වෙනස්කම් වේ. කොටසෙහි ක්රියාකාරී ක්රියාකාරිත්වය සඳහා මෙම වෙනස්කම් ඉතා වැදගත් වේ.
විවිධ යෙදුම් සඳහා CNC යන්ත්රකරණයේදී ජ්යාමිතික ඉවසීම භාවිතා වේ.
මාන පාලනය:
ජ්යාමිතික ඉවසීම් යන්ත්රගත ලක්ෂණවල ප්රමාණය සහ මානය නිවැරදිව පාලනය කිරීමට ඉඩ සලසයි. සියලුම කොටස් පරිපූර්ණව සමපාත වන අතර ඒවායේ අපේක්ෂිත කාර්යය ඉටු කිරීම සහතික කරයි.
පෝරම පාලනය:
ජ්යාමිතික ඉවසීම යන්ත්රගත ලක්ෂණ සඳහා අපේක්ෂිත හැඩය සහ සමෝච්ඡය ලබා ගැනීම සහතික කරයි. එකලස් කිරීමට අවශ්ය කොටස් සඳහා හෝ නිශ්චිත සංසර්ග අවශ්යතා සඳහා එය අත්යවශ්ය වේ.
දිශානතිය පාලනය:
සිදුරු, තව් සහ මතුපිට වැනි අංගවල කෝණික පෙළගැස්ම පාලනය කිරීම සඳහා ජ්යාමිතික ඉවසීම් භාවිතා වේ. නිවැරදි පෙළගැස්මක් අවශ්ය හෝ වෙනත් කොටස් වලට හරියටම ගැළපෙන සංරචක සඳහා එය විශේෂයෙන් වැදගත් වේ.
ජ්යාමිතික ඉවසීම්:
ජ්යාමිතික ඉවසීම යනු අයිතමයක ලක්ෂණ පිහිටීමෙහි සිදු කළ හැකි අපගමනයයි. කොටසක තීරනාත්මක ලක්ෂණ එකිනෙක සම්බන්ධව නිවැරදිව ස්ථානගත කර ඇති බව සහතික කරයි, නිසි ක්රියාකාරීත්වය සහ එකලස් කිරීම සක්රීය කරයි.
පැතිකඩ පාලනය:
වක්ර, සමෝච්ඡ සහ පෘෂ්ඨ වැනි සංකීර්ණ ලක්ෂණ සඳහා සමස්ත හැඩය සහ පැතිකඩ පාලනය කිරීමට ජ්යාමිතික ඉවසීම් භාවිතා වේ. මෙය යන්ත්රගත කොටස් පැතිකඩ අවශ්යතා සපුරාලන බව සහතික කරයි.
සාන්ද්රණය සහ සමමිතිය පාලනය:
යන්ත්රගත විශේෂාංග සඳහා සාන්ද්රණය සහ සමමිතිය සාක්ෂාත් කර ගැනීමේදී ජ්යාමිතික ඉවසීම තීරණාත්මක කාර්යභාරයක් ඉටු කරයි. පතුවළ, ගියර් සහ ෙබයාරිං වැනි භ්රමණය වන සංරචක පෙළගස්වන විට එය විශේෂයෙන් වැදගත් වේ.
ධාවනය පාලනය:
ජ්යාමිතික ඉවසීම මඟින් භ්රමණය වීමේ සෘජු බවේ සහ චක්රලේඛයේ අවසර ලත් විචලනය සඳහන් කරයිcnc හැරුණු කොටස්. එය සුමට ක්රියාකාරීත්වය සහතික කිරීම සහ කම්පන සහ දෝෂ අඩු කිරීම සඳහා නිර්මාණය කර ඇත.
නිෂ්පාදනයේ ඇති චිත්රවල ජ්යාමිතික ඉවසීම අපට නොතේරෙන්නේ නම්, සැකසුම් විශ්ලේෂණය අක්රිය වන අතර සැකසීමේ ප්රති results ල බරපතල විය හැකිය. මෙම වගුවේ අයිතම 14 කින් යුත් ජාත්යන්තර සම්මත ජ්යාමිතික ඉවසීමේ සංකේතයක් අඩංගු වේ.
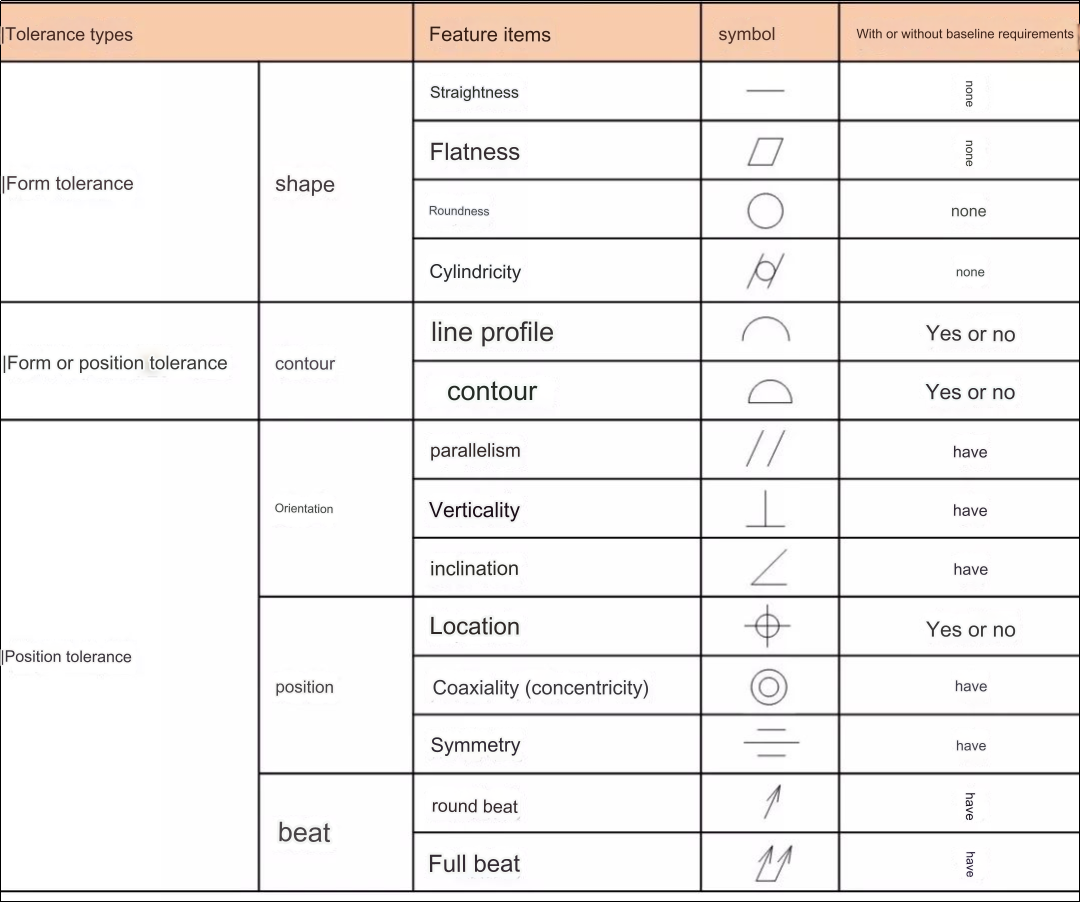
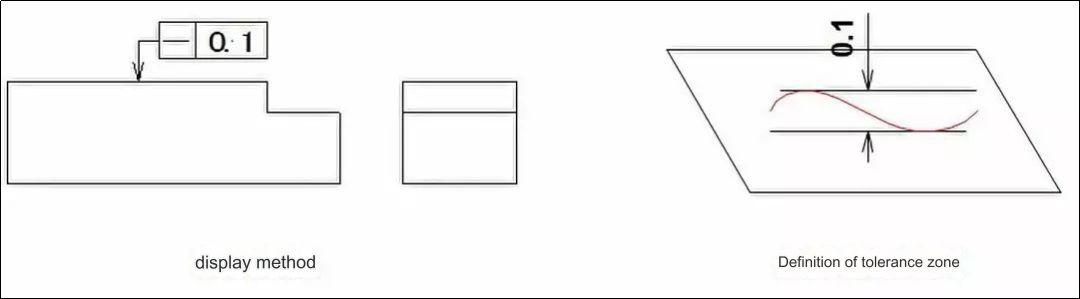
1. සෘජු බව
සෘජු බව යනු පරිපූර්ණ සරල රේඛාවක් පවත්වා ගැනීමට කොටසකට ඇති හැකියාවයි. සරළ ඉවසීම යනු නියම රේඛාවක සිට සැබෑ සරල රේඛාවක උපරිම අපගමනය ලෙස අර්ථ දැක්වේ.
උදාහරණ 1:ගුවන් යානයක ඉවසීමේ කලාපය මිලිමීටර් 0.1 ක දුරක් සහිත සමාන්තර සරල රේඛා දෙකක් අතර විය යුතුය.
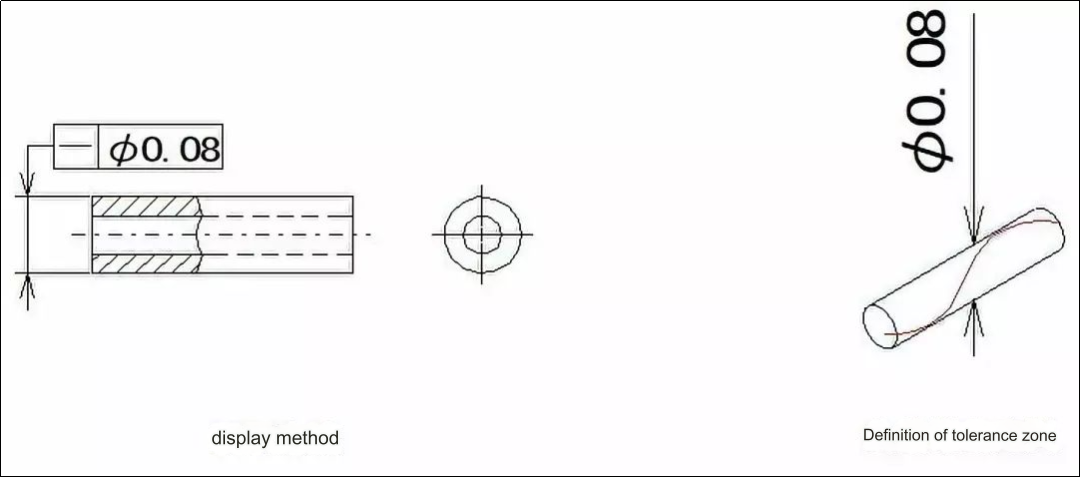
උදාහරණ 2:ඔබ ඉවසීමේ අගයට Ph සංකේතය එකතු කරන්නේ නම්, එය මිලිමීටර් 0.08 ක විෂ්කම්භයක් ඇති සිලින්ඩරාකාර පෘෂ්ඨයක ප්රදේශයක තිබිය යුතුය.
