
Anebon द्वारा मेकानिकल ज्ञान को परिभाषा
मेकानिकल ज्ञान विभिन्न मेकानिक्स अवधारणाहरू, सिद्धान्तहरू र अभ्यासहरू बुझ्न र लागू गर्ने क्षमता हो। मेकानिकल ज्ञानले मेसिन, मेकानिजम र सामग्रीका साथै उपकरण र प्रक्रियाहरूको बुझाइ समावेश गर्दछ। यसमा बल र गति, ऊर्जा र गियर र पुलीहरूको प्रणाली जस्ता मेकानिकल सिद्धान्तहरूको ज्ञान समावेश छ। मेकानिकल इन्जिनियरिङ ज्ञानमा डिजाइन, मर्मतसम्भार र समस्या निवारण प्रविधिहरू, साथै मेकानिकल इन्जिनियरिङ सिद्धान्तहरू समावेश छन्। मेकानिकल प्रणालीसँग काम गर्ने धेरै पेशा र उद्योगहरूको लागि मेकानिकल ज्ञान महत्त्वपूर्ण छ। यसमा इन्जिनियरिङ, निर्माण र निर्माण समावेश छ।
1. मेकानिकल भागहरु को विफलता को मोडहरु के हो?
(१) कुल विच्छेद
(२) अत्यधिक स्थायी विकृति
(3) भाग सतह हानि
(4) नियमित सञ्चालन अवस्थाको अवरोधका कारण खराबी
थ्रेडेड जडानहरूको लागि एन्टि-अनस्क्रूइङको बारम्बार आवश्यकताको पछाडि तर्क के हो?
एन्टी-अनस्क्रूइङको मूल अवधारणा के हो?
ढिलो हुनबाट जोगिनका लागि उपलब्ध विभिन्न विधिहरू के के छन्?
प्रतिक्रिया:
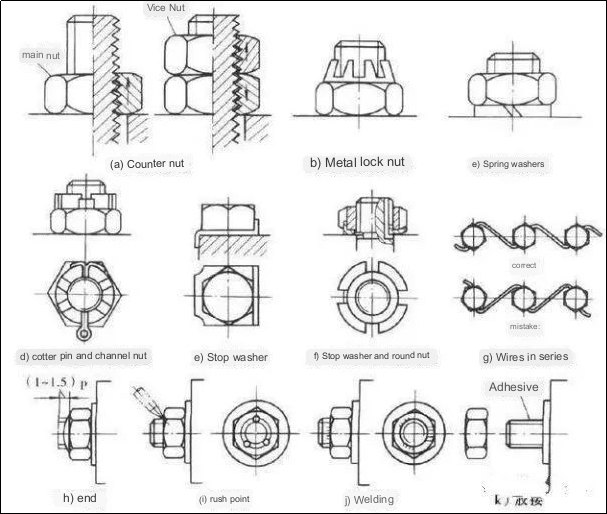
सामान्यतया, थ्रेडेड जडानले सेल्फ-लकिङको मापदण्ड पूरा गर्न सक्छ र सहज रूपमा ढीला हुँदैन। यद्यपि, कम्पनहरू, प्रभाव भारहरू, वा कठोर तापक्रम उतार-चढ़ावहरू समावेश हुने अवस्थामा, जोड्ने नट बिस्तारै ढिलो हुने सम्भावना हुन्छ। थ्रेड ढिलो हुनुको मुख्य कारण थ्रेड जोडीहरू बीचको सापेक्ष रोटेशनमा हुन्छ। फलस्वरूप, वास्तविक डिजाइनमा एन्टि-लूजिङ उपायहरू समावेश गर्न अनिवार्य छ।
सामान्यतया नियोजित विधिहरू समावेश छन्:
1. घर्षण-आधारित एन्टी-लूजिङ - ढिलो हुनबाट रोक्नको लागि थ्रेड जोडीहरू बीच घर्षण कायम राख्ने, जस्तै माथिल्लो छेउमा स्प्रिङ वाशर र डबल नटहरू प्रयोग गर्ने;
2. मेकानिकल एन्टी-लूजिङ — अवरोधक प्रयोग गर्दैमेसिन गरिएको घटकहरूएन्टि-लूजिङको ग्यारेन्टी गर्न, प्रायः स्लटेड नटहरू र कोटर पिनहरू प्रयोग गरी अरूहरू बीचमा;
3. थ्रेड जोडीहरूको अवरोध-आधारित एन्टि-लूजिङ — थ्रेड जोडीहरू बीचको सम्बन्धलाई परिमार्जन र परिवर्तन गर्दै, जस्तै प्रभाव-आधारित प्रविधिको प्रयोग मार्फत।
थ्रेडेड जडानहरूमा कसको उद्देश्य के हो?
