
යාන්ත්ර විද්යාව යනු දැඩි හා ප්රායෝගික විෂයයකි
චිත්ර සම්බන්ධයෙන් ගත් කල, ඔබට වැරදියට යා නොහැක.
එක තැනක වරදක් ඇත්නම්, සැබෑ යෙදුම සම්පූර්ණයෙන්ම වැරදියි.
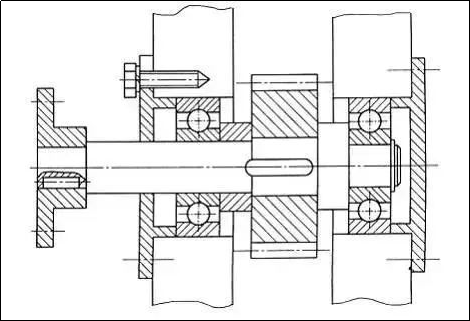
ඔබව පරීක්ෂා කරන්න
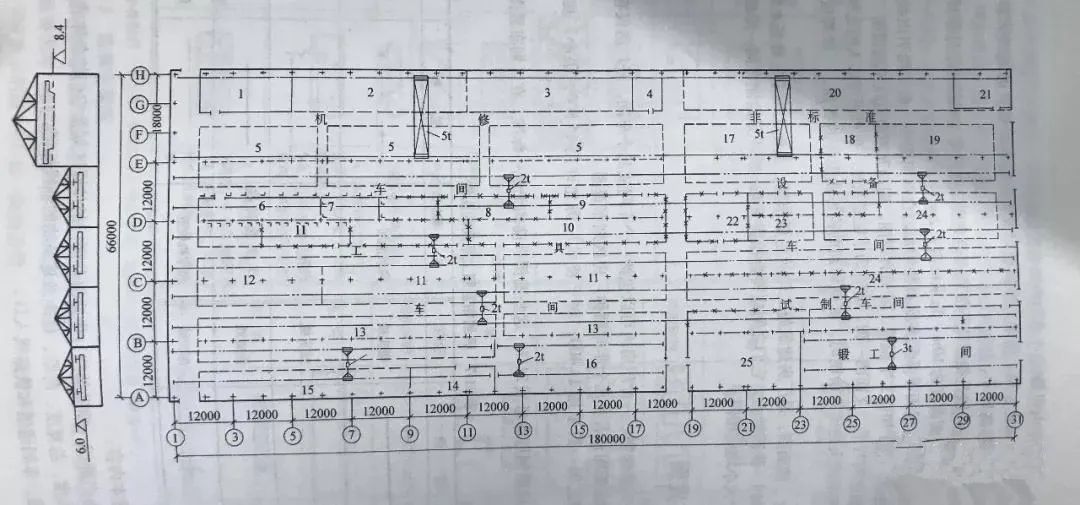
මෙම රූප සටහනේ ඇති දෝෂය ඔබට පෙනෙනවාද?
යාන්ත්රික ඇඳීම් වර්ග
යාන්ත්රික ඇඳීම් වර්ග කිහිපයක් තිබේ: ක්රමානුරූප රූප සටහන් සහ කොටස් ඇඳීම්. BOM ලැයිස්තු. ඔබ ඇඳීමේ වර්ගය දැනගත් පසු, එය නියෝජනය කරන්නේ කුමක්ද සහ එයින් අදහස් කරන්නේ කුමක්ද යන්න තීරණය කළ හැකිය. කොපමණ ප්රකාශනයක් තිබේද?
යාන්ත්රික ඇඳීම් කියවන්නේ කෙසේද?
එය කුමන ආකාරයේ ඇඳීමක්ද යන්න පැහැදිලි කරන්න: එකලස් කිරීමේ ඇඳීමක් හෝ ක්රමානුරූප රූප සටහනක්. එය කොටස් ඇඳීම හෝ BOM ලැයිස්තුවක් ද විය හැකිය. විවිධ වර්ගයේ ඇඳීම් විවිධ තොරතුරු ඇති අතර, ඒවායේ අවධාරණය වෙනස් වේ.