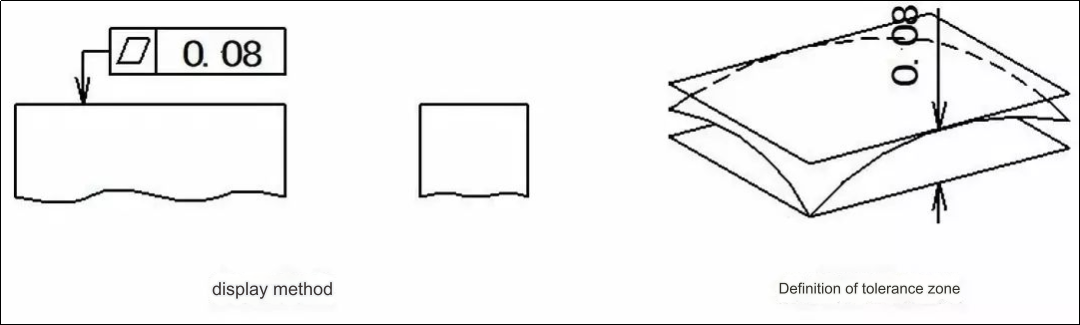
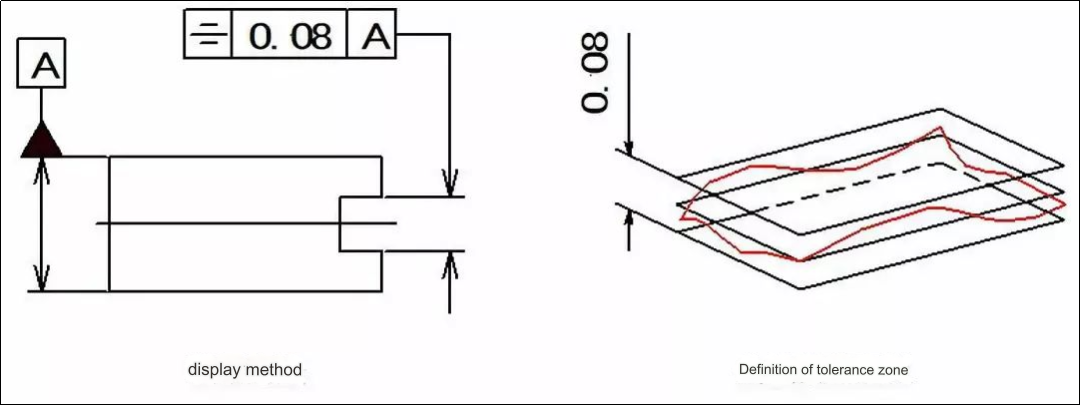
2. පැතලි බව
පැතලි බව (සමතල බව ලෙසද හැඳින්වේ) යනු කොටසක් පරිපූර්ණ තලයක් පවත්වා ගෙන යන තත්ත්වයයි. සමතලා ඉවසීම යනු පරමාදර්ශී පෘෂ්ඨයක් සහ සැබෑ මතුපිටක් අතර සිදු කළ හැකි උපරිම අපගමනය පිළිබඳ මිනුමක් වේ.
උදාහරණයක් ලෙස, ඉවසීමේ කලාපය 0.08mm අතර සමාන්තර තල අතර අවකාශය ලෙස අර්ථ දැක්වේ.
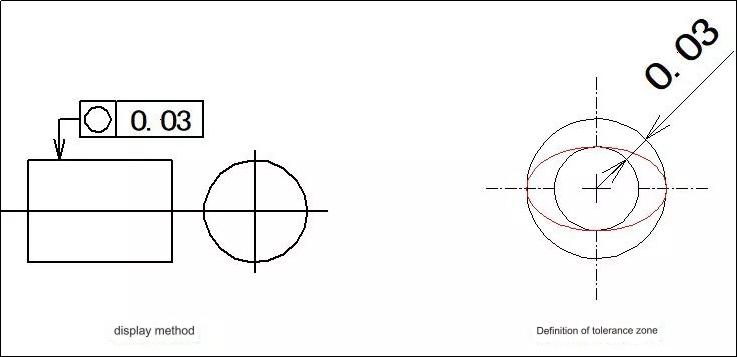
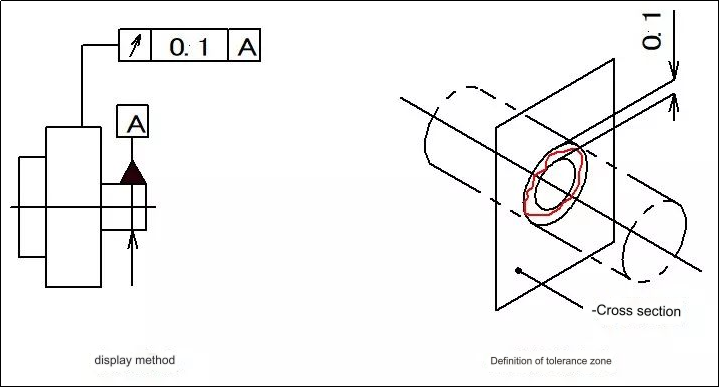
3. රවුම් බව
සංරචකයක වටකුරු බව යනු කේන්ද්රය සහ සැබෑ හැඩය අතර දුර වේ. වටකුරු ඉවසීම නිර්වචනය කරනු ලබන්නේ එකම හරස්කඩ මත ඇති කදිම රවුම් හැඩයෙන් සැබෑ රවුම් හැඩයේ උපරිම අපගමනය ලෙසය.
උදාහරණය:ඉවසීමේ කලාපය එකම සාමාන්ය කොටස මත පිහිටා තිබිය යුතුය. අරය වෙනස 0.03mm ඉවසීමක් සහිත සංකේන්ද්රික මුදු දෙකක් අතර දුර ලෙස අර්ථ දැක්වේ.
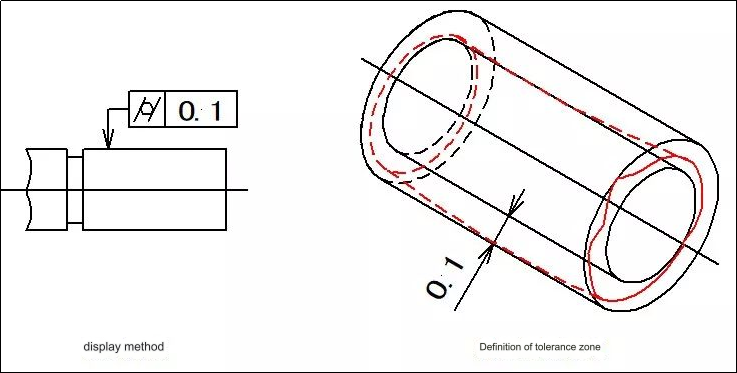
4. සිලින්ඩරාකාරත්වය
'සිලින්ඩ්රිසිටි' යන යෙදුමෙන් අදහස් වන්නේ එම කොටසෙහි සිලින්ඩරාකාර පෘෂ්ඨයේ ලක්ෂ්ය සියල්ලම එහි අක්ෂයට සමානව දුරින් පවතින බවයි. සැබෑ සිලින්ඩරාකාර පෘෂ්ඨයක් සහ පරිපූර්ණ සිලින්ඩරාකාරයක් අතර උපරිම අවසර ලත් විචලනය සිලින්ඩරාකාර ඉවසීම ලෙස හැඳින්වේ.
