
यांत्रिकी हा एक कठोर आणि व्यावहारिक विषय आहे
जोपर्यंत रेखाचित्रे संबंधित आहेत, आपण चुकीचे जाऊ शकत नाही.
एका ठिकाणी चूक झाली तर प्रत्यक्ष अर्ज पूर्णपणे चुकीचा असेल.
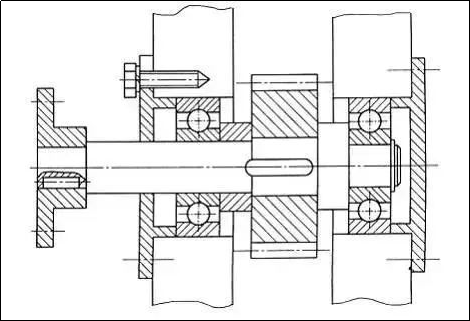
तुमची चाचणी घ्या
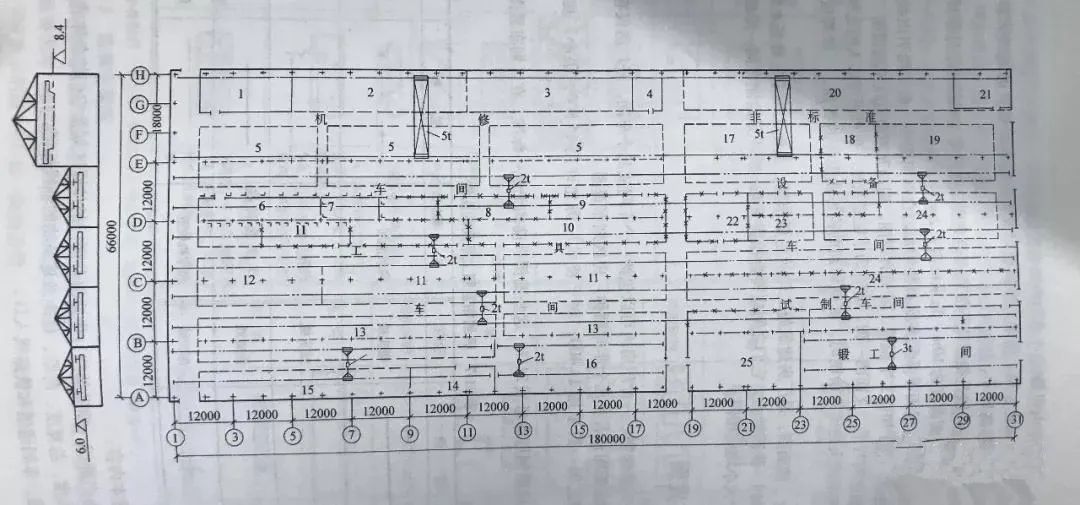
तुम्हाला या चित्रात त्रुटी दिसतील का?
यांत्रिक रेखांकनाचे प्रकार
यांत्रिक रेखाचित्रांचे अनेक प्रकार आहेत: योजनाबद्ध आकृत्या आणि भाग रेखाचित्रे. BOM याद्या. एकदा तुम्हाला रेखांकनाचा प्रकार कळला की, ते काय दर्शवते आणि त्याचा अर्थ काय हे तुम्ही ठरवू शकता. किती अभिव्यक्ती आहे?
यांत्रिक रेखाचित्रे कशी वाचायची?
ते कोणत्या प्रकारचे रेखाचित्र आहे ते स्पष्ट करा: असेंबली ड्रॉइंग किंवा योजनाबद्ध आकृती. हे भाग रेखाचित्र किंवा BOM सूची देखील असू शकते. वेगवेगळ्या प्रकारच्या रेखांकनांमध्ये भिन्न माहिती असते आणि त्यांचा जोर वेगळा असतो.
प्रत्येकजण समान राष्ट्रीय रेखाचित्र मानकांचे पालन करतो, जरी रेखाचित्रे समान आहेत. लोकांना पाहण्यासाठी एक रेखाचित्र तयार केले आहे. जर ते खूप क्लिष्ट असेल, खूप स्थाने असतील किंवा इतर लोकांना ते समजू शकत नसेल तर ते अर्थ गमावेल. ऑब्जेक्टचे नाव, संख्या, प्रमाण, सामग्री (लागू असल्यास), प्रमाण, एकक आणि इतर कोणतीही संबंधित माहिती पाहण्यासाठी खालील उजव्या कोपर्यात शीर्षक बार पहा.