චිත්ර එක සමාන වුවත්, සෑම දෙනාම එකම ජාතික චිත්ර ප්රමිතීන් අනුගමනය කරයි. මහජනයාට නැරඹීම සඳහා චිත්රයක් නිර්මාණය කර ඇත. එය ඉතා සංකීර්ණ නම්, බොහෝ ස්ථාන තිබේ නම්, හෝ වෙනත් පුද්ගලයින්ට එය තේරුම් ගත නොහැකි නම් එහි තේරුම නැති වී යයි. වස්තුවේ නම, අංකය, ප්රමාණය, ද්රව්ය (අදාළ නම්), සමානුපාතය, ඒකකය සහ වෙනත් අදාළ තොරතුරු බැලීමට පහළ දකුණු කෙළවරේ ඇති මාතෘකා තීරුව දෙස බලන්න.
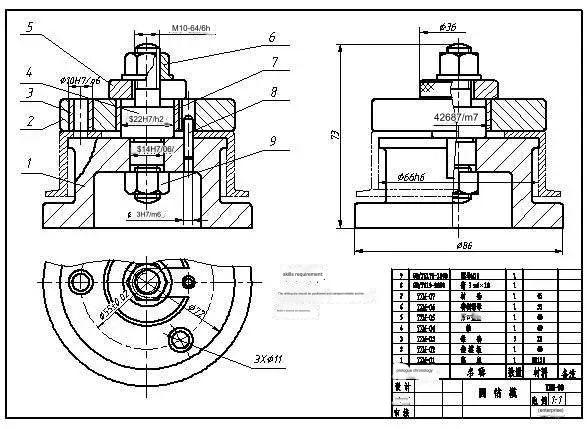
ඇඳීමේ උදාහරණය
දර්ශන දිශාව තීරණය කරන්න. සම්මත ඇඳීම් සාමාන්යයෙන් අවම වශයෙන් එකක්වත් ඇත. දර්ශනයක් පිළිබඳ අදහස ව්යුත්පන්න වී ඇත්තේ ජ්යාමිතිය ඇඳීමේ ප්රක්ෂේපණයෙනි. චිත්ර තේරුම් ගැනීමට මෙම දෘෂ්ටි තුනේ සංකල්පය තේරුම් ගත යුතුය.
වස්තුවේ හැඩය ප්රක්ෂේපණ මූලධර්මය භාවිතයෙන් ප්රකාශ කළ හැකි අතර එය චතුරස්රයේ ඕනෑම තැනක තැබිය හැකිය. සාමාන්යයෙන්, ප්රක්ෂේපණය ලබා ගැනීම සඳහා වස්තුව පළමු හතරැස් හතරේ තැබිය යුතුය. මෙම ක්රමය පළමු-කෝණ ප්රක්ෂේපණ ක්රමය ලෙස හැඳින්වේ. දෙවන, තුන්වන සහ හතරවන කෝණ ප්රක්ෂේපණ ක්රම ද හැකි ය.
යුරෝපයේ (එක්සත් රාජධානිය සහ ජර්මනිය වැනි) මෙම ක්රමය බහුලව භාවිතා වේ. තුන්වන කෝණ ක්රමය එක්සත් ජනපදය, ජපානය සහ අනෙකුත් රටවල් විසින් භාවිතා කරනු ලැබේ.
දර්ශනයේ ප්රධාන කරුණ මෙයයි. එය අවකාශීය පරිකල්පනය සහ සමුච්චය කිරීම අවශ්ය වේ. විහිළුව පවසන්නේ නිෂ්පාදනයම යථා තත්ත්වයට පත් කළ නොහැකි නම්, "ළිඳක් හාරා චිමිනියක් තැනීම" අපහසුතාවයට පත්වන බවයි. හැඩය.
ඉක්මනින් බැලීමෙන් ඔබට විශාලත්වය පිළිබඳ අදහසක් ලබා ගත හැකිය. ඔබ නිෂ්පාදකයෙකු නම් ඔබ එය භාවිතා කරන විට එය පරීක්ෂා කිරීමට අවශ්ය වනු ඇත.
ඔබ චිත්ර කියවා ඇත්නම් දැන් ඔබ ගිහියෙකු ලෙස සැලකිය හැකිය. ඔබට විස්තර ලබා ගැනීමට අවශ්ය නැතිනම් ඔබට මෙම අවස්ථාවේදී නැවැත්විය හැකිය. යාන්ත්රික ඇඳීම් තොරතුරු ඊට වඩා වැඩි ය.