උදාහරණය:0.1mm අරයේ වෙනසක් ඇති කොක්සියල් සිලින්ඩරාකාර පෘෂ්ඨයන් අතර ප්රදේශය ඉවසීමේ කලාපය ලෙස අර්ථ දැක්වේ.
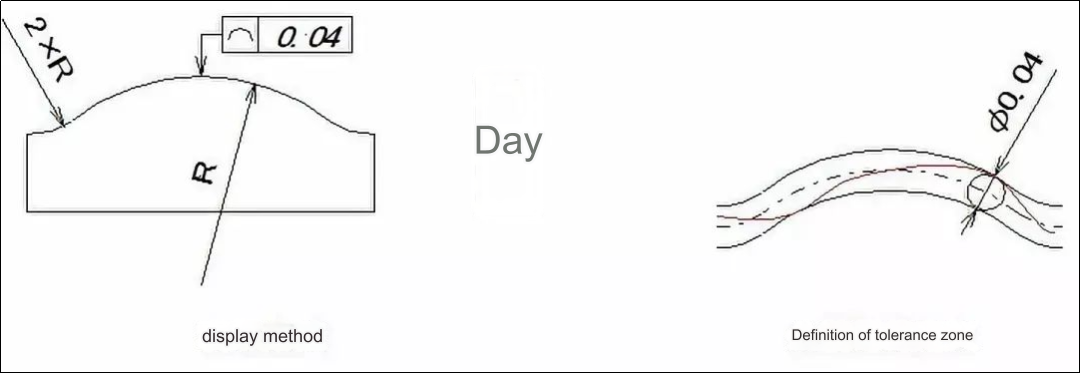
5. රේඛා සමෝච්ඡය
රේඛා පැතිකඩ යනු කිසියම් වක්රයක් එහි හැඩය කුමක් වුවත්, කොටසක නිශ්චිත තලයක පරමාදර්ශී හැඩය පවත්වා ගෙන යන තත්ත්වයයි. රේඛා පැතිකඩ සඳහා ඉවසීම යනු වෘත්තාකාර නොවන වක්රවල සමෝච්ඡයේ සිදු කළ හැකි විචලනයයි.
උදාහරණ වශයෙන්, ඉවසීමේ කලාපය මිලිමීටර් 0.04 විෂ්කම්භයකින් යුත් ශ්රේණියේ කවයක් අඩංගු ලියුම් කවර දෙකක් අතර අවකාශය ලෙස අර්ථ දැක්වේ. රවුම් මධ්යස්ථාන ජ්යාමිතිකව නිවැරදි හැඩතල ඇති රේඛා මත වේ.
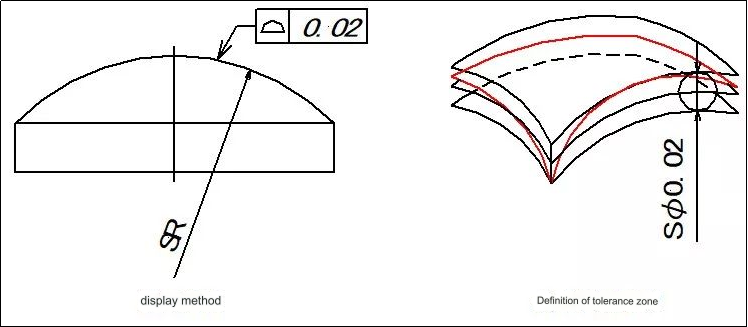
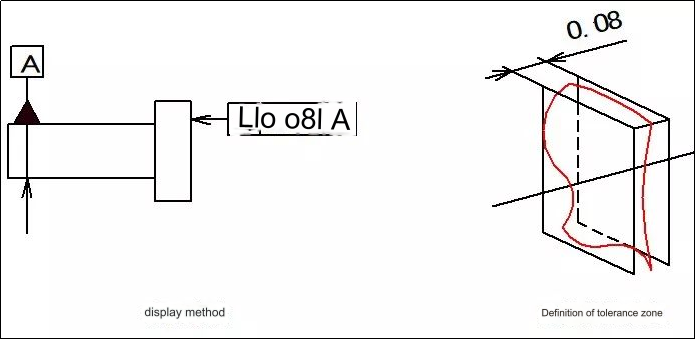
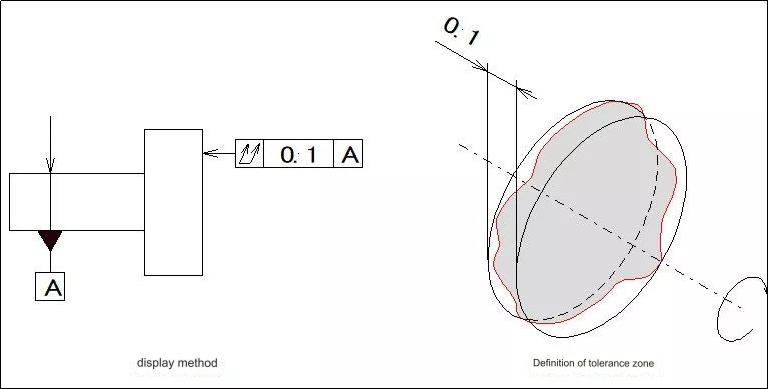
6. මතුපිට සමෝච්ඡය
මතුපිට සමෝච්ඡය යනු සංරචකයක් මත අත්තනෝමතික හැඩැති මතුපිටක් එහි පරමාදර්ශී ස්වරූපය පවත්වා ගෙන යන තත්ත්වයයි. මතුපිට සමෝච්ඡ ඉවසීම යනු කවාකාර නොවන මතුපිටක සමෝච්ඡ රේඛාව සහ පරිපූර්ණ සමෝච්ඡ මතුපිට අතර වෙනසයි.
