
Anebon द्वारे यांत्रिक ज्ञानाची व्याख्या
यांत्रिक ज्ञान म्हणजे विविध यांत्रिकी संकल्पना, तत्त्वे आणि पद्धती समजून घेण्याची आणि लागू करण्याची क्षमता. यांत्रिक ज्ञानामध्ये यंत्रे, यंत्रणा आणि साहित्य तसेच साधने आणि प्रक्रिया यांची समज समाविष्ट असते. यात यांत्रिक तत्त्वांचे ज्ञान समाविष्ट आहे, जसे की शक्ती आणि गती, ऊर्जा आणि गीअर्स आणि पुलीजच्या प्रणाली. यांत्रिक अभियांत्रिकी ज्ञानामध्ये डिझाइन, देखभाल आणि समस्यानिवारण तंत्र तसेच यांत्रिक अभियांत्रिकी तत्त्वे यांचा समावेश होतो. यांत्रिक प्रणालीसह कार्य करणाऱ्या अनेक व्यवसाय आणि उद्योगांसाठी यांत्रिक ज्ञान महत्त्वाचे आहे. यामध्ये अभियांत्रिकी, उत्पादन आणि बांधकाम यांचा समावेश आहे.
1. यांत्रिक भागांच्या अपयशाच्या पद्धती काय आहेत?
(१) एकूण तुटणे
(२) अत्याधिक कायम विकृती
(3) भागाच्या पृष्ठभागाची कमजोरी
(4) नियमित ऑपरेटिंग शर्तींच्या व्यत्ययामुळे खराबी
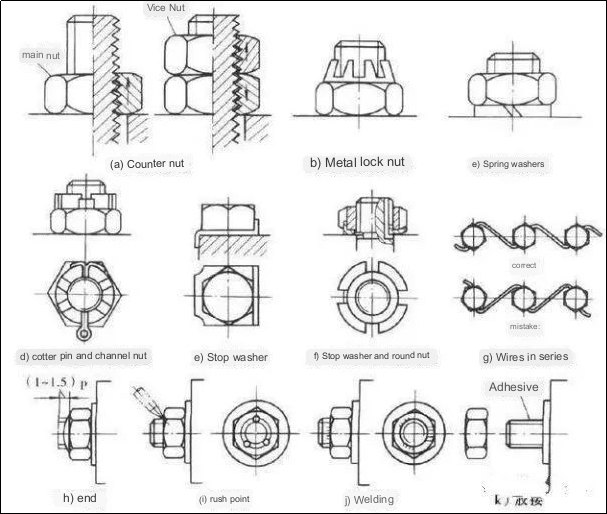
थ्रेडेड कनेक्शनसाठी अँटी-अनस्क्रूइंगची वारंवार आवश्यकता असण्यामागील कारण काय आहे?
अँटी अनस्क्रूइंगची मूळ संकल्पना काय आहे?
सैल होण्यापासून रोखण्यासाठी कोणत्या विविध पद्धती उपलब्ध आहेत?
प्रतिसाद:
साधारणपणे, थ्रेडेड कनेक्शन स्वयं-लॉकिंगचे निकष पूर्ण करू शकते आणि उत्स्फूर्तपणे सैल होणार नाही. तथापि, कंपने, प्रभाव भार किंवा तीव्र तापमान चढउतार यांचा समावेश असलेल्या परिस्थितीत, कनेक्टिंग नट हळूहळू सैल होण्याची शक्यता असते. धागा सैल होण्याचे प्राथमिक कारण थ्रेड जोड्यांमधील सापेक्ष रोटेशनमध्ये आहे. परिणामी, वास्तविक डिझाइनमध्ये लूजिंग-विरोधी उपाय समाविष्ट करणे अत्यावश्यक आहे.