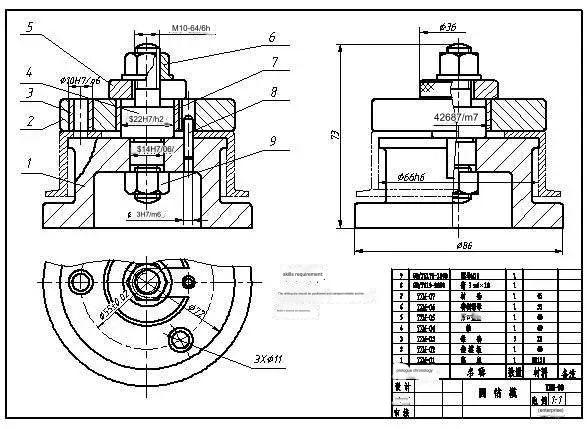
रेखाचित्र उदाहरण
दृश्य दिशा निश्चित करा. मानक रेखाचित्रे सहसा किमान एक असतात. रेखाचित्र भूमितीच्या अंदाजांवरून दृश्याची कल्पना प्राप्त होते. रेखाचित्रे समजून घेण्यासाठी तीन दृश्यांची ही संकल्पना समजून घेणे आवश्यक आहे.
प्रक्षेपण तत्त्वाचा वापर करून वस्तूचा आकार व्यक्त केला जाऊ शकतो आणि तो चतुर्थांशात कुठेही ठेवता येतो. सर्वसाधारणपणे, प्रक्षेपण मिळविण्यासाठी ऑब्जेक्ट पहिल्या चार-चौरसात ठेवला पाहिजे. ही पद्धत प्रथम-कोन प्रक्षेपण पद्धत म्हणून ओळखली जाते. दुसरा, तिसरा आणि चौथा-कोन प्रोजेक्शन पद्धती देखील शक्य आहेत.
युरोपमध्ये (जसे की युनायटेड किंगडम आणि जर्मनीमध्ये), ही पद्धत सामान्यतः वापरली जाते. युनायटेड स्टेट्स, जपान आणि इतर देशांद्वारे तिसरी-कोन पद्धत वापरली जाते.
हा दृष्टिकोनाचा मुख्य मुद्दा आहे. त्यासाठी अवकाशीय कल्पनाशक्ती आणि संचय आवश्यक आहे. विनोद म्हणतो की जर उत्पादन स्वतःच पुनर्संचयित केले जाऊ शकत नसेल तर "विहीर खणणे आणि चिमणी बांधणे" लाजिरवाणे होईल. आकार
झटपट नजर टाकून तुम्हाला आकाराची कल्पना येऊ शकते. तुम्ही उत्पादक असाल तर तुम्ही ते वापरता तेव्हा तुम्हाला ते तपासावे लागेल.
जर तुम्ही रेखाचित्रे वाचली असतील तर तुम्हाला आता सामान्य माणूस मानले जाऊ शकते. जर तुम्हाला तपशीलात जायचे नसेल तर तुम्ही या टप्प्यावर थांबू शकता. मेकॅनिकल ड्रॉइंगची माहिती त्यापेक्षा खूप जास्त आहे.
यांत्रिक रेखाचित्रे
यांत्रिक रेखाचित्रे (ही रेखाचित्रे उत्पादनांसाठी मानक प्रक्रिया रेखाचित्रे आहेत) उत्पादनाची रचना, सामग्री, अचूकता आणि परिमाणे दर्शवतात. घटक, मशीन किंवा भागासाठी सर्व डिझाइन डेटा.
जरी मी उद्योगात प्रवेश करण्यापूर्वी साहित्य आणि संरचनात्मक घटक पाहिले असले तरीही रेखाचित्रांमध्ये अजूनही बरीच माहिती आहे. यांत्रिक डिझाइन मॅन्युअल हजारो पृष्ठांचे आहे, कारण जवळजवळ सर्व यांत्रिक माहिती रेखाचित्रांमध्ये समाविष्ट आहे. प्रत्येक परिमाण आणि अभिव्यक्तीला महत्त्वाची पातळी दिली जाते आणि ते सर्व मूलभूत ज्ञानाचे मोठ्या प्रमाणात प्रतिनिधित्व करतात. तुम्ही किती माहिती समजू शकता हे तुमच्या वैयक्तिक संचयावर अवलंबून असते.