උදාහරණ වශයෙන්:ඉවසීමේ කලාපය මිලිමීටර් 0.02 විෂ්කම්භයක් සහිත ශ්රේණි බෝල වට කර ඇති ලියුම් කවර රේඛා දෙකක් අතර පිහිටා ඇත. එක් එක් බෝලයේ කේන්ද්රය ජ්යාමිතිකව නිවැරදි හැඩයේ මතුපිට විය යුතුය.
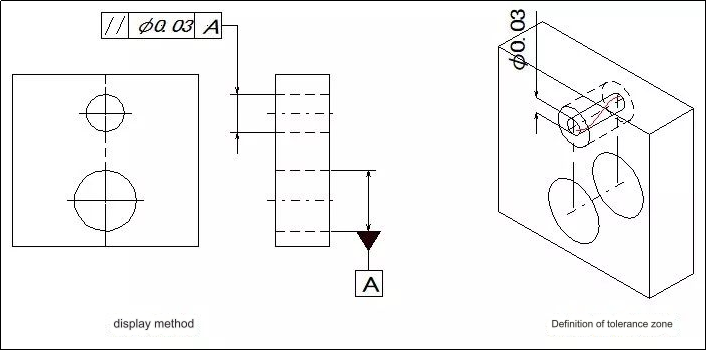
7. සමාන්තරකරණය
සමාන්තරතා උපාධිය යනු කොටසක ඇති මූලද්රව්ය දත්තයෙන් සමාන දුරස්ථ බව විස්තර කිරීමට භාවිතා කරන යෙදුමකි. සමාන්තර ඉවසීම නිර්වචනය කරනු ලබන්නේ මනින ලද මූලද්රව්යය සත්ය වශයෙන්ම පවතින දිශාව සහ දත්තයට සමාන්තරව පරමාදර්ශී දිශාව අතර ඇති කළ හැකි උපරිම විචලනය ලෙසිනි.
උදාහරණය:ඔබ ඉවසීමේ අගයට පෙර Ph සංකේතය එකතු කළහොත්, ඉවසීමේ කලාපය මිලිමීටර් 0.03 ක විමර්ශන විෂ්කම්භයක් සහිත සිලින්ඩර මතුපිට තුළ පවතී.
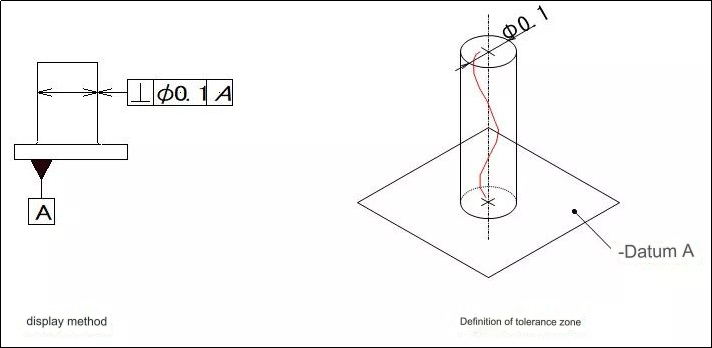
මූලද්රව්ය දෙකක් අතර ලම්බකතාව ලෙසද හැඳින්වෙන විකලාංගතා මට්ටම පෙන්නුම් කරන්නේ එම කොටසෙහි මනින ලද මූලද්රව්යය දත්තයට සාපේක්ෂව නිවැරදි 90deg පවත්වා ගෙන යන බවයි. සිරස් ඉවසීම යනු ලක්ෂණය ඇත්ත වශයෙන්ම මනිනු ලබන දිශාව සහ දත්තයට ලම්බකව අතර ඇති උපරිම විචලනයයි.
උදාහරණ 1:ඉවසීමේ කලාපය සිලින්ඩරාකාර මතුපිටට ලම්බක වන අතර PH ලකුණ ඊට පෙර දිස්වන්නේ නම් 0.1mm දත්ත වේ.
උදාහරණ 2:ඉවසීමේ කලාපය සමාන්තර තල දෙකක් අතර, 0.08mm දුරින් සහ දත්ත රේඛාව ලම්බකව තිබිය යුතුය.
