
सामान्य धागो काट्ने विधिहरू

मिलिङ थ्रेड टर्निङ थ्रेड
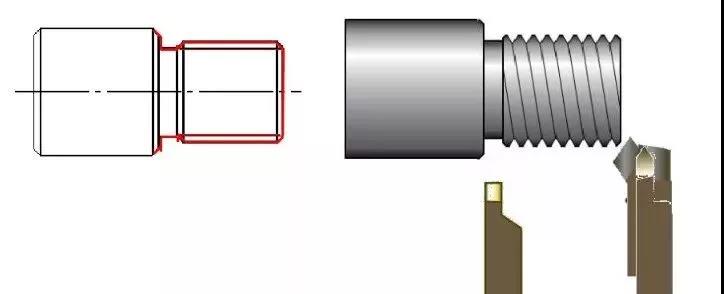
प्राविधिक प्रक्रिया
टर्निङ एन्ड फेस एक टर्निङ थ्रेड प्रमुख व्यास (d < नाममात्र व्यास) एक टर्निङ अन्डरकट (< थ्रेड माइनर व्यास) → च्याम्फरिङ → टर्निङ थ्रेड (मल्टी कटर टर्निङ)
स्थापना कौशल
workpiece को स्थापना
उचित clamping स्थिति चयन गर्नुहोस्।
त्यहाँ पर्याप्त clamping बल छ।


किस्ता माउन्ट गर्नुहोस्
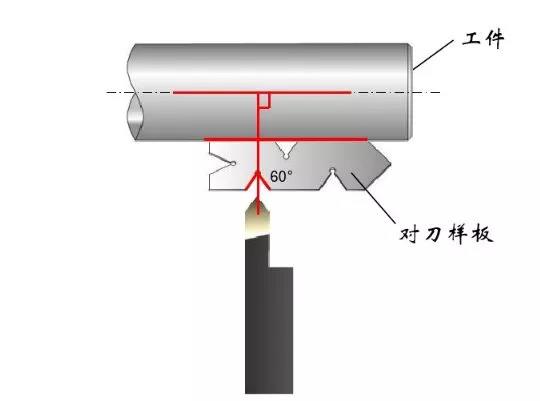
स्थापनाको मुख्य बिन्दुहरू: उपकरण टिप को कोण विभाजन रेखा workpiece को अक्ष सीधा छ।cnc घुमाउने भाग
मेसिन उपकरण समायोजन
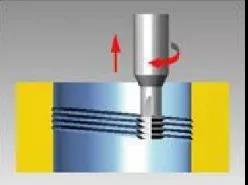
थ्रेड घुमाउनको लागि
स्पिन्डल गति समायोजन गर्नुहोस्
पिच समायोजन गर्दै

सूचना
1. "अनियमित बकसुआ" बेवास्ता गर्नुहोस्
[यदि पछिल्लो चक्कु पहिलेको चक्कुको घुमाउने विधिको थ्रेड ग्रूभमा खस्न असफल भयो भने, वर्कपीस स्क्र्याप गरिनेछ। ]
यदि स्क्रू पिच वर्कपीस पिचको अभिन्न मान होइन भने, यसलाई अगाडि र पछाडि घुमाएर घुमाउनुपर्छ।
workpiece र स्पिन्डल बीच सापेक्ष स्थिति परिवर्तन गर्न सकिँदैन।
यदि उपकरण परिवर्तन वा पीसिएको छ भने, उपकरण फेरि समायोजन गर्नुपर्छ।सीएनसी मशीनिंग भाग
2. "छूरा" रोक्नुहोस्
[मेसिनिङ भत्ताको वितरण अव्यावहारिक छ, वा एक मोडको भत्ता बढी व्यावहारिक छ, जसले धागोको दुई पक्षलाई नराम्रो र चिप्लो बनाउँछ। ]
Workpiece र उपकरण clamping
भत्ताको उचित विनियोजन र उचित फिड विधिको चयन
समयमा चक्कु फिर्ता लिनुहोस्।
एनेबोन मेटल प्रोडक्ट्स लिमिटेडले सीएनसी मेसिनिङ, डाइ कास्टिङ, शीट मेटल मेसिनिङ सेवाहरू प्रदान गर्न सक्छ, कृपया हामीलाई सम्पर्क गर्न नहिचकिचाउनुहोस्।
Tel: +86-769-89802722 Email: info@anebon.com Website : www.anebon.com
पोस्ट समय: जनवरी-02-2020