उत्पादन रेखाचित्रांमध्ये अचूकता
यांत्रिक परिमाणे, जसे की सिलिंडरचा व्यास, मोजमापापेक्षा जास्त आहे. आकार किंवा सहनशीलता (+-0.XX) चिन्हांकित असल्यास काही फरक पडत नाही. यांत्रिक (मितीय अचूकता) याचा अर्थ असा आहे. ते असणे नेहमीच चांगले असते.
मोठ्या प्रमाणात यांत्रिक भाग तयार केल्यामुळे, आकार एका मर्यादेत नियंत्रित करणे महत्वाचे आहे. घटकांमध्ये भौमितिक सहिष्णुता देखील असते, जी चिन्हांकित असली तरीही अस्तित्वात असते. राष्ट्रीय मानके अचिन्हांकित अचूकता (सहिष्णुता) निर्धारित करतात आणि काही रेखाचित्र आवश्यकता सांगतात की यांत्रिक भागांसाठी अचूकता आवश्यक आहे. यासाठी एक विशिष्ट संचय आवश्यक आहे. तुम्हाला स्थिती टाळायची असेल आणि UG CNC प्रोग्रामिंग शिकायचे असेल तर QQ1624392196 जोडा.
रेखाचित्रे उत्पादन तयार करण्याची प्रक्रिया दर्शवितात
प्रक्रिया म्हणजे हे कसे तयार करायचे किंवा एकत्र करायचेमशीनिंग भाग. यांत्रिक रेखाचित्रे उत्पादन प्रक्रियेबद्दल थेट माहिती व्यक्त करू शकत नाहीत, परंतु तरीही त्यामध्ये मूलभूत प्रक्रिया असते. एखाद्या भागावर प्रक्रिया करता येत नसेल, तर त्याची रचना करून उपयोग नाही. डिझायनरने भागावर प्रक्रिया कशी करायची याचा विचार केला असेल आणि हे रेखाचित्रांमध्ये दिसून येईल.
रेखांकनात दर्शविल्याप्रमाणे उत्पादनाच्या पृष्ठभागाची उग्रता
पृष्ठभागाची उग्रता त्याचा वापर निर्धारित करते आणि प्रक्रिया आवश्यकता मर्यादित करते. भिन्न प्रक्रिया पद्धती भिन्न खडबडीतपणा प्राप्त करू शकतात; उदाहरणार्थ, घटकाचा आकार आणि स्थिती सहनशीलता किंवा त्याचा आकार.
उत्पादनांचे उष्णता उपचार
प्रक्रिया शक्य करण्यासाठी आणि कार्यप्रदर्शन वापरकर्त्याच्या आवश्यकता पूर्ण करते याची खात्री करण्यासाठी उष्णता उपचार आवश्यक आहे. उष्णता उपचार निवडलेल्या सामग्री आणि प्रक्रिया तंत्रज्ञानाशी देखील संबंधित आहे.
उत्पादन पृष्ठभाग उपचार
पृष्ठभाग उपचार सहसा तांत्रिक आवश्यकता नमूद केले आहे. त्याचा साहित्याशीही काही संबंध असतो.
42 मूलभूत यांत्रिक रेखाचित्र कौशल्ये
1. आकाराच्या आधारावर कागदाचे स्वरूप पाच प्रकारांमध्ये विभागले जाऊ शकते. ड्रॉइंग फॉरमॅट कोडमध्ये A0,A1, A2,A3 आणि A4 समाविष्ट आहेत. फ्रेमच्या खालच्या-उजव्या कोपर्यात शीर्षक बार दिसणे आवश्यक आहे. शीर्षक पट्टीचा मजकूर प्रतिमा ज्या दिशेला पाहिला आहे त्या दिशेने संरेखित केला पाहिजे.