सामान्यतः वापरल्या जाणाऱ्या पद्धतींमध्ये हे समाविष्ट आहे:
1. घर्षण-आधारित अँटी-लूझिंग — सैल होण्यापासून रोखण्यासाठी थ्रेड जोड्यांमधील घर्षण राखणे, जसे की वरच्या बाजूला स्प्रिंग वॉशर आणि डबल नट्स वापरणे;
2. मेकॅनिकल अँटी-लूझनिंग — अडथळा आणणारा वापरमशीन केलेले घटकऍन्टी-लूझिंगची हमी देण्यासाठी, अनेकदा स्लॉटेड नट्स आणि कॉटर पिन, इतरांसह वापरतात;
3. थ्रेड जोड्यांचे व्यत्यय-आधारित अँटी-लूझिंग — थ्रेड जोड्यांमधील संबंध सुधारणे आणि बदलणे, जसे की प्रभाव-आधारित तंत्र वापरणे.
थ्रेडेड कनेक्शनमध्ये घट्ट करण्याचे उद्दिष्ट काय आहे?
Pलागू शक्ती नियंत्रित करण्यासाठी अनेक दृष्टीकोन प्रदान करा.
उत्तर:
थ्रेडेड कनेक्शन घट्ट करण्यामागील हेतू बोल्ट्सना प्री-टाइटनिंग फोर्स निर्माण करण्याची अनुमती देणे हा आहे. ही प्री-टाइटनिंग प्रक्रिया लोडिंग परिस्थितीत एकमेकांशी जोडलेल्या भागांमधील कोणतेही अंतर किंवा सापेक्ष हालचाल टाळण्यासाठी कनेक्शनची विश्वासार्हता आणि दृढता वाढविण्याचा प्रयत्न करते. घट्ट शक्ती नियंत्रित करण्यासाठी दोन प्रभावी तंत्रे म्हणजे टॉर्क रेंच किंवा सतत टॉर्क रेंच वापरणे. एकदा आवश्यक टॉर्क पोहोचला की, ते जागेवर लॉक केले जाऊ शकते. वैकल्पिकरित्या, बोल्टच्या वाढीचे मापन प्री-टाइटनिंग फोर्सचे नियमन करण्यासाठी केले जाऊ शकते.
बेल्ट ड्राईव्हमधील स्किडिंगपेक्षा लवचिक स्लाइडिंग कसे वेगळे आहे?
व्ही-बेल्ट ड्राइव्हच्या डिझाइनमध्ये, लहान पुलीच्या किमान व्यासावर मर्यादा का आहे?
उत्तर:
लवचिक स्लाइडिंग बेल्ट ड्राईव्हचे एक अंतर्निहित वैशिष्ट्य दर्शवते जे टाळता येत नाही. जेव्हा तणावात फरक असतो आणि बेल्ट सामग्री स्वतः एक इलास्टोमर असते तेव्हा हे उद्भवते. दुसरीकडे, स्किडिंग हा एक प्रकारचा बिघाड आहे जो ओव्हरलोडिंगमुळे उद्भवतो आणि त्याला कोणत्याही परिस्थितीत प्रतिबंधित केले पाहिजे.
विशेषतः, स्किडिंग लहान पुलीवर होते. वाढलेल्या बाह्य भारांमुळे दोन्ही बाजूंमधील तणावात मोठा फरक निर्माण होतो, ज्यामुळे लवचिक सरकता असलेल्या क्षेत्राचा विस्तार होतो. लवचिक स्लाइडिंग एक परिमाणात्मक बदल दर्शवते, तर स्किडिंग गुणात्मक बदल दर्शवते. परिणामी, स्किडिंग टाळण्यासाठी, लहान पुलीच्या किमान व्यासावर मर्यादा असते, कारण लहान पुली व्यासामुळे लहान आवरण कोन आणि संपर्क क्षेत्र कमी होते, ज्यामुळे घसरण्याची शक्यता अधिक असते.
दातांच्या पृष्ठभागाच्या सरकण्याचा वेग राखाडी कास्ट आयर्न आणि ॲल्युमिनियम-लोह कांस्य टर्बाइनच्या स्वीकार्य संपर्क तणावाशी कसा संबंधित आहे?