Pलागू बल नियन्त्रण गर्न धेरै दृष्टिकोणहरू प्रदान गर्नुहोस्।
उत्तर:
थ्रेडेड जडानहरूमा कस्नु पछाडिको उद्देश्य बोल्टहरूलाई पूर्व-कसाउने बल उत्पन्न गर्न अनुमति दिनु हो। यो पूर्व-कसाउने प्रक्रियाले लोडिङ अवस्थाहरूमा अन्तरसम्बन्धित भागहरू बीच कुनै पनि अन्तर वा सापेक्ष आन्दोलन रोक्न जडानको निर्भरता र दृढता बढाउन प्रयास गर्दछ। कडा बल नियन्त्रण गर्न दुई प्रभावकारी प्रविधिहरू एक टोक़ रिंच वा एक स्थिर टोक़ रिंच प्रयोग गर्दै छन्। एक पटक आवश्यक टोकक पुगेपछि, यसलाई ठाउँमा लक गर्न सकिन्छ। वैकल्पिक रूपमा, बोल्टको विस्तारलाई पूर्व-कसाउने बललाई विनियमित गर्न मापन गर्न सकिन्छ।
इलास्टिक स्लाइडिङ बेल्ट ड्राइभमा स्किडिङबाट कसरी फरक हुन्छ?
वी-बेल्ट ड्राइभको डिजाइनमा, सानो चरखीको न्यूनतम व्यासमा किन सीमितता छ?
उत्तर:
लोचदार स्लाइडिंग बेल्ट ड्राइभको अन्तर्निहित विशेषतालाई प्रतिनिधित्व गर्दछ जुन बेवास्ता गर्न सकिँदैन। यो तब हुन्छ जब तनाव मा भिन्नता हुन्छ र बेल्ट सामाग्री आफै एक इलास्टोमर हो। अर्कोतर्फ, स्किडिङ एक प्रकारको असफलता हो जुन ओभरलोडिङको कारण उत्पन्न हुन्छ र यसलाई कुनै पनि हालतमा रोक्नु पर्छ।
विशेष गरी, सानो चरखीमा स्किडिङ हुन्छ। बढ्दो बाह्य भारले दुई पक्षहरू बीचको तनावमा ठूलो भिन्नता निम्त्याउँछ, जसको फलस्वरूप इलास्टिक स्लाइडिङ हुने क्षेत्रको विस्तार हुन्छ। लोचदार स्लाइडिङले मात्रात्मक परिवर्तनलाई जनाउँछ, जबकि स्किडिङले गुणात्मक परिवर्तनलाई जनाउँछ। फलस्वरूप, स्किडिङ रोक्नको लागि, सानो पुलीको न्यूनतम व्यासमा सीमितता छ, किनकि सानो चरखी व्यासले सानो र्याप कोणहरू र कम सम्पर्क क्षेत्रहरू निम्त्याउँछ, जसले स्लिपेज हुने सम्भावना बढी बनाउँछ।
दाँतको सतहको स्लाइडिङ गति ग्रे कास्ट आइरन र एल्युमिनियम-फलाम कांस्य टर्बाइनहरूको स्वीकार्य सम्पर्क तनावसँग कसरी सम्बन्धित छ?
