
Жип кесүүнүн жалпы ыкмалары

Фрезердик жип токуучу жип
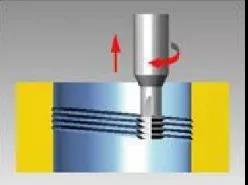
Технологиялык процесс
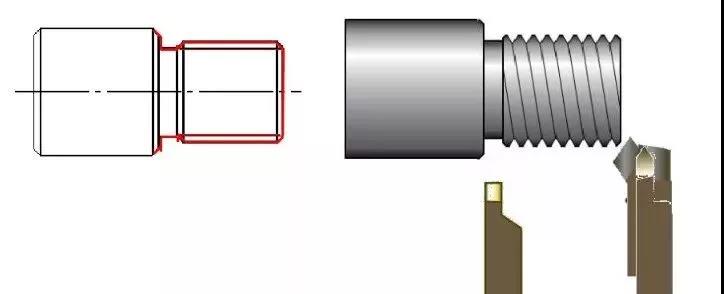
Айлануучу бет бир айлануучу жиптин негизги диаметри (d < номиналдык диаметри) бир айлануучу астыңкы кесүү (< жиптин кичи диаметри) → фаска → буруучу жип (көп кескич менен айлануу)
Орнотуу көндүмдөрү
Даярдоо бөлүгүн орнотуу
Туура кысуучу ордун тандаңыз.
Кысуучу күч жетиштүү.


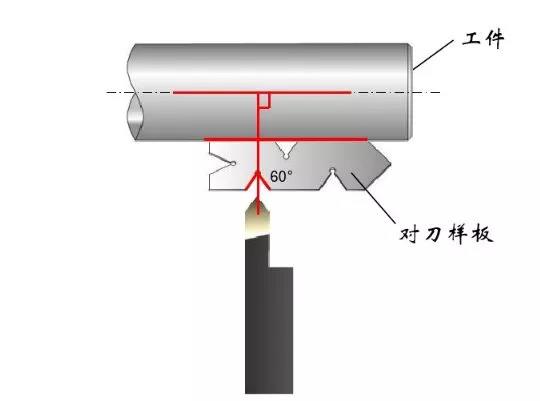
Бөлүштү орнотуу
Орнотуунун негизги пункттары: аспаптын учунун бурч бөлүүчү сызыгы даярдалган бөлүктүн огуна перпендикуляр.cnc бургулоо бөлүгү
Станокту тууралоо
Жипти айландыруу үчүн
Шпинделдин ылдамдыгын тууралаңыз
Жөндөө

Эскертүү
1. "Кокустуктан" качыңыз
[эгер акыркы бычак мурунку бычактын айландыруу ыкмасынын жип оюгуна түшпөсө, даярдалган тетик жараксыз болуп калат. ]
Эгерде бурама кадамы даярдалган тетиктин кадамынын интегралдык мааниси болбосо, аны алдыга жана артка буруш керек.
Даярдоочу бөлүгү менен шпиндельдин ортосундагы салыштырмалуу абалды өзгөртүүгө болбойт.
Эгерде аспап өзгөртүлсө же майдаланса, аспапты кайра тууралоо керек.cnc иштетүү бөлүгү
2. "Бычак урууну" алдын алуу
[механикалык иштетуу-ну белуштуруу акылга сыйбаган, же бир бурулуштун узурлуулугу акылга сыярлык, бул жиптин эки капталын одоно, ал турсун майдалап. ]
Даярдоо бөлүгүн жана инструментти кысуу
Жөлөк пулду негиздүү бөлүштүрүү жана туура тоют ыкмасын тандоо
Убагында бычакты тартыңыз.
Anebon Metal Products Limited CNC иштетүү, куюу, барак металл иштетүү кызматтарын камсыз кыла алат, биз менен байланышуудан тартынба.
Tel: +86-769-89802722 Email: info@anebon.com Website : www.anebon.com
Билдирүү убактысы: 2020-жылдын 2-январына чейин