उत्तर:
राखाडी कास्ट आयरन आणि ॲल्युमिनियम-लोह कांस्य टर्बाइनचा स्वीकार्य संपर्क ताण दातांच्या पृष्ठभागाच्या सरकत्या गतीने प्रभावित होतो कारण दात पृष्ठभाग चिकटणे म्हणून ओळखल्या जाणाऱ्या महत्त्वपूर्ण अपयशी मोडमुळे. आसंजन थेट सरकण्याच्या गतीने प्रभावित होते, त्यामुळे अनुज्ञेय संपर्क ताण प्रभावित होते. दुसरीकडे, कास्ट टिन कांस्य टर्बाइनचे मुख्य अपयश मोड म्हणजे दात पृष्ठभागावरील खड्डे, जे संपर्क तणावामुळे उद्भवतात. म्हणून, स्वीकार्य संपर्क ताण स्लाइडिंग गतीशी संबंधित नाही.
एनमकॅम मेकॅनिझम फॉलोअरसाठी गतीचे ठराविक नियम, प्रभाव वैशिष्ट्ये आणि योग्य परिस्थिती तयार करा.
उत्तर:
कॅम मेकॅनिझम फॉलोअरसाठी मोशन कायद्यांमध्ये स्थिर वेग, विविध गतिमान गती नियम आणि साधे हार्मोनिक मोशन (कोसाइन प्रवेग गती कायदा) यांचा समावेश होतो. स्थिर वेग गती कायदा कठोर प्रभाव प्रदर्शित करतो आणि कमी-गती आणि हलके-लोड परिस्थितींमध्ये अनुप्रयोग शोधतो.
सतत प्रवेग, वैशिष्ट्यपूर्ण लवचिक प्रभाव आणि मध्यम ते कमी-गती परिस्थितीसाठी योग्य असलेल्या घसरणी गतीचे कायदे. साधी हार्मोनिक मोशन (कोसाइन 4-कॉर्ड एक्सीलरेशन मोशन लॉ) जेव्हा विराम मध्यांतर असतो तेव्हा मऊ प्रभाव देते, ज्यामुळे मध्यम ते कमी-स्पीड परिस्थितींसाठी ते फायदेशीर ठरते. हाय-स्पीड परिस्थितींमध्ये विश्रांतीच्या अंतरांशिवाय, लवचिक प्रभाव नसतो, ज्यामुळे ते त्या परिस्थितीसाठी योग्य बनते.
दात प्रोफाइल मेशिंग नियंत्रित करण्यासाठी मूलभूत तत्त्वे सारांशित करा.
उत्तर:
दात प्रोफाइल कोठे संपर्क करतात हे महत्त्वाचे नाही, संपर्क बिंदूमधून जाणारी सामान्य सामान्य रेषा मध्य रेषेवरील विशिष्ट बिंदूला छेदली पाहिजे. ही स्थिती एक सुसंगत प्रसारण गुणोत्तर राखली जाईल याची खात्री करते.
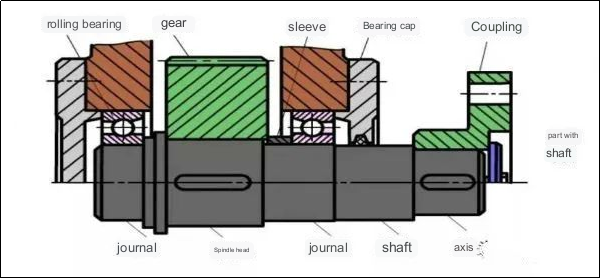
शाफ्टवरील भाग परिघीयपणे निश्चित करण्यासाठी विविध पद्धती काय आहेत? (चार पेक्षा जास्त पद्धती प्रदान करा)
उत्तर:
सर्कमफेरेन्शिअल फिक्सेशनच्या शक्यतांमध्ये कीड कनेक्शन, स्प्लिंड कनेक्शन, इंटरफेरन्स फिट कनेक्शन, सेट स्क्रू, पिन कनेक्शन आणि एक्सपेन्शन जॉइंटचा वापर समाविष्ट आहे.
शाफ्टला भाग जोडण्यासाठी अक्षीय फिक्सिंग तंत्राचे प्राथमिक प्रकार कोणते आहेत?