उत्तर:
ग्रे कास्ट आइरन र एल्युमिनियम-फलाम कांस्य टर्बाइनहरूको स्वीकार्य सम्पर्क तनाव दाँत सतहको टाँसिएको महत्त्वपूर्ण विफलता मोडको कारणले प्रभावित हुन्छ। आसंजन सीधै स्लाइडिंग गति द्वारा प्रभावित हुन्छ, यसैले अनुमति योग्य सम्पर्क तनावलाई असर गर्छ। अर्कोतर्फ, कास्ट टिन कांस्य टर्बाइनहरूको मुख्य विफलता मोड दाँतको सतहको खाडल हो, जुन सम्पर्क तनावको कारणले हुन्छ। त्यसकारण, स्वीकार्य सम्पर्क तनाव स्लाइडिंग गतिसँग सम्बन्धित छैन।
एनुमगतिको विशिष्ट नियमहरू, प्रभाव विशेषताहरू, र क्याम मेकानिज्म अनुयायीका लागि उपयुक्त परिदृश्यहरू इरेट गर्नुहोस्।
उत्तर:
क्याम मेकानिज्म अनुयायीका लागि गति नियमहरूमा स्थिर वेग गति, विभिन्न ढिलो गति नियमहरू, र सरल हार्मोनिक गति (कोसाइन एक्सेलेरेशन मोशन कानून) समावेश छन्। स्थिर वेग गति कानूनले कठोर प्रभाव प्रदर्शन गर्दछ र कम-गति र हल्का लोड परिदृश्यहरूमा अनुप्रयोग फेला पार्छ।
अविरल प्रवेग सहित, लचिलो प्रभाव सुविधा र मध्यम देखि कम-गति अवस्थाहरूको लागि उपयुक्त छ। साधारण हार्मोनिक गति (कोसाइन 4-chord एक्सेलेरेशन मोशन कानून) ले नरम प्रभाव प्रदान गर्दछ जब त्यहाँ पज अन्तराल हुन्छ, यसले मध्यम देखि कम-गतिको परिदृश्यहरूको लागि फाइदाजनक बनाउँछ। उच्च-गति परिदृश्यहरूमा आराम अन्तरालहरू बिना, त्यहाँ कुनै लचिलो प्रभाव छैन, ती परिस्थितिहरूको लागि उपयुक्त बनाउँदै।
दाँत प्रोफाइल मेसिङ नियन्त्रण गर्ने आधारभूत सिद्धान्तहरू संक्षेप गर्नुहोस्।
उत्तर:
दाँत प्रोफाइलहरूले जहाँसुकै सम्पर्क गरे पनि, सम्पर्क बिन्दुबाट गुजरने सामान्य सामान्य रेखाले केन्द्र रेखामा एक विशिष्ट बिन्दुलाई काट्नु पर्छ। यो अवस्थाले लगातार प्रसारण अनुपात कायम राखेको सुनिश्चित गर्दछ।
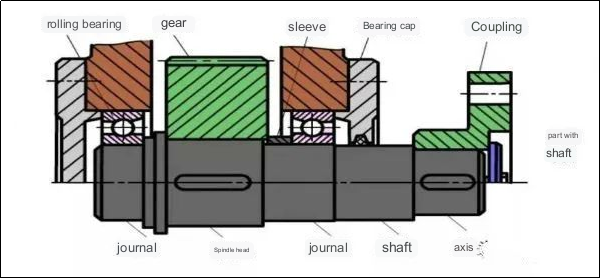
शाफ्टमा भागहरू परिधिबद्ध रूपमा फिक्स गर्न विभिन्न दृष्टिकोणहरू के हुन्? (चार भन्दा बढी विधिहरू प्रदान गर्नुहोस्)
उत्तर:
परिधि फिक्सेसन सम्भावनाहरूमा कुञ्जी जडान, एक स्प्लाइन्ड जडान, एक हस्तक्षेप फिट जडान, एक सेट स्क्रू, एक पिन जडान, र एक विस्तार संयुक्त को उपयोग शामिल छ।
शाफ्टमा भागहरू जोड्नका लागि प्राथमिक प्रकारका अक्षीय फिक्सिङ प्रविधिहरू के हुन्?