යාන්ත්රික ඇඳීම්
යාන්ත්රික ඇඳීම් (මෙම ඇඳීම් නිෂ්පාදන සඳහා සම්මත සැකසුම් ඇඳීම් වේ) නිෂ්පාදනයේ ව්යුහය, ද්රව්ය, නිරවද්යතාව සහ මානයන් පෙන්වයි. සංරචකයක්, යන්ත්රයක් හෝ කොටසක් සඳහා සියලුම සැලසුම් දත්ත.
කර්මාන්තයට පිවිසීමට පෙර මම ද්රව්ය සහ ව්යුහාත්මක සංරචක දැක තිබුණද, චිත්රවල තවමත් විශාල තොරතුරු අඩංගු වේ. යාන්ත්රික නිර්මාණ අත්පොත පිටු දහස් ගණනක් දිගු වේ, මන්ද සියලුම යාන්ත්රික තොරතුරු පාහේ චිත්රවල අඩංගු වේ. සෑම මානයකටම සහ ප්රකාශනයකටම වැදගත් මට්ටමක් ලබා දී ඇති අතර, ඒ සියල්ල මූලික දැනුම විශාල ප්රමාණයක් නියෝජනය කරයි. ඔබට තේරුම් ගත හැකි තොරතුරු ප්රමාණය ඔබගේ පුද්ගලික සමුච්චය මත රඳා පවතී.
නිෂ්පාදන ඇඳීම්වල නිරවද්යතාව
සිලින්ඩරයක විෂ්කම්භය වැනි යාන්ත්රික මානයන් මිනුමක් පමණක් නොවේ. ප්රමාණය හෝ ඉවසීම (+-0.XX) සලකුණු කළත් කමක් නැත. යාන්ත්රික (මාන නිරවද්යතාව) යනු මෙයයි. එය සැමවිටම තිබීම හොඳ අදහසකි.
නිපදවන යාන්ත්රික කොටස් විශාල ප්රමාණයක් නිසා, ප්රමාණ පරාසයක් තුළ පාලනය කිරීම වැදගත් වේ. සංරචකවල ජ්යාමිතික ඉවසීම් ද ඇත, ඒවා සලකුණු කළත් නැතත් පවතී. ජාතික ප්රමිතීන් විසින් සලකුණු නොකළ නිරවද්යතාවය (ඉවසීම) නියම කරන අතර සමහර ඇඳීම් අවශ්යතා යාන්ත්රික කොටස් සඳහා නිරවද්යතාවය අත්යවශ්ය බව ප්රකාශ කරයි. මේ සඳහා නිශ්චිත සමුච්චයක් අවශ්ය වේ. ඔබට පවතින තත්ත්වය මඟහැර UG CNC ක්රමලේඛනය ඉගෙන ගැනීමට අවශ්ය නම් QQ1624392196 එක් කරන්න.
චිත්ර මඟින් නිෂ්පාදනයේ ක්රියාවලිය පෙන්නුම් කරයි
ක්රියාවලිය යනු මෙය නිෂ්පාදනය කරන ආකාරය හෝ එකලස් කරන ආකාරයයියන්ත්රෝපකරණ කොටස. යාන්ත්රික ඇඳීම් නිෂ්පාදන ක්රියාවලිය පිළිබඳ තොරතුරු කෙලින්ම ප්රකාශ නොකළ හැකි නමුත් ඒවා තවමත් මූලික ක්රියාවලිය අඩංගු වේ. කොටසක් සැකසීමට නොහැකි නම්, එය සැලසුම් කිරීමෙන් පලක් නැත. කොටස සකසන ආකාරය ගැන නිර්මාණකරු සිතුවා විය යුතු අතර, මෙය චිත්රවල පිළිබිඹු වේ.
චිත්රයේ පෙන්වා ඇති පරිදි නිෂ්පාදනයේ මතුපිට රළුබව
පෘෂ්ඨයේ රළුබව එහි භාවිතය තීරණය කරන අතර සැකසුම් අවශ්යතා සීමා කරයි. විවිධ සැකසුම් ක්රම විවිධ රළු බව ලබා ගත හැක; උදාහරණයක් ලෙස, මූලද්රව්යයක ප්රමාණය සහ ස්ථාන ඉවසීම හෝ එහි හැඩය.