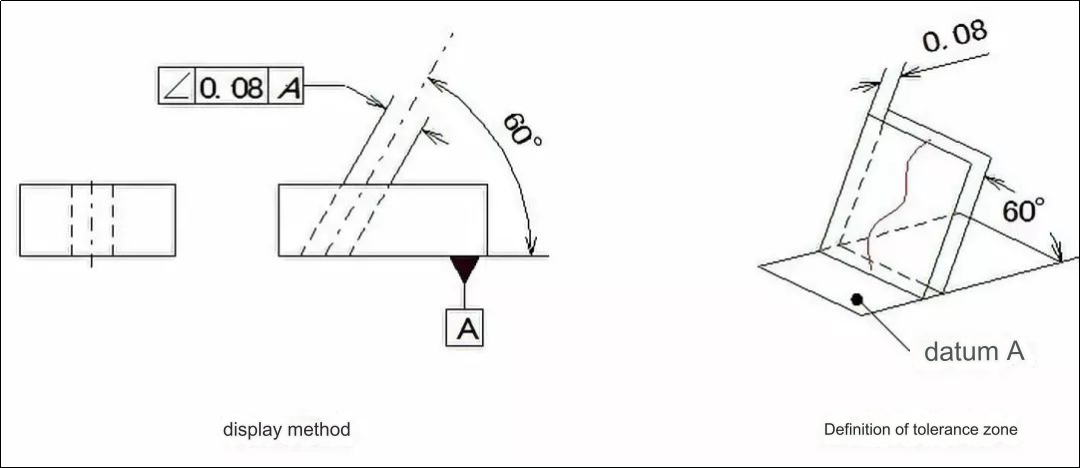
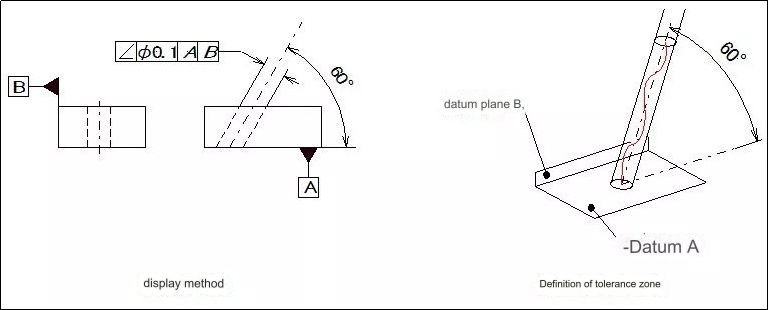
9. නැඹුරුව
ආනතිය යනු මූලද්රව්ය දෙකක් ඒවායේ සාපේක්ෂ දිශානතියේ යම් කෝණයක් පවත්වා ගත යුතු කොන්දේසියයි. බෑවුම් ඉවසීම යනු දත්තයට සාපේක්ෂව ඕනෑම කෝණයකින් මැනිය යුතු ලක්ෂණයේ දිශානතිය සහ පරිපූර්ණ දිශානතිය අතර ඉඩ දිය හැකි විචලන ප්රමාණයයි.
උදාහරණ 1:මනින ලද තලයේ ඉවසීමේ කලාපය යනු 0.08mm ක ඉවසීමක් ඇති සමාන්තර තල දෙක අතර ප්රදේශය වන අතර දත්ත තලයට න්යායාත්මකව 60deg කෝණයක් ඇත.
උදාහරණ 2:ඔබ ඉවසීමේ අගයට Ph සංකේතය එකතු කරන්නේ නම්, ඉවසීමේ කලාපය මිලිමීටර් 0.1 ක විෂ්කම්භයක් සහිත සිලින්ඩරයක් තුළ තිබිය යුතුය. ඉවසීමේ කලාපය A තලයට සමාන්තර විය යුතුය දත්ත B ට ලම්බකව සහ දත්ත A සිට 60deg කෝණයකින්.
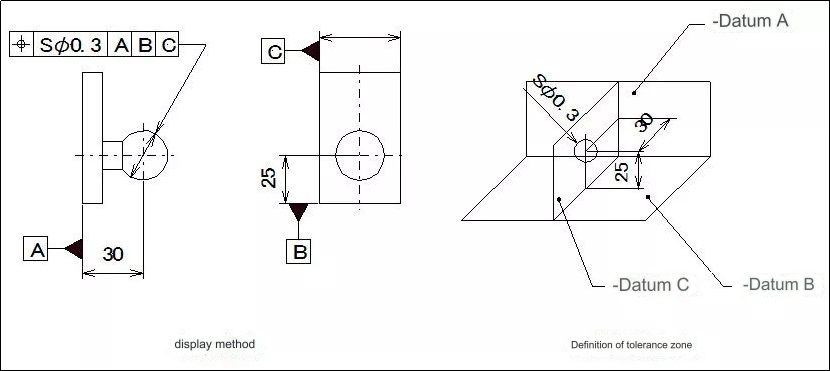
10. ස්ථානය
පිහිටීම යනු ඒවායේ පරමාදර්ශී ස්ථානයට සාපේක්ෂව ලක්ෂ්ය, පෘෂ්ඨයන්, රේඛා සහ අනෙකුත් මූලද්රව්යවල නිරවද්යතාවයි. ස්ථානීය ඉවසීම යනු පරමාදර්ශී ස්ථානයට සාපේක්ෂව සැබෑ ස්ථානයේ ඉඩ දිය හැකි උපරිම විචලනය ලෙස අර්ථ දැක්වේ.
උදාහරණයක් ලෙස, ඉවසීමේ ප්රදේශයට SPh ලකුණ එකතු කළ විට, ඉවසීම යනු 0.3mm විෂ්කම්භයක් ඇති පන්දුවේ අභ්යන්තරයයි. A, B සහ C දත්ත වලට සාපේක්ෂව පන්දුවේ ඉවසීමේ කලාපයේ කේන්ද්රය න්යායේ නිවැරදි ප්රමාණය වේ.
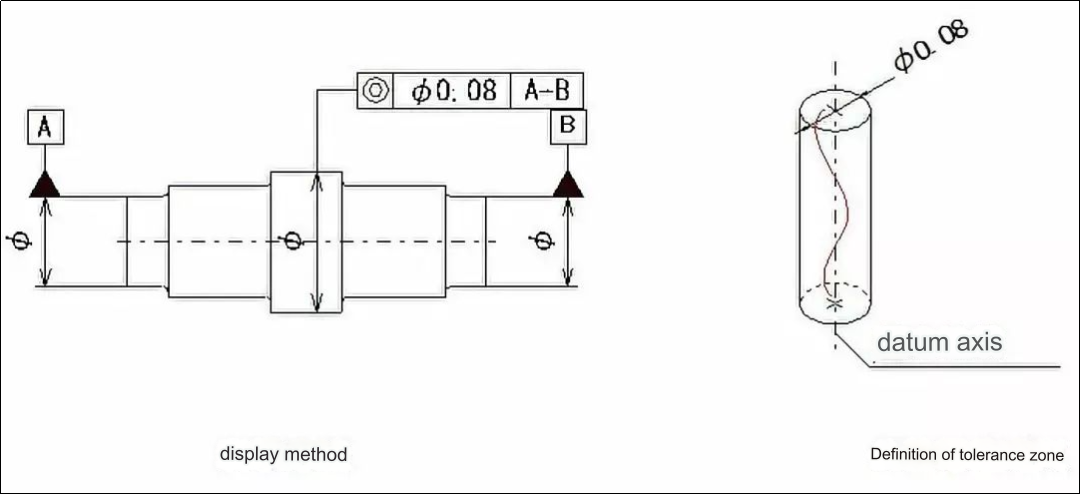
11. සමෝධානිකත්වය (සංකේන්ද්රිකතාවය).