प्रत्येक को विशिष्ट विशेषताहरु के हो? (चार भन्दा बढी उल्लेख गर्नुहोस्)
उत्तर:
शाफ्टमा भागहरू जोड्नका लागि अक्षीय फिक्सिङ विधिहरूले धेरै मुख्य प्रकारहरू समावेश गर्दछ, प्रत्येक फरक विशेषताहरूसँग। यसमा कलर फिक्सेसन, थ्रेडेड फिक्सेसन, हाइड्रोलिक फिक्सेसन, र फ्ल्यान्ज फिक्सेसन समावेश छ। कलर फिक्सेसनमा कलर वा क्ल्याम्पको प्रयोग समावेश हुन्छ जुन भागलाई अक्षीय रूपमा सुरक्षित गर्न शाफ्टको वरिपरि कसिएको हुन्छ। थ्रेडेड फिक्सेसनले शाफ्ट वा भागमा थ्रेडहरूको प्रयोगलाई एकसाथ जोड्नको लागि समावेश गर्दछ। हाइड्रोलिक फिक्सेसनले भाग र शाफ्टको बीचमा कडा जडान सिर्जना गर्न हाइड्रोलिक दबावलाई रोजगार दिन्छ। फ्ल्यान्ज फिक्सेसनले फ्ल्यान्जको प्रयोग समावेश गर्दछ जुन बोल्ट वा वेल्डेड हुन्छसीएनसी मेसिन पार्ट्सर शाफ्ट, सुरक्षित अक्षीय संलग्नता सुनिश्चित गर्दै।
किन यो संलग्न कीड़ा ड्राइभहरूको लागि ताप सन्तुलन गणना गर्न आवश्यक छ?
जवाफ:
संलग्न वर्म ड्राइभले सापेक्ष स्लाइडिङ र घर्षणको उच्च स्तर प्रदर्शन गर्दछ। तिनीहरूको सीमित गर्मी अपव्यय क्षमताहरू र आसंजन समस्याहरूको लागि प्रवृत्तिको कारण, ताप सन्तुलन गणनाहरू सञ्चालन गर्न आवश्यक हुन्छ।
गियर शक्ति गणनामा कुन दुई शक्ति गणना सिद्धान्तहरू कार्यरत छन्?
तिनीहरूले के विफलताहरू लक्षित गर्दै छन्?
यदि गियर ट्रान्समिशनले बन्द नरम दाँतको सतहलाई रोजगार दिन्छ भने, यसको डिजाइन मापदण्ड के हो?
उत्तर:
गियर बल गणनाले दाँतको सतहको सम्पर्क थकान बल र दाँतको जराको झुकाउने थकान बल निर्धारण गर्न समावेश गर्दछ। सम्पर्क थकान शक्ति दाँतको सतहमा थकान पिटिंग विफलताहरू रोक्नको लागि उद्देश्य हो, जबकि झुकाउने थकान शक्तिले दाँतको जरामा थकान भाँच्नलाई सम्बोधन गर्दछ। बन्द नरम दाँतको सतहलाई प्रयोग गर्ने गियर ट्रान्समिशनले दाँतको सतहको सम्पर्क थकान बललाई विचार गर्ने र दाँतको जराको झुकाउने थकान बल प्रमाणित गर्ने डिजाइन मापदण्डलाई पछ्याउँछ।
कपलिंग र क्लचको सम्बन्धित कार्यहरू के हुन्?
तिनीहरू कसरी एकअर्काबाट भिन्न छन्?