2. आठ प्रकारच्या आलेख रेषा उपलब्ध आहेत: जाड घन रेषा (जाड घन रेषा), पातळ घन रेषा (पातळ घन रेषा), वेव्ही लाइन (डबल पॉलीलाइन), डॅश लाइन (थिन डॉट-डॅश), जाड डॉटडॅश आणि डबल- डॅश
3. मशीनच्या भागांवरील दृश्यमान आकृतिबंधांमध्ये घनदाट रेषा असतात. अदृश्य रूपरेषा मात्र ठिपके असलेल्या रेषा वापरून काढल्या जातात. परिमाण रेषा आणि परिमाण रेषा देखील घन रेषा वापरतात. आणि सममिती केंद्र आणि अक्ष पातळ ठिपक्यांनी काढले आहेत. . जाड घन, डॅश आणि पातळ रेषांची जाडी पातळ घनच्या जाडीच्या अंदाजे 1/3 असते.
4. प्रतिमेचा आकार आणि ग्राफिकचा आकार यांच्यातील गुणोत्तराला प्रमाण म्हणतात.
5. 1:2 चे गुणोत्तर जेव्हा भौतिक आकार ग्राफिकच्या दुप्पट असते. याला घट म्हणतात.
6. गुणोत्तर 2:1 म्हणजे आकार वाढवणे.
7. तुम्ही नेहमी मूळ काढलेल्या मूल्याचे गुणोत्तर वापरून काढण्याचा प्रयत्न केला पाहिजे. आवश्यक असल्यास तुम्ही विस्तार/कपात गुणोत्तर वापरू शकता. उदाहरणार्थ, 1:2 गुणोत्तर एक कपात आहे आणि 2:1 गुणोत्तर एक वाढ आहे. तुम्ही कोणते स्केल वापरता याची पर्वा न करता मशीनच्या भागांचे वास्तविक परिमाण रेखाचित्रावर सूचित केले जाणे आवश्यक आहे.
8. चिनी अक्षरे, संख्या आणि अक्षरे स्पष्ट स्ट्रोकसह आणि समान अंतराने व्यवस्थित फॉन्टमध्ये लिहिली पाहिजेत. लाँग गाण्याची शैली वापरून चिनी अक्षरे लिहिली पाहिजेत.
9. परिमाण तीन घटकांनी बनलेले आहे: परिमाण रेषा, परिमाण मर्यादा आणि परिमाण संख्या.
10. परिमाणात, R ही वर्तुळ त्रिज्या आहे; f हा वर्तुळाचा व्यास आहे; आणि Sf हा बॉलचा व्यास आहे.
11. रेखांकनावर दर्शविलेले परिमाण भागाच्या परिमाणांशी संबंधित आहेत. जर मोजमाप मिलिमीटरमध्ये असेल तर कोड किंवा नाव आवश्यक नाही.
12. मानक क्षैतिज परिमाणाच्या प्रारंभी असलेल्या संख्येची दिशा वरच्या दिशेने असावी; उभ्या परिमाणांसाठी, ते सोडले पाहिजे. कोन आकार नेहमी क्षैतिज लिहिले जातात. जेव्हा रेखाचित्र रेखा संख्या ओलांडते तेव्हा ती खंडित करणे आवश्यक आहे.
13. उतार हा तिरकस आणि क्षैतिज रेषांमधील झुकावचा कोन आहे, जो चिन्हाद्वारे दर्शविला जाऊ शकतो. चिन्हांकित करताना चिन्हाचा कल उताराच्या झुकावशी जुळला पाहिजे. चिन्हांकित टेपर दिशा सुसंगत आहेत.
14. टेपरचा उतार “1″ आणि “1:5″ या चिन्हाने दर्शविला जातो.
15. प्लेन ग्राफिक्समध्ये, रेषाखंडांचे तीन प्रकारांमध्ये वर्गीकरण केले जाऊ शकते: ज्ञात खंड, मध्यवर्ती विभाग आणि कनेक्टिंग सेगमेंट. रेषाखंड रेखाटण्याचा क्रम ओळखला जाणारा रेषाखंड, त्यानंतर मध्यवर्ती रेषाखंड आणि नंतर जोडणारा रेषाखंड असावा.
16. ज्या रेषाखंडाची निश्चित लांबी आणि पोझिशनिंग आकार ज्ञात असतो त्याला ज्ञात खंड म्हणतात. इंटरमीडिएट लाइन सेगमेंट हा एक सेगमेंट आहे ज्याचा आकार निश्चित आहे परंतु स्थिती आकार अपूर्ण आहे.
17. प्रोजेक्शन प्लॅन जिथे डावे दृश्य दिसते त्याला साइड प्रोजेक्शन म्हणून ओळखले जाते, ज्याला साइड देखील म्हणतात आणि डब्ल्यू द्वारे प्रस्तुत केले जाते.