Coaxiality යනු කොටසේ මනින ලද අක්ෂය යොමු අක්ෂයට සාපේක්ෂව එකම සරල රේඛාවක පවතින බව විස්තර කිරීමට භාවිතා කරන යෙදුමයි. Coaxiality සඳහා ඉවසීම යනු සැබෑ අක්ෂය සහ සමුද්දේශ අක්ෂය අතර සිදු කළ හැකි විචලනයයි.
උදාහරණ වශයෙන්:ඉවසීමේ කලාපය, ඉවසීමේ අගය සමඟ සලකුණු කළ විට, විෂ්කම්භය 0.08mm සිලින්ඩර දෙකක් අතර අවකාශය වේ. වෘත්තාකාර ඉවසීමේ කලාපයේ අක්ෂය දත්ත සමඟ සමපාත වේ.
12. සමමිතිය
සමමිතික ඉවසීම යනු පරිපූර්ණ සමමිතික තලයෙන් සමමිතික මධ්ය තලයේ (හෝ මධ්ය රේඛාව, අක්ෂය) උපරිම අපගමනය වේ. සමමිතිය ඉවසීම නියම ලක්ෂණයේ සමමිතික මධ්ය තලයේ හෝ මධ්ය රේඛාවේ (අක්ෂය) උපරිම තලයෙන් උපරිම අපගමනය ලෙස අර්ථ දැක්වේ.
උදාහරණය:ඉවසීමේ කලාපය යනු එකිනෙකින් මිලිමීටර් 0.08 ක සමාන්තර රේඛා හෝ තල දෙකක් අතර අවකාශය වන අතර එය දත්ත තලය හෝ මධ්ය රේඛාව සමඟ සමමිතිකව සමපාත වේ.
13. Circle Beat
චක්රලේඛය ධාවනය යන යෙදුමෙන් අදහස් කරන්නේ සීමා කරන ලද මිනුම් තලයක් තුළ දත්ත තලයට සාපේක්ෂව සංරචකයේ විප්ලවයේ මතුපිට ස්ථාවරව පැවතීමයි. මැනිය යුතු මූලද්රව්යය කිසිදු අක්ෂීය චලනයකින් තොරව යොමු අක්ෂය වටා සම්පූර්ණ භ්රමණයක් සම්පූර්ණ කරන විට, චක්රලේඛය ධාවනය සඳහා උපරිම ඉවසීම සීමා කළ මිනුම් පරාසයක ඉඩ දෙනු ලැබේ.
උදාහරණ 1:ඉවසීමේ කලාපය ලෙස අර්ථ දැක්වෙන්නේ 0.1mm අරයේ වෙනසක් ඇති කේන්ද්රීය කවයන් සහ එකම දත්ත තලයක පිහිටා ඇති ඒවායේ මධ්යස්ථාන අතර ප්රදේශයයි.
14. සම්පූර්ණ බීට්
සම්පූර්ණ ධාවනය යනු සමුද්දේශ අක්ෂය වටා අඛණ්ඩව භ්රමණය වන විට මනින ලද කොටසේ මතුපිට ඇති සම්පූර්ණ ධාවන ප්රමාණයයි. මූලද්රව්යය දත්ත අක්ෂය වටා අඛණ්ඩව භ්රමණය වන විට මනින විට සම්පූර්ණ ධාවන ඉවසීම උපරිම ධාවනය වේ.
උදාහරණ 1:ඉවසීමේ කලාපය ලෙස අර්ථ දැක්වෙන්නේ 0.1mm අරය වෙනසක් ඇති සහ දත්ත වලට සමක්ෂය වන සිලින්ඩරාකාර පෘෂ්ඨ දෙක අතර ප්රදේශයයි.
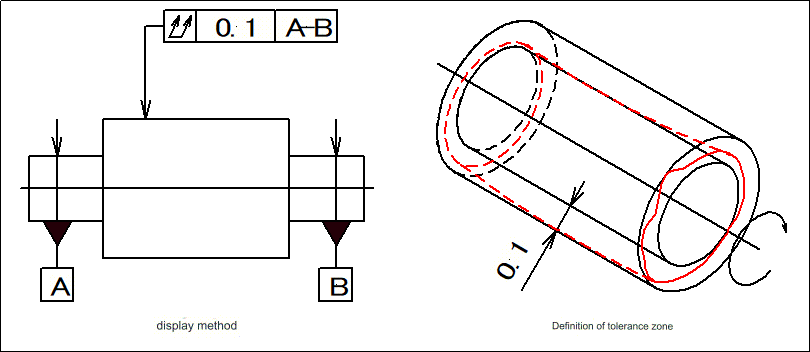
උදාහරණ 2:ඉවසීමේ කලාපය යනු දත්ත සමඟ ලම්බකව මිලිමීටර් 0.1 ක අරයේ වෙනසක් ඇති සමාන්තර තල අතර ප්රදේශය ලෙස අර්ථ දැක්වේ.
CNC යන්ත්රගත කොටස් මත ඩිජිටල් ඉවසීම ඇති කරන බලපෑම කුමක්ද?
නිරවද්යතාව:
ඩිජිටල් ඉවසීම මඟින් යන්ත්රෝපකරණ සංරචකවල මානයන් නිශ්චිත සීමාවන් තුළ ඇති බව සහතික කරයි. එය නිවැරදිව එකට ගැළපෙන කොටස් නිෂ්පාදනය කිරීමට සහ අපේක්ෂිත පරිදි ක්රියා කිරීමට ඉඩ සලසයි.