उत्तर:
दुबै कपलिङ र क्लचहरूले टोक़ ट्रान्समिशन र सिङ्क्रोनाइज्ड रोटेशन सक्षम गर्न दुई शाफ्टहरू जडान गर्ने उद्देश्य पूरा गर्दछ। यद्यपि, तिनीहरू सञ्चालनको क्रममा तिनीहरूको विच्छेदन क्षमताहरूको सन्दर्भमा भिन्न हुन्छन्। सीऔपलिंगहरूले शाफ्टहरू जडान गर्दछ जुन प्रयोगमा हुँदा छुट्याउन सकिँदैन; तिनीहरूको सम्बन्ध विच्छेद गरेर मात्र सम्भव छघुमाउने भागहरूबन्द पछि। अर्कोतर्फ, क्लचहरूले मेशिन सञ्चालनको क्रममा कुनै पनि क्षणमा दुई शाफ्टहरू संलग्न वा विच्छेद गर्ने क्षमता प्रदान गर्दछ।
तेल फिल्म बियरिङहरू ठीकसँग काम गर्नका लागि आवश्यक पूर्व शर्तहरू रूपरेखा गर्नुहोस्।
उत्तर:
सापेक्षिक गतिबाट गुज्रिरहेका दुई सतहहरूले वेज-आकारको खाडल स्थापना गर्नुपर्छ; सतहहरू बीचको स्लाइडिङ गतिले ठूलो पोर्टबाट लुब्रिकेटिङ तेल प्रविष्टि र सानो पोर्टबाट बाहिर निस्कने ग्यारेन्टी गर्नुपर्छ; स्नेहन तेल एक विशिष्ट चिपचिपापन हुनु पर्छ, र एक पर्याप्त तेल आपूर्ति आवश्यक छ।
असर मोडेल 7310 को प्रभाव, विशिष्ट सुविधाहरू, र विशिष्ट अनुप्रयोगहरूको सन्दर्भमा संक्षिप्त व्याख्या प्रदान गर्नुहोस्।
उत्तर:
कोड व्याख्या: कोड "7″ एक कोणीय सम्पर्क बल असर प्रतिनिधित्व गर्दछ। पदनाम "(०)" ले मानक चौडाइलाई जनाउँछ, "०" वैकल्पिक भएको। संख्या "3" व्यास को सर्तमा मध्यम श्रृंखला को संकेत गर्दछ। अन्तमा, "10" 50mm को भित्री असर व्यास संग मेल खान्छ।
सुविधाहरू र अनुप्रयोगहरू:
यो असर मोडेलले एकै दिशामा रेडियल र अक्षीय भारहरू एकैसाथ सहन सक्छ। यसले उच्च सीमा गति प्रदान गर्दछ र सामान्यतया जोडीहरूमा प्रयोग गरिन्छ।
गियर ट्रान्समिसन, बेल्ट ट्रान्समिसन, र चेन ट्रान्समिसन समावेश गर्ने ट्रान्समिसन प्रणाली भित्र, कुन प्रकारको प्रसारण सामान्यतया उच्च गतिको स्तरमा राखिन्छ?
यसको विपरित, कुन ट्रान्समिशन कम्पोनेन्टलाई सबैभन्दा तल्लो गियर स्थितिमा व्यवस्थित गरिएको छ?
यस व्यवस्थाको पछाडिको औचित्य व्याख्या गर्नुहोस्।
उत्तर:
सामान्यतया, बेल्ट ड्राइभ उच्च गतिको स्तरमा राखिएको छ, जबकि चेन ड्राइभ सबैभन्दा कम गियर स्थितिमा राखिएको छ। बेल्ट ड्राइभले स्थिर प्रसारण, कुशनिङ, र झटका अवशोषण जस्ता विशेषताहरू समेट्छ, जसले यसलाई उच्च गतिमा मोटरको लागि फाइदाजनक बनाउँछ। अर्कोतर्फ, चेन ड्राइभहरूले सञ्चालनको क्रममा आवाज उत्पन्न गर्ने र कम-स्पीड परिदृश्यहरूको लागि राम्रोसँग उपयुक्त हुन्छन्, यसरी सामान्यतया तल्लो गियर चरणमा आवंटित गरिन्छ।
चेन ट्रान्समिशनमा गैर-एकसमान वेगको कारण के हो?
यसलाई प्रभावित गर्ने प्राथमिक कारकहरू के हुन्?
कुन अवस्थामा तत्काल प्रसारण अनुपात स्थिर रहन सक्छ?
उत्तर:
1) चेन ट्रान्समिसनमा अनियमित गति मुख्यतया चेन मेकानिजममा निहित बहुभुज प्रभावको कारणले हुन्छ; 2) यसलाई प्रभाव पार्ने मुख्य कारकहरूले चेन स्पीड, चेन पिच, र स्प्रोकेट दाँत गणना समावेश गर्दछ; 3) जब ठूला र साना दुवै स्प्रोकेटहरूमा दाँतहरूको संख्या बराबर हुन्छ (जस्तै, z1=z2) र तिनीहरू बीचको दूरी पिच (p) को एक सटीक गुणन हुन्छ, तत्काल प्रसारण अनुपात 1 मा स्थिर रहन्छ।
किन पिनियनको दाँत चौडाइ (b1) बेलनाकार गियर कटौतीमा ठूलो गियरको दाँत चौडाइ (b2) भन्दा थोरै ठूलो हुन्छ?