प्रत्येकाची विशिष्ट वैशिष्ट्ये कोणती आहेत? (चार पेक्षा जास्त उल्लेख करा)
उत्तर:
शाफ्टला भाग जोडण्यासाठी अक्षीय फिक्सिंग पद्धती अनेक प्रमुख प्रकारांचा समावेश करतात, प्रत्येक विशिष्ट वैशिष्ट्यांसह. यामध्ये कॉलर फिक्सेशन, थ्रेडेड फिक्सेशन, हायड्रॉलिक फिक्सेशन आणि फ्लँज फिक्सेशन यांचा समावेश आहे. कॉलर फिक्सेशनमध्ये कॉलर किंवा क्लॅम्पचा वापर समाविष्ट असतो जो शाफ्टभोवती घट्ट केला जातो आणि भाग अक्षीयपणे सुरक्षित केला जातो. थ्रेडेड फिक्सेशनमध्ये शाफ्ट किंवा भागावर थ्रेड्सचा वापर घट्टपणे एकत्र जोडण्यासाठी केला जातो. हायड्रॉलिक फिक्सेशन भाग आणि शाफ्ट दरम्यान घट्ट कनेक्शन तयार करण्यासाठी हायड्रॉलिक दाब वापरते. फ्लँज फिक्सेशनमध्ये बोल्ट किंवा वेल्डेड असलेल्या फ्लँजचा वापर समाविष्ट असतोसीएनसी मशीनिंग भागआणि शाफ्ट, सुरक्षित अक्षीय संलग्नक सुनिश्चित करते.
बंद वर्म ड्राइव्हसाठी उष्णता शिल्लक गणना करणे का आवश्यक आहे?
उत्तर द्या:
संलग्न वर्म ड्राईव्ह सापेक्ष स्लाइडिंग आणि उच्च पातळीचे घर्षण प्रदर्शित करतात. त्यांच्या मर्यादित उष्णतेचा अपव्यय क्षमता आणि आसंजन समस्यांसाठी प्रवृत्तीमुळे, उष्णता शिल्लक गणना करणे आवश्यक बनते.
गियर सामर्थ्य गणनेमध्ये कोणते दोन सामर्थ्य गणना सिद्धांत वापरले जातात?
ते कोणत्या अपयशांना लक्ष्य करत आहेत?
गीअर ट्रान्समिशनमध्ये बंद मऊ दात पृष्ठभाग वापरल्यास, त्याचे डिझाइन निकष काय आहे?
उत्तर:
गियर स्ट्रेंथ कॅलक्युलेशनमध्ये दातांच्या पृष्ठभागाची संपर्क थकवा शक्ती आणि दातांच्या मुळाची झुकणारी थकवा शक्ती निश्चित करणे समाविष्ट असते. संपर्क थकवा शक्ती दात पृष्ठभागावर थकवा pitting अपयश टाळण्यासाठी उद्देश आहे, वाकणे थकवा शक्ती दात रूट मध्ये थकवा फ्रॅक्चर संबोधित करताना. बंद मऊ दात पृष्ठभाग वापरणारे गियर ट्रान्समिशन दातांच्या पृष्ठभागाच्या संपर्क थकवा शक्तीचा विचार करण्याच्या आणि दातांच्या मुळांच्या झुकण्याच्या थकवा शक्तीची पडताळणी करण्याच्या डिझाइन निकषाचे पालन करते.
कपलिंग आणि क्लचची संबंधित कार्ये काय आहेत?
ते एकमेकांपासून वेगळे कसे आहेत?
उत्तर:
दोन्ही कपलिंग आणि क्लच टॉर्क ट्रान्समिशन आणि सिंक्रोनाइझ रोटेशन सक्षम करण्यासाठी दोन शाफ्ट जोडण्याचा उद्देश पूर्ण करतात. तथापि, ते ऑपरेशन दरम्यान त्यांच्या वियोग क्षमतांच्या बाबतीत भिन्न आहेत. सीउपलिंग शाफ्ट जोडतात जे वापरात असताना वेगळे केले जाऊ शकत नाहीत; त्यांचे डिस्कनेक्शन केवळ डिससेम्बल करूनच शक्य आहेवळणारे भागबंद केल्यानंतर. दुसरीकडे, क्लचेस मशीनच्या ऑपरेशन दरम्यान कोणत्याही क्षणी दोन शाफ्टमध्ये गुंतण्याची किंवा विलग करण्याची क्षमता देतात.