18. तीन-दृश्य प्रक्षेपणासाठी नियम असा आहे की मुख्य दृश्य, शीर्ष दृश्य आणि डावे दृश्य समान आकाराचे असणे आवश्यक आहे.
19. भागाची परिमाणे तीन वेगवेगळ्या दिशानिर्देशांमध्ये मोजली जातात: उंची, रुंदी आणि लांबी. शीर्ष दृश्य फक्त घटकाची रुंदी आणि लांबी दर्शवते, तर समोरचे दृश्य फक्त लांबी आणि उंची दर्शवते.
20. भागाच्या सहा दिशा आहेत: डावीकडे, उजवीकडे (समोर आणि मागे), वर, खाली (डावीकडे) आणि पुढे. मुख्य दृश्यात फक्त डावीकडे, उजवीकडे, वर आणि खालची दिशा प्रतिबिंबित केली जाऊ शकते. वरच्या दृश्यात फक्त डावी, उजवी, समोर आणि मागची दिशा प्रतिबिंबित केली जाऊ शकते. डावीकडे अभिमुखता: डाव्या बाजूच्या दृश्यात फक्त समोर, मागे, वरच्या आणि खालच्या बाजूचे दिशानिर्देश प्रतिबिंबित केले जाऊ शकतात.
21. तीन मूलभूत दृश्ये मुख्य दृश्य, शीर्ष आणि डावीकडे दृश्ये आहेत.
22. मूळ दृश्याव्यतिरिक्त आणखी तीन दृश्ये आहेत: उजवे दृश्य, तळ दृश्य आणि मागील दृश्य.
23. कटिंग क्षेत्राच्या आकारानुसार क्रॉस-सेक्शनल दृश्यांचे तीन वेगवेगळ्या प्रकारांमध्ये वर्गीकरण केले जाऊ शकते: पूर्ण क्रॉस-सेक्शनल, अर्धा क्रॉस सेक्शनल आणि आंशिक क्रॉस-सेक्शनल.
24. विभाग रेखाचित्रे पाच वेगवेगळ्या प्रकारच्या कटिंगमध्ये वर्गीकृत केली जाऊ शकतात: पूर्ण विभाग, अर्ध-विभाग, आंशिक विभाग (चरण विभाग), आणि एकत्रित विभाग.
25. विभागीय दृश्यांसाठी लेबलिंगमध्ये तीन भाग समाविष्ट केले आहेत: 1. कटिंग प्लेनची स्थिती दर्शवणारे चिन्ह (विभाग रेषा), दोन्ही टोकांवर अक्षरे आहेत. 2. प्रक्षेपणाची दिशा दर्शवणारा बाण. 3. “x —-x” शब्द.
26. सर्व क्रॉस-सेक्शनल लेबल्सकडे दुर्लक्ष करा, कारण ते सूचित करतात की कटिंग प्लेन मशीनच्या भागाच्या सममितीद्वारे कापला गेला आहे.
27. विभागातील रेखाचित्रे एखाद्या भागाचा अंतर्गत आकार दर्शविण्यासाठी वापरली जाऊ शकतात. विभाग घन आणि पोकळ विभागात विभागलेले आहेत.
28. योगायोग आणि काढलेल्या विभागांमधील फरक असा आहे की योगायोग म्हणजे दृश्य बाह्यरेखामध्ये काढलेला भाग तर काढलेला विभाग हा बाहेर काढलेला भाग आहे.
29. रेखांकनातील ग्राफिक्स केवळ भागाचा संरचनात्मक आकार व्यक्त करण्यास सक्षम आहेत. रेखांकनावरील परिमाणांचा वास्तविक आकार निश्चित करण्यासाठी वापरला जावासीएनसी मशीन केलेले घटक.
30. मितीय आधार म्हणजे परिमाणांसह चिन्हांकित असलेल्या संख्यांना दिलेले नाव. मशीनच्या भागांच्या लांबी, रुंदी आणि उंचीच्या प्रत्येक परिमाणात किमान एक मितीय आधार असतो.
31. पाच घटक एक धागा बनवतात: थ्रेड प्रोफाइल, व्यास (पिच), लीड (थ्रेड्सची संख्या), आणि रोटेशनची दिशा.