අනුකූලතාව:
සංඛ්යාංක ඉවසීම ප්රමාණය සහ හැඩයේ විචලනයන් පාලනය කිරීම මගින් බහු කොටස් අතර අනුකූලතාවයට ඉඩ සලසයි. හුවමාරු කළ හැකි කොටස් සඳහා මෙය විශේෂයෙන් වැදගත් වේ, නැතහොත් ඒකාකාරිත්වය අවශ්ය වන එකලස් කිරීම වැනි ක්රියාවලීන්හි භාවිතා වේ.
සවි කිරීම සහ එකලස් කිරීම
කොටස් නිවැරදිව හා බාධාවකින් තොරව එකලස් කළ හැකි බව සහතික කිරීම සඳහා ඩිජිටල් ඉවසීම භාවිතා කරයි. එය බාධා කිරීම්, අධික නිෂ්කාශන, නොගැලපීම සහ කොටස් අතර බැඳීම වැනි ගැටළු වළක්වයි.
කාර්ය සාධනය:
ඩිජිටල් ඉවසීම නිරවද්ය වන අතර කාර්ය සාධන ප්රමිතීන්ට අනුකූල වන කොටස් නිෂ්පාදනය කිරීමට ඉඩ සලසයි. දැඩි ඉවසීම වැදගත් වන අභ්යවකාශ සහ මෝටර් රථ වැනි කර්මාන්තවල ඩිජිටල් ඉවසීම ඉතා වැදගත් වේ. කොටස් ක්රියාකාරීව ප්රශස්ත වන අතර දැඩි තත්ත්ව ප්රමිතීන් සපුරාලන බව සහතික කරයි.
පිරිවැය ප්රශස්තකරණය
නිරවද්යතාව, පිරිවැය සහ කාර්ය සාධනය අතර නිවැරදි සමතුලිතතාවය සොයා ගැනීම සඳහා ඩිජිටල් ඉවසීම වැදගත් වේ. ඉවසීම ප්රවේශමෙන් නිර්වචනය කිරීමෙන්, නිෂ්පාදකයින්ට අධික නිරවද්යතාවයෙන් වැළකී සිටිය හැකි අතර, ක්රියාකාරීත්වය සහ කාර්ය සාධනය පවත්වා ගනිමින් පිරිවැය වැඩි කළ හැකිය.
තත්ත්ව පාලනය:
ඩිජිටල් ඉවසීම මැනීමේදී සහ පරීක්ෂා කිරීමේදී පැහැදිලි වන පිරිවිතර සැපයීම මගින් දැඩි තත්ත්ව පාලනයක් සඳහා ඉඩ සලසයි.යන්තගත සංරචක. එය ඉවසීමෙන් බැහැරවීම් කල්තියා හඳුනා ගැනීමට ඉඩ සලසයි. මෙය ස්ථාවර ගුණාත්මක භාවය සහ කාලෝචිත නිවැරදි කිරීම් සහතික කරයි.
නිර්මාණ නම්යශීලිත්වය
නිර්මාණකරණයේදී නිර්මාණකරුවන්ට නම්යශීලී බවක් තිබෙනවායන්තගත කොටස්ඩිජිටල් ඉවසීම සමඟ. අවශ්ය ක්රියාකාරීත්වය සහ කාර්ය සාධනය සහතික කරන අතරම, පිළිගත හැකි සීමාවන් සහ වෙනස්කම් තීරණය කිරීම සඳහා නිර්මාණකරුවන්ට ඉවසීම් නියම කළ හැක.
Anebon හට පහසුවෙන් උසස් තත්ත්වයේ විසඳුම්, තරඟකාරී වටිනාකමක් සහ හොඳම සේවාදායක සමාගමක් සැපයිය හැකිය. Anebon හි ගමනාන්තය වන්නේ “ඔබ අමාරුවෙන් මෙහි පැමිණ ඇති අතර අපි ඔබට සිනහවක් ලබා දෙනවා” හොඳ තොග වෙළෙන්දන්ගේ නිරවද්ය කොටස CNC යන්ත්රකරණය දෘඪ ක්රෝම් ප්ලේටින් ආම්පන්න, අන්යෝන්ය වාසි පිළිබඳ කුඩා ව්යාපාර මූලධර්මයට අනුගත වෙමින්, දැන් ඇනෙබොන් අප අතර හොඳ නමක් දිනා ඇත. අපගේ හොඳම සමාගම්, ගුණාත්මක භාණ්ඩ සහ තරඟකාරී මිල පරාසයන් නිසා ගැනුම්කරුවන්. Anebon පොදු ප්රතිඵල සඳහා අප සමඟ සහයෝගයෙන් කටයුතු කිරීමට ඔබගේ නිවසේ සහ විදේශයන්හි සිටින ගැනුම්කරුවන් සාදරයෙන් පිළිගනිමු.
හොඳ තොග වෙළෙන්දෝ චීනය යන්ත්රෝපකරණ මල නොබැඳෙන වානේ, නිරවද්ය 5 අක්ෂ යන්ත්රෝපකරණ කොටස සහcnc ඇඹරීමසේවා. Anebon හි ප්රධාන අරමුණු වන්නේ ලොව පුරා සිටින අපගේ ගනුදෙනුකරුවන්ට හොඳ තත්ත්වයේ, තරඟකාරී මිලක්, තෘප්තිමත් බෙදාහැරීමක් සහ විශිෂ්ට සේවාවන් සැපයීමයි. පාරිභෝගික තෘප්තිය අපගේ ප්රධාන අරමුණයි. අපගේ ප්රදර්ශනාගාරයට සහ කාර්යාලයට පැමිණෙන ලෙස අපි ඔබව සාදරයෙන් පිළිගනිමු. ඇනෙබොන් ඔබ සමඟ ව්යාපාරික සබඳතාවක් ඇති කර ගැනීමට බලා සිටී.
ඔබට වැඩි විස්තර දැන ගැනීමට අවශ්ය නම්, කරුණාකර සම්බන්ධ වන්නinfo@anebon.com
පසු කාලය: නොවැම්බර්-17-2023