ऑइल फिल्म बेअरिंग्ज योग्यरितीने कार्य करण्यासाठी आवश्यक पूर्व-आवश्यकता दर्शवा.
उत्तर:
सापेक्ष गती असलेल्या दोन पृष्ठभागांमध्ये पाचर-आकाराचे अंतर स्थापित करणे आवश्यक आहे; पृष्ठभागांमधील सरकत्या गतीने मोठ्या बंदरातून वंगण तेलाच्या प्रवेशाची आणि लहान बंदरातून बाहेर पडण्याची हमी दिली पाहिजे; स्नेहन तेलामध्ये विशिष्ट स्निग्धता असणे आवश्यक आहे आणि पुरेसा तेल पुरवठा आवश्यक आहे.
बेअरिंग मॉडेल 7310 चे परिणाम, विशिष्ट वैशिष्ट्ये आणि विशिष्ट अनुप्रयोगांबद्दल थोडक्यात स्पष्टीकरण द्या.
उत्तर:
कोड इंटरप्रिटेशन: कोड “7″ एक कोनीय संपर्क बॉल बेअरिंग दर्शवतो. पदनाम "(0)" मानक रुंदीचा संदर्भ देते, "0″ पर्यायी आहे. "3″ ही संख्या व्यासाच्या दृष्टीने मध्यम मालिका दर्शवते. शेवटी, “10″ 50mm च्या आतील बेअरिंग व्यासाशी संबंधित आहे.
वैशिष्ट्ये आणि अनुप्रयोग:
हे बेअरिंग मॉडेल एकाच दिशेने रेडियल आणि अक्षीय भार एकाच वेळी सहन करू शकते. हे उच्च मर्यादा गती देते आणि सामान्यत: जोड्यांमध्ये वापरले जाते.
गियर ट्रान्समिशन, बेल्ट ट्रान्समिशन आणि चेन ट्रान्समिशन समाविष्ट असलेल्या ट्रान्समिशन सिस्टममध्ये, कोणत्या प्रकारचे ट्रांसमिशन सामान्यत: उच्च गती स्तरावर ठेवले जाते?
याउलट, सर्वात कमी गीअर स्थितीत कोणता ट्रांसमिशन घटक व्यवस्थित केला जातो?
या मांडणीमागील तर्क स्पष्ट करा.
उत्तर:
साधारणपणे, बेल्ट ड्राईव्ह सर्वात जास्त वेगाच्या स्तरावर ठेवला जातो, तर चेन ड्राइव्ह सर्वात कमी गियर स्थितीत ठेवला जातो. बेल्ट ड्राईव्हमध्ये स्थिर ट्रान्समिशन, कुशनिंग आणि शॉक शोषण यांसारख्या गुणधर्मांचा अभिमान आहे, ज्यामुळे ते अधिक वेगाने मोटरसाठी फायदेशीर ठरते. दुसरीकडे, चेन ड्राईव्ह ऑपरेशन दरम्यान आवाज निर्माण करतात आणि कमी-स्पीड परिस्थितीसाठी अधिक अनुकूल असतात, अशा प्रकारे सामान्यत: खालच्या गियर स्टेजला वाटप केले जाते.
चेन ट्रान्समिशनमध्ये नॉन-एकसमान वेग कशामुळे होतो?
त्यावर परिणाम करणारे प्राथमिक घटक कोणते आहेत?
कोणत्या परिस्थितीत त्वरित प्रसाराचे प्रमाण स्थिर राहू शकते?
उत्तर:
1) साखळी प्रक्षेपणातील अनियमित गती प्रामुख्याने साखळी यंत्रणेमध्ये अंतर्भूत असलेल्या बहुभुज प्रभावामुळे होते; 2) त्यावर प्रभाव टाकणाऱ्या प्रमुख घटकांमध्ये साखळीचा वेग, चेन पिच आणि स्प्रॉकेट दात संख्या यांचा समावेश होतो; 3) जेव्हा मोठ्या आणि लहान दोन्ही स्प्रोकेट्सवरील दातांची संख्या समान असते (म्हणजे, z1=z2) आणि त्यांच्यामधील मध्यभागी अंतर पिच (p) च्या अचूक गुणाकार असते, तेव्हा त्वरित प्रसाराचे प्रमाण 1 वर स्थिर राहते.