32. दोन्ही बरगड्यांचा व्यास, पिच आणि थ्रेड्सची संख्या एकसमान असल्यासच बाह्य आणि आतील बरगड्या एकमेकांमध्ये स्क्रू केल्या जाऊ शकतात.
33. मानक थ्रेड्स असे धागे आहेत ज्यांचे प्रोफाइल राष्ट्रीय मानके पूर्ण करतात, परंतु व्यास किंवा पिच नसतात. नॉन-स्टँडर्ड थ्रेड्स हे प्रोफाईल असलेले थ्रेड आहेत जे राष्ट्रीय मानकांची पूर्तता करत नाहीत. थ्रेड्स हे धागे असतात जेव्हा त्यांचे प्रोफाइल राष्ट्रीय मानकांचे पालन करते, परंतु ते व्यास आणि खेळपट्टीसाठी राष्ट्रीय मानक पूर्ण करत नाहीत. विशेष धागा.
34. बाह्य थ्रेड काढण्यासाठी विहित केलेली पद्धत खालीलप्रमाणे आहे: प्रमुख आकार ______ ने दर्शविला जातो, किरकोळ _d1_ दर्शविला जातो आणि समाप्ती जाड, घन रेषेने दर्शविली जाते.
35. क्रॉस-सेक्शनल व्ह्यूमध्ये अंतर्गत थ्रेडचा प्रमुख व्यास _D__________ म्हणून दर्शविला जातो. किरकोळ व्यास _D1___ ने दर्शविला आहे आणि समाप्ती रेषा जाड, घन रेषेने दर्शविली आहे. जाड घन रेषा अदृश्य थ्रेडेड छिद्रांचा प्रमुख व्यास तसेच त्यांचा किरकोळ व्यास आणि समाप्ती रेषा दर्शवण्यासाठी वापरल्या जातात.
36. बोल्ट कनेक्शन, स्टड कनेक्टर आणि स्क्रू कनेक्टर हे सर्व सामान्य थ्रेडेड कनेक्शन आहेत.
37. सामान्यतः वापरल्या जाणाऱ्या कीजमध्ये सपाट की आणि अर्धवर्तुळाकार, हुक वेज, स्प्लाइन्स आणि हुक वेज की यांचा समावेश होतो.
38. गियर ज्या दिशेला आहे त्यानुसार, दंडगोलाकार गीअर्स स्पर गीअर्स (ज्याला हेलिकल गियर देखील म्हणतात), हेरिंगबोन गीअर्स (ज्याला हेलिकल गियर देखील म्हणतात) आणि हेरिंगबोन गीअर्समध्ये विभागले गेले आहेत.
39. गियर दातांचा भाग काढण्याची शिफारस केलेली पद्धत खालीलप्रमाणे आहे: दाताचे वरचे वर्तुळ जाड, घन रेषा वापरून काढले जाते. इंडेक्स वर्तुळ एक बारीक, ठिपके असलेली रेषा वापरते. विभाग दृश्यातील मूळ वर्तुळ जाड, घन रेषेने दर्शविले आहे.
40. जर बहुतेक पृष्ठभागांवर खडबडीतपणा समान असेल, तर उग्रपणा कोड वरच्या-उजव्या कोपर्यात ठेवावा, त्यानंतर दोन उर्वरित शब्द ठेवा.
