
1. Калибрлерди колдонуу
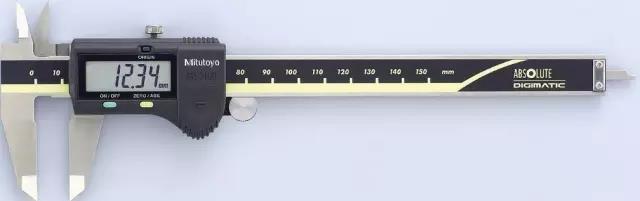
Калипер объекттин ички диаметрин, тышкы диаметрин, узундугун, туурасын, калыңдыгын, кадамдын айырмасын, бийиктигин жана тереңдигин өлчөй алат; штангенциркуль - кайра иштетүүчү жерде эң көп колдонулган жана эң ыңгайлуу жана көп колдонулган өлчөө куралы.
Санариптик калибр: Чечим 0.01мм, кичине сабырдуулук менен өлчөө үчүн колдонулат (жогорку тактык).
Стол картасы: резолюция 0,02 мм, шарттуу өлчөмдө өлчөө үчүн колдонулат.

Vernier калипер: 0,02 мм резолюция, орой өлчөө үчүн колдонулат.

Калиперди колдонуудан мурун, чаңды жана кирди таза ак кагаз менен тазалаңыз (ак кагазды кармап туруу үчүн калипердин сырткы бетин колдонуңуз, анан аны табигый түрдө тартыңыз; 2-3 жолу кайталаңыз)
штангенциркуль менен өлчөөдө штангенциркульдун ченөөчү бети мүмкүн болушунча ченелүүчү нерсенин ченөөчү бетине параллель же перпендикуляр болушу керек;
Тереңдикти өлчөөнү колдонууда, эгерде өлчөнгөн объект R бурчка ээ болсо, анда R бурчун болтурбоо керек, бирок R бурчка жакын, ал эми тереңдик сызгычы өлчөнгөн бийиктикке мүмкүн болушунча вертикалдуу болушу керек;
Калипер цилиндрди ченеп жатканда, аны айландыруу керек жана максималдуу маани бөлүмдөр менен ченелет:CNC иштетүү бөлүгү.
Калибрлерди колдонуунун жыштыгы жогору болгондуктан, тейлөө иштери мыкты болушу керек. Ар бир күндүк колдонуудан кийин аны сүртүп, кутуга салуу керек. Колдонуудан мурун, калипердин тактыгын текшерүү үчүн блок талап кылынат.
2. Микрометрди колдонуу

Микрометрди колдонуудан мурун, чаңды жана кирди таза ак кагаз менен тазалаңыз (микрометрдин жардамы менен контакттын бети менен бурамдын бети өлчөнөт жана ак кагаз жабышып калган, анан аны табигый түрдө тартыңыз, 2-3 жолу кайталаңыз), андан кийин буруңуз. контактты өлчөө үчүн баскыч. Бети винттин бети менен тез байланышта болгондо, майда тууралоо колдонулат жана эки бет толугу менен байланышта болгондо, өлчөө үчүн нөлдүк жөнгө салуу аткарылышы мүмкүн.иштетилген бөлүгү
Аппаратты микрометр менен өлчөп жатканда, баскычты жылдырыңыз жана ал даярдалган тетикке тийгенде, буроо үчүн тактоо баскычын колдонуңуз. Үч чыкылдатууну укканда токтоп, дисплейден же шкаладан маалыматтарды окуңуз.
Пластмассадан жасалган буюмдарды өлчөөдө өлчөө контакт бети жана бурама продуктка бир аз тийет.
Валдардын диаметрин микрометр менен өлчөгөндө экиден кем эмес багытты өлчөө жана микрометрди секциялар боюнча максималдуу өлчөө менен өлчөө. Өлчөө каталарын азайтуу үчүн эки байланыш бети ар дайым таза болушу керек.
3. Бийиктик сызгычтын колдонулушу
Бийиктик өлчөгүч негизинен бийиктикти, тереңдикти, тегиздикти, вертикалдуулукту, концентрдүүлүктү, коаксиалдуулукту, беттик титирөөнү, тиштин титирөөнү, тереңдикти жана бийиктикти өлчөө үчүн колдонулат. Өлчөө учурунда, адегенде зонд жана туташтыруу бөлүктөрүнүн боштугун текшериңиз.

4. Тактык өлчөөчү аспап: экинчи элемент
Экинчи элемент - жогорку натыйжалуулугу жана тактыгы менен контактсыз өлчөөчү аспап. Өлчөө приборунун сезгич элементи өлчөөчү тетиктин бети менен түз байланышта эмес, ошондуктан механикалык өлчөөчү күч жок; экинчи элемент тартылган сүрөттү маалымат линиясы аркылуу компьютердин маалымат алуу картасына проекциялык ыкма аркылуу өткөрүп берет. Программанын жардамы менен компьютердин мониторунда сүрөттөлгөн: ар кандай геометриялык элементтер (чекиттер, сызыктар, тегерекчелер, жаалар, эллипстер, тик бурчтуктар), аралыктар, бурчтар, кесилиштер, геометриялык толеранттуулуктар (тегеректик, түздүк, параллелизм, вертикалдык) Даража, эңкейиш, позиция, концентрдүүлүк , симметрия) жана контур 2D чийме үчүн CAD чыгаруу. Дайындалуучу бөлүктүн контурун байкоого болот, жана тунук эмес даярдалган тетиктин бетинин формасын өлчөөгө болот.CNC

5. Тактык өлчөө приборлору: үч өлчөмдүү
Үч өлчөмдүү элементтин мүнөздөмөлөрү жогорку тактык (мкм деңгээлине чейин), универсалдуу (ар кандай узундукту өлчөөчү приборлорду алмаштыра алат), геометриялык аспектилерди өлчөө үчүн колдонулушу мүмкүн (экинчи элемент өлчөй турган элементтерден тышкары, ал ошондой эле цилиндрлерди жана конустарды өлчөй алат), Формага жана позицияга чыдамдуулук (экинчи элемент менен өлчөнө турган формага жана позицияга толеранттуулукка кошумча, анын ичинде цилиндрлик, тегиздик, сызык профиль, үстүнкү профили, коаксиалдуу, комплекстүү бети, ошондой эле үч өлчөмдүү зонд Каерде, анын геометриялык өлчөмү, өз ара абалы, беттик профилин өлчөө мүмкүн жана маалыматтарды иштетүү анын жогорку менен аяктады; тактык, жогорку ийкемдүүлүк жана мыкты санариптик мүмкүнчүлүктөр, ал заманбап көк кайра иштетүү жана өндүрүү жана сапатты камсыздоо каражаттары, практикалык аспаптар маанилүү бөлүгү болуп калды.

We are a reliable supplier and professional in CNC service. If you need our assistance, please get in touch with me at info@anebon.com.
Anebon Metal Products Limited CNC иштетүү, куюу, барак металл иштетүү кызматтарын камсыз кыла алат, биз менен байланышуудан тартынба.
Tel: +86-769-89802722 Email: info@anebon.com Website : www.anebon.com
Билдирүү убактысы: 13-апрель, 2020