दंडगोलाकार गियर कमी करताना पिनियनची दात रुंदी (b1) मोठ्या गियरच्या दात रुंदी (b2) पेक्षा थोडी मोठी का असते?
ताकद मोजताना, दात रुंदी गुणांक (ψd) b1 किंवा b2 वर आधारित असावा का? का?
उत्तर:
1) असेंबलीतील त्रुटींमुळे गीअर्सचे अक्षीय चुकीचे संरेखन टाळण्यासाठी, जाळीदार दात रुंदी कमी केली जाते, ज्यामुळे कामाचा भार वाढतो. म्हणून, लहान गियरची दात रुंदी (b1) मोठ्या गियरच्या b2 पेक्षा थोडी मोठी असावी. ताकदीची गणना मोठ्या गियरच्या दात रुंदी (b2) वर आधारित असावी कारण जेव्हा बेलनाकार गीअर्सची जोडी गुंतलेली असते तेव्हा ती वास्तविक संपर्क रुंदी दर्शवते.
लहान पुलीचा व्यास (d1) किमान व्यास (dmin) च्या बरोबरीचा किंवा त्याहून अधिक का असावा आणि ड्राइव्ह व्हीलचा रॅप एंगल (α1) डीलेरेशन बेल्ट ड्राइव्हमध्ये 120° पेक्षा समान किंवा मोठा का असावा?
साधारणपणे, शिफारस केलेल्या पट्ट्याचा वेग 5 ते 25 मी/से दरम्यान असतो.
काय आहेत गबेल्टचा वेग या श्रेणीपेक्षा जास्त असल्यास त्याचे परिणाम?
उत्तर:
1) लहान पुलीचा एक लहान व्यास बेल्टवर जास्त वाकणारा ताण ठरतो. जास्त वाकणारा ताण टाळण्यासाठी, लहान पुलीचा किमान व्यास राखला पाहिजे.
2) ड्राईव्ह व्हीलचा रॅप एंगल (α1) बेल्टच्या जास्तीत जास्त प्रभावी तणावावर परिणाम करतो. लहान α1 परिणाम कमी कमाल प्रभावी खेचण्याची शक्ती देते. जास्तीत जास्त प्रभावी खेचण्याची शक्ती वाढवण्यासाठी आणि घसरणे टाळण्यासाठी, सामान्यतः α1≥120° चा रॅप कोन वापरण्याची शिफारस केली जाते.
3) जर बेल्टचा वेग 5 ते 25 m/s च्या मर्यादेच्या बाहेर पडला तर त्याचे परिणाम होऊ शकतात. श्रेणीच्या खाली असलेल्या वेगासाठी मोठ्या प्रभावी पुलिंग फोर्सची (Fe) आवश्यकता असू शकते, ज्यामुळे बेल्ट (z) आणि मोठ्या बेल्ट ड्राइव्ह स्ट्रक्चरची संख्या वाढते. याउलट, बेल्टच्या अत्याधिक गतीमुळे उच्च केंद्रापसारक शक्ती (Fc) निर्माण होईल, ज्यामुळे सावधगिरी बाळगणे आवश्यक आहे.
हेलिकल रोलिंगचे फायदे आणि तोटे.
उत्तर:
फायदे
1) हे कमीत कमी पोशाख प्रदर्शित करते, आणि समायोजन तंत्र क्लिअरन्स दूर करण्यासाठी आणि पूर्व-विकृतपणाच्या विशिष्ट स्तरास प्रेरित करण्यासाठी लागू केले जाऊ शकते, ज्यामुळे कडकपणा वाढतो आणि उच्च प्रसारण अचूकता प्राप्त होते.
2) स्व-लॉकिंग सिस्टमच्या विपरीत, ते रेखीय गतीला रोटरी गतीमध्ये रूपांतरित करण्यास सक्षम आहे.
तोटे
1) रचना क्लिष्ट आहे आणि उत्पादनामध्ये आव्हाने निर्माण करतात.
2) काही यंत्रणांना उलट टाळण्यासाठी अतिरिक्त स्व-लॉकिंग यंत्रणा आवश्यक असू शकते.