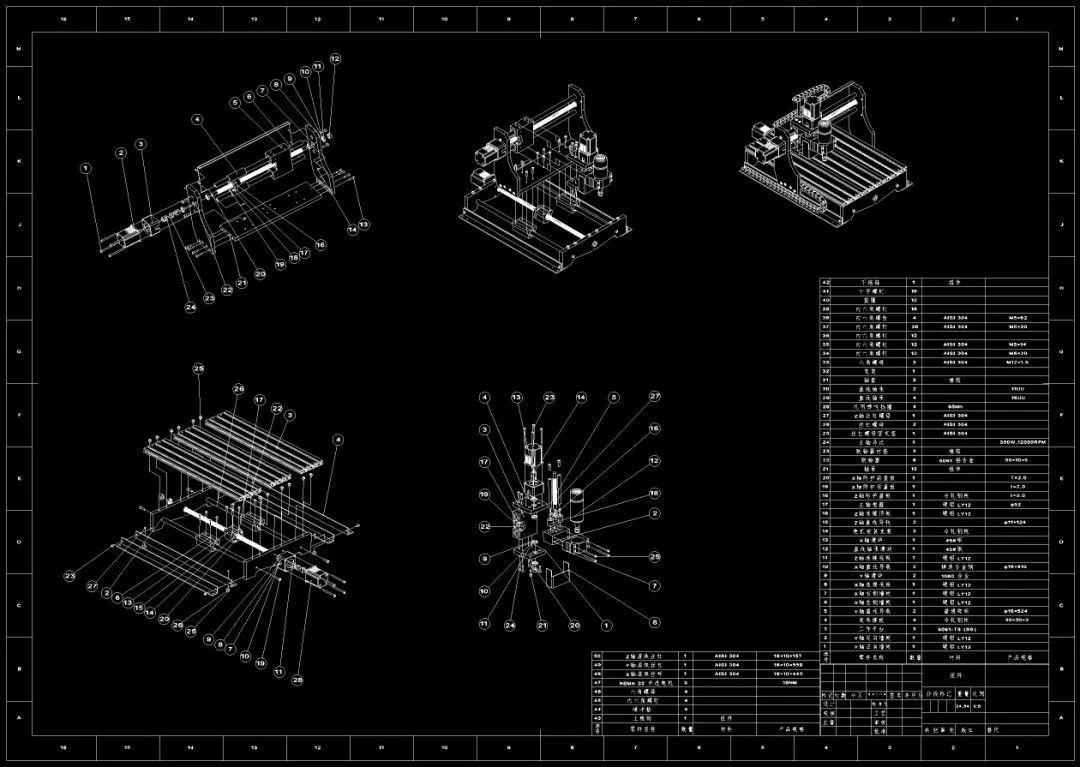
41. संपूर्ण असेंबली ड्रॉइंगमध्ये चार भाग असावेत: एक सेट दृश्ये, 2 आवश्यक परिमाण, 3 तांत्रिक आवश्यकता आणि 4 भाग क्रमांक आणि तपशीलांसह एक स्तंभ.
42. असेंबली ड्रॉईंगमधील परिमाणांमध्ये 1 स्पेसिफिकेशन परिमाण 2 असेंबली परिमाण 3 इंस्टॉलेशन परिमाणे 4 एकूण परिमाणे 5 इतर परिमाणे समाविष्ट आहेत.
Anebon उत्कृष्ट आणि उन्नती, व्यापार, एकूण विक्री आणि OEM/ODM उत्पादक प्रिसिजन आयर्न स्टेनलेस स्टीलसाठी प्रोत्साहन आणि ऑपरेशनमध्ये उत्कृष्ट कणखरपणा प्रदान करते. मॅन्युफॅक्चरिंग युनिटची स्थापना झाल्यापासून, एनेबॉनने आता नवीन वस्तूंच्या प्रगतीसाठी वचनबद्ध केले आहे. सामाजिक आणि आर्थिक गतीसोबतच, आम्ही “उच्च उत्कृष्ट, कार्यक्षमता, नावीन्य, सचोटी” या भावनेला पुढे नेत राहू आणि “सुरुवातीला श्रेय, ग्राहक 1ला, उत्तम दर्जाचा उत्कृष्ट” या ऑपरेटिंग तत्त्वावर राहू. Anebon आमच्या साथीदारांसह केसांच्या उत्पादनात एक उत्कृष्ट भविष्य घडवेल.
OEM/ODM उत्पादक चायना कास्टिंग आणि स्टील कास्टिंग, डिझाइन, प्रक्रिया, खरेदी, तपासणी, स्टोरेज, असेंबलिंग प्रक्रिया या सर्व वैज्ञानिक आणि प्रभावी डॉक्युमेंटरी प्रक्रियेत आहेत, आमच्या ब्रँडची वापर पातळी आणि विश्वासार्हता सखोलपणे वाढवते, ज्यामुळे Anebon ला उत्कृष्ट पुरवठादार बनते. चार प्रमुख उत्पादन श्रेणी, जसे कीसीएनसी मशीनिंग, सीएनसी मिलिंग भाग,सीएनसी टर्निंगआणि मेटल कास्टिंग.
तुम्हाला अधिक जाणून घ्यायचे असल्यास आणि उत्पादनाची चौकशी करायची असल्यास, कृपया संपर्क साधाinfo@anebon.com
पोस्ट वेळ: डिसेंबर-२७-२०२३