නිෂ්පාදන තාප පිරියම් කිරීම
පිරිසැකසුම් කිරීම සිදු කිරීමට සහ කාර්ය සාධනය පරිශීලක අවශ්යතා සපුරාලන බව සහතික කිරීමට තාප පිරියම් කිරීම අවශ්ය වේ. තාප පිරියම් කිරීම ද තෝරාගත් ද්රව්ය හා සැකසුම් තාක්ෂණයට සම්බන්ධ වේ.
නිෂ්පාදන මතුපිට ප්රතිකාර
මතුපිට ප්රතිකාර සාමාන්යයෙන් තාක්ෂණික අවශ්යතා තුළ සඳහන් වේ. එය ද්රව්යයට ද යම් සම්බන්ධයක් ඇත.
42 මූලික යාන්ත්රික ඇඳීමේ කුසලතා
1. කඩදාසි ආකෘති ප්රමාණය අනුව වර්ග පහකට වර්ග කළ හැක. ඇඳීම් ආකෘති කේත A0,A1, A2,A3, සහ A4 ඇතුළත් වේ. මාතෘකා තීරුවක් රාමුවේ පහළ-දකුණු කෙළවරේ දිස්විය යුතුය. මාතෘකා තීරුවේ පෙළ රූපය නරඹන දිශාවට සමපාත විය යුතුය.
2. ප්රස්ථාර රේඛා වර්ග අටක් ඇත: ඝන ඝන රේඛාව (ඝන ඝන රේඛාව), තුනී ඝන රේඛාව (තුනී ඝන රේඛාව), රැලි සහිත රේඛාව (ද්විත්ව පොලිලයින්), ඉරි ඇති රේඛාව (තුනී තිත්-ඉරි), ඝන තිත් කඩය, සහ ද්විත්ව- ඉරි.
3. මැෂින් කොටස්වල පෙනෙන සමෝච්ඡයන් ඝන ඝන රේඛා ඇත. කෙසේ වෙතත්, නොපෙනෙන සමෝච්ඡයන් තිත් රේඛා භාවිතයෙන් අඳිනු ලැබේ. මාන රේඛා සහ මාන රේඛා ද ඝන රේඛා භාවිතා කරයි. සහ සමමිතික කේන්ද්රය සහ අක්ෂය තුනී තිත් වලින් ඇද ඇත. . ඝන ඝන, ඉරි සහ තුනී රේඛා වල ඝණකම තුනී ඝන ඝනකමේ ඝනකම ආසන්න වශයෙන් 1/3 කි.
4. රූපයේ ප්රමාණය සහ ග්රැෆික් ප්රමාණය අතර අනුපාතය සමානුපාතය ලෙස හැඳින්වේ.
5. 1:2 අනුපාතයක් යනු භෞතික ප්රමාණය ග්රැෆික් ප්රමාණය මෙන් දෙගුණයක් වන විටය. මෙය අඩු කිරීමක් ලෙස හැඳින්වේ.
6. අනුපාතය 2:1 යනු ප්රමාණයේ විශාල වීමකි.
7. ඔබ සැම විටම මුලින්ම ඇද ගන්නා ලද අගයේ අනුපාතය භාවිතා කර ඇඳීමට උත්සාහ කළ යුතුය. අවශ්ය නම්, ඔබට විශාල කිරීමේ / අඩු කිරීමේ අනුපාතයක් භාවිතා කළ හැකිය. උදාහරණයක් ලෙස, 1:2 අනුපාතය අඩු කිරීමක් වන අතර 2:1 අනුපාතය විශාල වීමකි. ඔබ කුමන පරිමාණය භාවිතා කළත් යන්ත්ර කොටස්වල සැබෑ මානයන් චිත්රයේ සඳහන් කළ යුතුය.
8. චීන අක්ෂර, ඉලක්කම් සහ අකුරු පැහැදිලි පහරවල් සහ ඒකාකාර පරතරයක් ඇති පිළිවෙලට අකුරු වලින් ලිවිය යුතුය. චීන අක්ෂර දිගු ගීත ශෛලිය භාවිතයෙන් ලිවිය යුතුය.