बल गणना गर्दा, दाँत चौडाइ गुणांक (ψd) b1 वा b2 मा आधारित हुनुपर्छ? किन?
उत्तर:
1) एसेम्बली त्रुटिहरूको कारणले गियरहरूको अक्षीय मिसालाइमेन्ट रोक्नको लागि, जालको दाँतको चौडाइ घटाइएको छ, जसले काम गर्ने भार बढाउँछ। तसर्थ, सानो गियरको दाँत चौडाइ (b1) ठूलो गियरको b2 भन्दा थोरै ठूलो हुनुपर्छ। बल गणना ठूलो गियरको दाँत चौडाइ (b2) मा आधारित हुनुपर्छ किनभने यसले वास्तविक सम्पर्क चौडाइलाई प्रतिनिधित्व गर्दछ जब बेलनाकार गियरहरूको जोडी संलग्न हुन्छ।
किन सानो पुली (d1) को व्यास न्यूनतम व्यास (dmin) को बराबर वा बढी हुनुपर्छ र ड्राइभ ह्वील (α1) को र्याप कोण डिलेरेसन बेल्ट ड्राइभमा 120° भन्दा बराबर वा ठूलो हुनुपर्छ?
सामान्यतया, सिफारिस गरिएको बेल्ट गति 5 देखि 25 m/s को बीचमा हुन्छ।
के हो गबेल्ट गतिले यो दायरा नाघ्यो भने परिणामहरू?
उत्तर:
1) सानो पुलीको सानो व्यासले बेल्टमा उच्च झुकाउने तनाव निम्त्याउँछ। अत्यधिक झुकाउने तनाव रोक्नको लागि, सानो चरखीको न्यूनतम व्यास कायम गर्नुपर्छ।
२) ड्राइभ ह्वीलको र्याप कोण (α1) ले बेल्टको अधिकतम प्रभावकारी तनावलाई असर गर्छ। सानो α1 ले कम अधिकतम प्रभावकारी तान्ने बलमा परिणाम दिन्छ। अधिकतम प्रभावकारी तान्ने बल बढाउन र स्लिपेज रोक्न, α1≥120° को र्याप कोण सामान्यतया सिफारिस गरिन्छ।
3) यदि बेल्ट गति 5 देखि 25 m/s को दायरा बाहिर खस्छ भने, त्यहाँ परिणाम हुन सक्छ। दायरा भन्दा तलको गतिले ठूलो प्रभावकारी तान्ने बल (Fe) को आवश्यकता हुन सक्छ, जसले बेल्ट (z) को संख्या र ठूलो बेल्ट ड्राइभ संरचनामा वृद्धि गर्दछ। यसको विपरीत, अत्यधिक बेल्ट गतिले उच्च केन्द्रापसारक बल (Fc) को परिणाम दिन्छ, सावधानी आवश्यक हुन्छ।
हेलिकल रोलिङको फाइदा र बेफाइदा।
उत्तर:
फाइदाहरू
1) यसले न्यूनतम पहिरन प्रदर्शन गर्दछ, र समायोजन प्रविधी क्लियरेन्स हटाउन र पूर्व-विरूपण को एक निश्चित स्तर को प्रेरित गर्न को लागी लागू गर्न सकिन्छ, जसले गर्दा कठोरता बढाउँछ र उच्च प्रसारण सटीकता प्राप्त गर्दछ।
2) सेल्फ-लकिङ प्रणालीहरूको विपरीत, यो रैखिक गतिलाई रोटरी गतिमा रूपान्तरण गर्न सक्षम छ।
बेफाइदाहरू
१) संरचना जटिल छ र निर्माणमा चुनौतीहरू खडा गर्दछ।
2) केहि संयन्त्रहरूलाई उल्टो हुनबाट रोक्नको लागि थप सेल्फ-लकिङ मेकानिजम आवश्यक पर्न सक्छ।
कुञ्जीहरू छनौट गर्ने आधारभूत सिद्धान्त के हो?