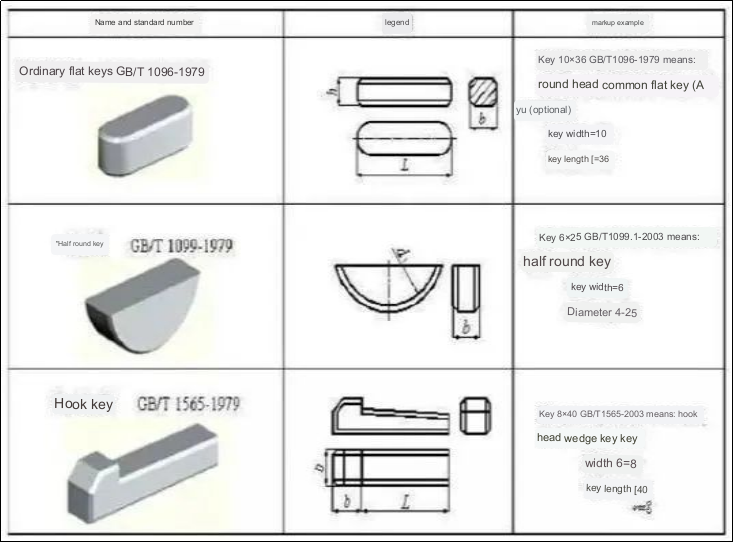
की निवडण्याचे मूलभूत तत्त्व काय आहे?
उत्तर:
की निवडताना, दोन प्रमुख विचार आहेत: प्रकार आणि आकार. प्रकाराची निवड मुख्य कनेक्शनची संरचनात्मक वैशिष्ट्ये, वापर आवश्यकता आणि कार्य परिस्थिती यासारख्या घटकांवर अवलंबून असते.
दुसरीकडे, आकाराची निवड मानक वैशिष्ट्ये आणि सामर्थ्य आवश्यकतांचे पालन करणे आवश्यक आहे. कीच्या आकारात क्रॉस-विभागीय परिमाणे (की रुंदी b * की उंची h) आणि लांबी L असते. क्रॉस-विभागीय परिमाणे b*h ची निवड शाफ्ट व्यास d द्वारे निर्धारित केली जाते, तर की लांबी L करू शकते सामान्यत: हबच्या लांबीच्या आधारावर निर्धारित केले जाते, म्हणजे की लांबी L हबच्या लांबीपेक्षा जास्त नसावी. याव्यतिरिक्त, मार्गदर्शक फ्लॅट कीसाठी, हबची लांबी आणि स्लाइडिंग अंतर विचारात घेऊन, हबची लांबी L' शाफ्ट व्यास d च्या साधारणपणे (1.5-2) पट असते.
Anebon त्याच्या मजबूत तांत्रिक क्षमतेवर अवलंबून आहे आणि CNC मेटल प्रोसेसिंगच्या गरजा पूर्ण करण्यासाठी सतत प्रगत तंत्रज्ञान विकसित करत आहे,5 अक्ष सीएनसी मिलिंग, आणि ऑटोमोबाईल कास्टिंग. आम्ही सर्व सूचना आणि अभिप्रायाला खूप महत्त्व देतो. चांगल्या सहकार्याने आपण परस्पर विकास आणि सुधारणा साध्य करू शकतो.
चीनमधील ODM निर्माता म्हणून, Anebon ॲल्युमिनियम स्टॅम्पिंग भाग आणि यंत्रसामग्रीचे घटक सानुकूलित करण्यात माहिर आहे. सध्या, आमची उत्पादने दक्षिणपूर्व आशिया, अमेरिका, आफ्रिका, पूर्व युरोप, रशिया आणि कॅनडा यासह जगभरातील साठहून अधिक देशांमध्ये आणि विविध प्रदेशांमध्ये निर्यात केली गेली आहेत. Anebon चीन आणि जगाच्या इतर भागांतील संभाव्य ग्राहकांशी व्यापक संबंध प्रस्थापित करण्यासाठी वचनबद्ध आहे.
पोस्ट वेळ: ऑगस्ट-16-2023