9. Dimensioning යනු කොටස් තුනකින් සමන්විත වේ: මාන රේඛා, මාන සීමාවන් සහ මාන අංක.
10. මානය කිරීමේදී R යනු රවුම් අරය වේ; f යනු රවුම් විෂ්කම්භය; සහ Sf යනු බෝල විෂ්කම්භය වේ.
11. චිත්රයේ දැක්වෙන මානයන් කොටසෙහි මානයන් වලට අනුරූප වේ. මිනුම් මිලිමීටර වලින් නම්, කේතයක් හෝ නමක් අවශ්ය නොවේ.
12. සම්මත තිරස් මානය ආරම්භයේ අංකයේ දිශාව ඉහළට විය යුතුය; සිරස් මානයන් සඳහා, එය ඉතිරි විය යුතුය. කෝණ ප්රමාණය සෑම විටම තිරස් අතට ලියා ඇත. ඇඳීම් රේඛාවක් අංකයක් හරහා ගිය විට, එය බිඳ දැමිය යුතුය.
13. බෑවුම යනු සංකේතයක් මගින් නිරූපණය කළ හැකි ආනත සහ තිරස් රේඛා අතර ආනතියේ කෝණයයි. සලකුණු කිරීමේදී සංකේතයේ නැඹුරුව බෑවුමේ ආනතියට අනුරූප විය යුතුය. සලකුණු කරන ලද පටි දිශාවන් අනුකූල වේ.
14. ටේපර්හි බෑවුම “1″ සහ “1:5″ සංකේතයෙන් දැක්වේ.
15. ප්ලේන් ග්රැෆික්ස් හි රේඛා කොටස් වර්ග තුනකට වර්ග කළ හැක: දන්නා කොටස, අතරමැදි කොටස සහ සම්බන්ධක කොටස. රේඛා ඛණ්ඩ ඇඳීමේ අනුපිළිවෙල දැනගත යුතු රේඛා කොටස් පසුව අතරමැදි රේඛා කොටස් සහ පසුව සම්බන්ධක රේඛා කොටස් විය යුතුය.
16. ස්ථාවර දිගක් සහ ස්ථානගත කිරීමේ ප්රමාණය දන්නා රේඛා ඛණ්ඩයක් දන්නා ඛණ්ඩයක් ලෙස හැඳින්වේ. අතරමැදි රේඛා ඛණ්ඩයක් යනු ප්රමාණය ස්ථාවර නමුත් ස්ථානගත කිරීමේ ප්රමාණය අසම්පූර්ණ වූ කොටසකි.
17. වම් දර්ශනය දිස්වන ප්රක්ෂේපණ සැලැස්ම පැති ප්රක්ෂේපණය ලෙස හැඳින්වේ, එය පැත්ත ලෙසද හැඳින්වේ සහ W මගින් නිරූපණය කෙරේ.
18. ත්රි-දර්ශන ප්රක්ෂේපණය සඳහා වන රීතිය නම් ප්රධාන දර්ශනය, ඉහළ දසුන සහ වම් දර්ශනය එකම ප්රමාණයෙන් විය යුතුය.
19. කොටසක මානයන් විවිධ දිශාවන් තුනකින් මනිනු ලැබේ: උස, පළල සහ දිග. ඉහළ දර්ශනය සංරචකයේ පළල සහ දිග පමණක් පෙන්වන අතර ඉදිරිපස දර්ශනය දිග සහ උස පමණක් පෙන්වයි.
20. කොටසක දිශා හය නම්: වම්, දකුණ (ඉදිරිපස සහ පසුපස), ඉහළ, පහළ (වම) සහ ඉදිරියට. ප්රධාන දර්ශනයේ පරාවර්තනය කළ හැක්කේ වම්, දකුණ, ඉහළ සහ පහළ දිශාවන් පමණි. ඉහළ දර්ශනයේ පරාවර්තනය කළ හැක්කේ වම්, දකුණ, ඉදිරිපස සහ පසුපස දිශාවන් පමණි. වම් දිශානතිය: කොටසෙහි ඉදිරිපස, පසුපස, ඉහළ සහ පහළ දිශානතිය පමණක් වම් දර්ශනයෙන් පිළිබිඹු විය හැක.
21. මූලික දසුන් තුන වන්නේ ප්රධාන දර්ශනය, ඉහළ සහ වම් දසුන් ය.