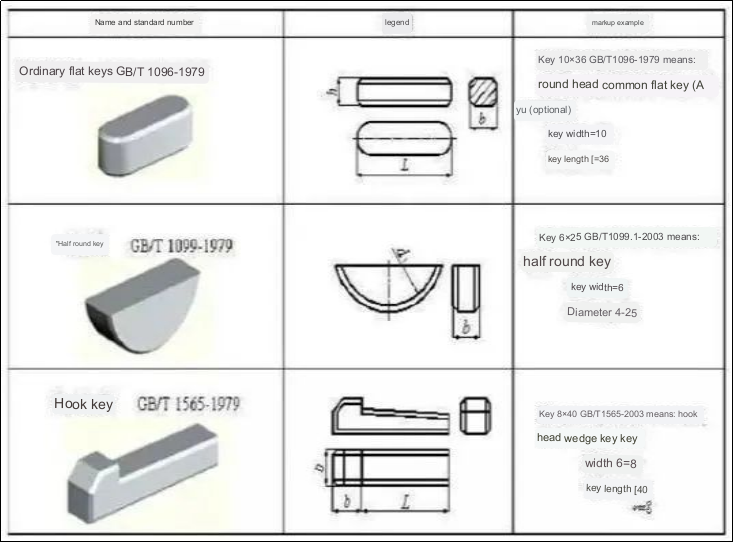
उत्तर:
कुञ्जीहरू चयन गर्दा, त्यहाँ दुई मुख्य विचारहरू छन्: प्रकार र आकार। प्रकार चयन कुञ्जी जडानको संरचनात्मक विशेषताहरू, उपयोग आवश्यकताहरू, र काम गर्ने अवस्थाहरू जस्ता कारकहरूमा निर्भर हुन्छ।
अर्कोतर्फ, साइज चयन मानक विनिर्देशहरू र बल आवश्यकताहरू पालन गर्नुपर्छ। कुञ्जीको आकारमा क्रस-सेक्शनल आयामहरू (कुञ्जी चौडाइ b * कुञ्जी उचाइ h) र लम्बाइ L समावेश हुन्छ। क्रस-सेक्शनल आयामहरू b*h को छनोट शाफ्ट व्यास d द्वारा निर्धारण गरिन्छ, जबकि कुञ्जी लम्बाइ L ले गर्न सक्छ। सामान्यतया हबको लम्बाइको आधारमा निर्धारण गरिन्छ, यसको मतलब कुञ्जी लम्बाइ L हबको लम्बाइभन्दा बढी हुनु हुँदैन। थप रूपमा, गाइड फ्ल्याट कुञ्जीहरूको लागि, हबको लम्बाइ L' सामान्यतया (1.5-2) शाफ्ट व्यास d को वरिपरि हुन्छ, हबको लम्बाइ र स्लाइडिङ दूरीलाई ध्यानमा राख्दै।
Anebon यसको बलियो प्राविधिक क्षमताहरूमा निर्भर गर्दछ र लगातार सीएनसी धातु प्रशोधन आवश्यकताहरू पूरा गर्न उन्नत प्रविधिहरू विकास गर्दछ,5 अक्ष सीएनसी मिलिङ, र अटोमोबाइल कास्टिङ। हामी सबै सुझाव र प्रतिक्रिया को उच्च मूल्यवान छ। राम्रो सहयोग मार्फत, हामी पारस्परिक विकास र सुधार हासिल गर्न सक्छौं।
चीन मा एक ODM निर्माता को रूप मा, Anebon एल्युमिनियम मुद्रांकन भागहरु र निर्माण मेसिनरी घटक अनुकूलन मा माहिर छ। हाल, हाम्रा उत्पादनहरू दक्षिणपूर्व एशिया, अमेरिका, अफ्रिका, पूर्वी युरोप, रूस र क्यानडा लगायत विश्वभरका ६० भन्दा बढी देशहरू र विभिन्न क्षेत्रहरूमा निर्यात गरिएको छ। Anebon चीन र विश्वका अन्य भागहरूमा सम्भावित ग्राहकहरूसँग व्यापक जडानहरू स्थापना गर्न प्रतिबद्ध छ।
पोस्ट समय: अगस्ट-16-2023