22. මූලික දර්ශනයට අමතරව තවත් දසුන් තුනක් ඇත: දකුණු දසුන, පහළ දසුන සහ පසුපස දසුන.
23. හරස්කඩ දර්ශන කැපුම් ප්රදේශයේ විශාලත්වය අනුව විවිධ වර්ග තුනකට වර්ග කළ හැක: සම්පූර්ණ හරස්කඩ, අර්ධ හරස්කඩ සහ අර්ධ හරස්කඩ.
24. කොටස් ඇඳීම් විවිධ වර්ගයේ කැපීම් පහකට වර්ගීකරණය කළ හැකිය: සම්පූර්ණ කොටස, අර්ධ කොටස, අර්ධ කොටස (පියවර කොටස) සහ ඒකාබද්ධ කොටස.
25. කොටස් දර්ශන සඳහා ලේබල් කිරීමෙහි කොටස් තුනක් ඇතුළත් වේ: 1. කැපුම් තලයේ පිහිටීම (අංශ රේඛා) පෙන්නුම් කරන සංකේතය, කෙළවර දෙකෙහිම අකුරු ඇත. 2. ප්රක්ෂේපණයේ දිශාව පෙන්නුම් කරන ඊතලය. 3. "x —-x" වචන.
26. සියලුම හරස්කඩ ලේබල් නොසලකා හරින්න, ඔවුන් කපන තලය යන්ත්රයේ කොටසෙහි සමමිතිය හරහා කපා ඇති බව පෙන්නුම් කරයි.
27. කොටසක අභ්යන්තර හැඩය පෙන්වීමට කොටස් ඇඳීම් භාවිතා කළ හැක. කොටස් ඝන සහ හිස් කොටස් වලට බෙදී ඇත.
28. අහඹු සහ ඉවත් කරන ලද කොටස් අතර වෙනස වන්නේ අහඹු යන්නෙන් අදහස් වන්නේ දර්ශන දළ සටහන තුළ අඳින ලද කොටසක් වන අතර ඉවත් කරන ලද කොටස පිටතින් අඳින ලද කොටසකි.
29. චිත්රයේ ඇති ග්රැෆික්ස් වලට ප්රකාශ කළ හැක්කේ කොටසේ ව්යුහාත්මක හැඩය පමණි. චිත්රයේ සැබෑ ප්රමාණය තීරණය කිරීම සඳහා චිත්රයේ මානයන් භාවිතා කළ යුතුයcnc යන්ත්රෝපකරණ සංරචකය.
30. Dimensional පදනම යනු මානයන්ගෙන් සලකුණු කර ඇති සංඛ්යා සඳහා ලබා දෙන නමයි. යන්ත්ර කොටස්වල දිග, පළල සහ උස යන සෑම මානයකම අවම වශයෙන් එක් මාන පදනමක් ඇත.
31. මූලද්රව්ය පහක් නූල් සාදයි: නූල් පැතිකඩ, විෂ්කම්භය (පිච්), ඊයම් (නූල් ගණන) සහ භ්රමණය වන දිශාව.
32. ඉළ ඇට දෙකේම විෂ්කම්භය, තාරතාව සහ නූල් ගණන අනුකූල නම් පමණක් පිටත සහ අභ්යන්තර ඉළ ඇට එකිනෙකට ඉස්කුරුප්පු කළ හැකිය.
33. සම්මත නූල් යනු ජාතික ප්රමිතීන්ට ගැලපෙන පැතිකඩක් ඇති නමුත් විෂ්කම්භයක් හෝ තණතීරුවක් නොමැති නූල් ය. සම්මත නොවන නූල් යනු ජාතික සම්මතයට නොගැලපෙන පැතිකඩක් සහිත නූල් ය. ඔවුන්ගේ පැතිකඩ ජාතික ප්රමිතීන්ට අනුකූල වන විට නූල් නූල් වේ, නමුත් ඒවා විෂ්කම්භය සහ තාරතාව සඳහා ජාතික ප්රමිතිය සපුරාලන්නේ නැත. විශේෂ නූල්.
34. බාහිර නූල් ඇඳීම සඳහා නියම කර ඇති ක්රමය පහත පරිදි වේ: ප්රධාන ප්රමාණය ______ මගින් නිරූපණය කෙරේ, සුළු ප්රමාණය _d1_ සහ අවසන් කිරීම ඝන, ඝන රේඛාවකින් නිරූපණය කෙරේ.
35. හරස්කඩ දර්ශනයේ අභ්යන්තර නූල්වල ප්රධාන විෂ්කම්භය _D__________ ලෙස නිරූපණය කෙරේ. කුඩා විෂ්කම්භය _D1___ මගින් ද අවසන් රේඛාව ඝන, ඝන රේඛාවකින් ද දැක්වේ. ඝන ඝන රේඛා නොපෙනෙන නූල් සිදුරුවල ප්රධාන විෂ්කම්භය මෙන්ම ඒවායේ කුඩා විෂ්කම්භය සහ අවසන් රේඛාව නියෝජනය කිරීම සඳහා යොදා ගනී.
36. බෝල්ට් සම්බන්ධතා, ස්ටඩ් සම්බන්ධක සහ ඉස්කුරුප්පු සම්බන්ධක සියල්ලම පොදු නූල් සම්බන්ධතා වේ.
37. සාමාන්යයෙන් භාවිතා වන යතුරු අතර පැතලි යතුරු සහ අර්ධ වෘත්තාකාර, කොකු කුඤ්ඤ, ස්ප්ලයින් සහ කොකු කූඤ්ඤ යතුරු ඇතුළත් වේ.
38. ගියර් දිශානතියට අනුව, සිලින්ඩරාකාර ගියර් ස්පර් ගියර් (හෙලිකල් ගියර් ලෙසද හැඳින්වේ), හෙරින්ග්බෝන් ගියර් (හෙලිකල් ගියර් ලෙසද හැඳින්වේ) සහ හර්න්ජන් ගියර් ලෙස බෙදා ඇත.
39. ගියර් දත් කොටස ඇඳීම සඳහා නිර්දේශිත ක්රමය පහත පරිදි වේ: දතෙහි ඉහළ කවය ඝන, ඝන රේඛාවක් භාවිතයෙන් අඳිනු ලැබේ. දර්ශක කවය සියුම්, තිත් රේඛාවක් භාවිතා කරයි. කොටස් දර්ශනයේ මූල කවය ඝන, ඝන රේඛාවක් සහිතව පෙන්වා ඇත.
40. බොහෝ පෘෂ්ඨයන් මත රළුබව සමාන නම්, රළුබව කේතය ඉහළ-දකුණු කෙළවරේ තැබිය යුතුය, ඉන්පසු ඉතිරි වචන දෙක.
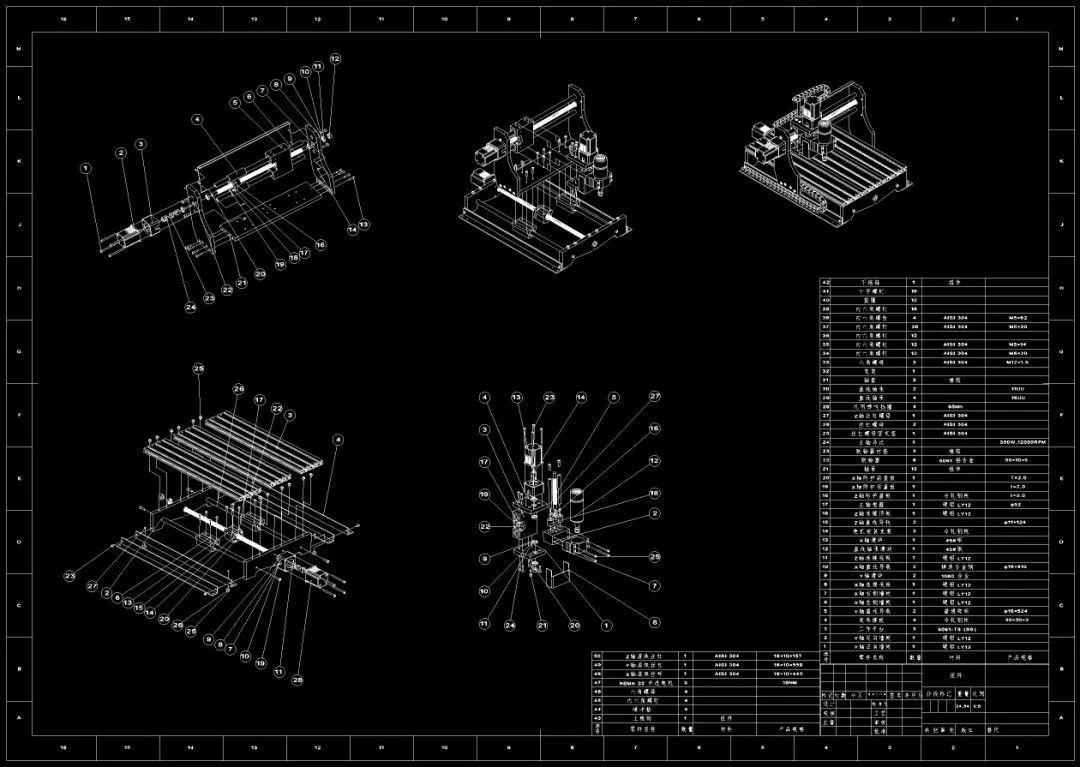
41. සම්පූර්ණ එකලස් කිරීමේ ඇඳීම කොටස් හතරකින් සමන්විත විය යුතුය: කට්ටල දර්ශන, අවශ්ය මාන 2, තාක්ෂණික අවශ්යතා 3 සහ කොටස් අංක සහ විස්තර සහිත තීරු 4.
42. එකලස් කිරීමේ ඇඳීමේ මානයන් 1 පිරිවිතර මානයන් 2 එකලස් මානයන් 3 ස්ථාපන මානයන් 4 සමස්ත මානයන් 5 වෙනත් මානයන් ඇතුළත් වේ.
OEM/ODM නිෂ්පාදක නිරවද්ය යකඩ මල නොබැඳෙන වානේ සඳහා Anebon විශිෂ්ට සහ දියුණුව, වෙළඳ භාණ්ඩ, දළ විකුණුම් සහ ප්රවර්ධනය සහ ක්රියාකාරිත්වය සඳහා විශිෂ්ට දෘඩතාවයක් සපයයි. නිෂ්පාදන ඒකකය ආරම්භ කළ දා සිට, ඇනෙබොන් දැන් නව භාණ්ඩවල ප්රගතිය සඳහා කැපවී සිටී. සමාජීය සහ ආර්ථික වේගය සමගින්, අපි "ඉහළ විශිෂ්ඨ, කාර්යක්ෂමතාව, නවෝත්පාදන, අඛණ්ඩතාව" යන ආත්මය ඉදිරියට ගෙන යන අතර, "මුලින්ම ණය, පාරිභෝගික 1 වන, හොඳ තත්ත්වයේ විශිෂ්ට" යන මෙහෙයුම් මූලධර්මය සමඟ රැඳී සිටින්නෙමු. Anebon අපගේ සහචරයින් සමඟ හිසකෙස් නිෂ්පාදනයේ විශිෂ්ට අනාගතයක් නිපදවනු ඇත.
OEM/ODM නිෂ්පාදක චයිනා වාත්තු කිරීම සහ වානේ වාත්තු කිරීම, සැලසුම් කිරීම, සැකසීම, මිලදී ගැනීම, පරීක්ෂා කිරීම, ගබඩා කිරීම, එකලස් කිරීමේ ක්රියාවලිය විද්යාත්මක හා ඵලදායි වාර්තාකරණ ක්රියාවලියක පවතින අතර, අපගේ සන්නාමයේ භාවිත මට්ටම සහ විශ්වසනීයත්වය ගැඹුරින් වැඩි කරයි, එමඟින් ඇනෙබොන් උසස් සැපයුම්කරු බවට පත් කරයි. වැනි ප්රධාන නිෂ්පාදන කාණ්ඩ හතරක්CNC යන්ත්රෝපකරණ, CNC ඇඹරුම් කොටස්,CNC හැරවීමසහ ලෝහ වාත්තු.
ඔබට වැඩි විස්තර දැන ගැනීමට සහ නිෂ්පාදන විමසීම් කිරීමට අවශ්ය නම්, කරුණාකර සම්බන්ධ වන්නinfo@anebon.com
පසු කාලය: දෙසැම්බර්-27-2023