
Анебон тарабынан механикалык билимдин аныктамасы
Механикалык билим - ар кандай механикалык түшүнүктөрдү, принциптерди жана практикаларды түшүнүү жана колдонуу жөндөмү. Механикалык билим машиналарды, механизмдерди жана материалдарды, ошондой эле шаймандарды жана процесстерди түшүнүүнү камтыйт. Бул күч жана кыймыл, энергия жана тиштүү дөңгөлөктөр менен шкив системалары сыяктуу механикалык принциптерди билүү. Машина куруу билими долбоорлоо, тейлөө жана кемчиликтерди жоюу ыкмаларын, ошондой эле машина куруу принциптерин камтыйт. Механикалык билим механикалык системалар менен иштеген көптөгөн кесиптер жана тармактар үчүн маанилүү. Аларга инженерия, өндүрүш жана курулуш кирет.
1. Механикалык тетиктердин бузулуу режимдери кандай?
(1) Толук бузулуу
(2) Ашыкча туруктуу бурмалоо
(3) Бөлүктөрдүн бетинин бузулушу
(4) үзгүлтүксүз иштөө шарттарынын бузулушунан улам бузулуу
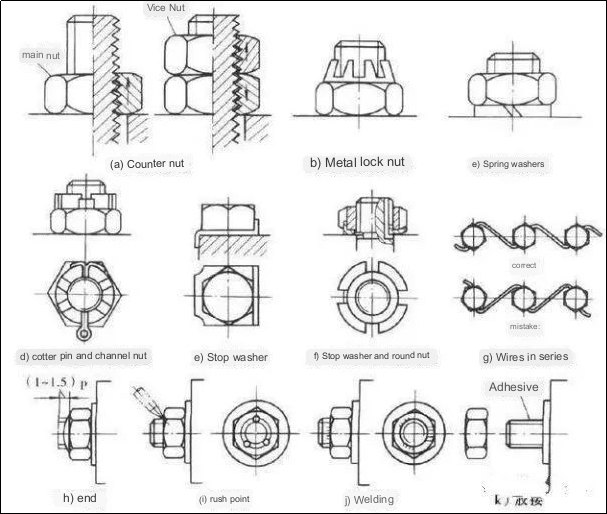
Сайлуу туташуулар үчүн бурмалоого каршы тез-тез талап кылынышынын жүйөсү эмнеде?
Анти-бурап чыгуунун негизги концепциясы кандай?
Боштонуунун алдын алуу үчүн кандай ыкмалар бар?
Жооп:
Жалпысынан алганда, сай байланышы өзүн-өзү кулпулоо критерийлерин аткара алат жана өзүнөн-өзү бошоп кетпейт. Бирок, титирөө, сокку жүктөө же температуранын кескин өзгөрүүсүнө байланыштуу жагдайларда, бириктирүүчү гайка акырындык менен бошоп кетүү ыктымалдыгы бар. Жиптин бошоп кетишинин негизги себеби жип жуптарынын ортосундагы салыштырмалуу айланууда жатат. Демек, иш жүзүндөгү долбоорго жумшартууга каршы чараларды киргизүү зарыл.
Көбүнчө колдонулган ыкмалар төмөнкүлөрдү камтыйт:
1. Сүрүлүүгө негизделген антибошоңдотуу — жиптин жуптарынын ортосундагы сүрүлүүнү сактоо, мисалы, пружиналык шайбаларды жана үстүнкү жагындагы кош гайкаларды колдонуу сыяктуу бошоңдоп кетүүнү алдын алуу;
2. Механикалык бошоңдотууга каршы - тоскоолдуктарды колдонууиштетилген компоненттербошоңдоого каршы кепилдик берүү үчүн, көп учурда гайкаларды жана төөнөгүчтөрдү жана башкаларды колдонуу;
3. Үзгүлтүккө негизделген жип жуптарын бошоңдотууга каршы - жип жуптарынын ортосундагы мамилени өзгөртүү жана өзгөртүү, мисалы, соккуга негизделген ыкманы колдонуу аркылуу.
Жиптүү кошулмаларда бекемдөөнүн максаты эмне?
Pколдонулган күчтү башкаруу үчүн бир нече ыкмаларды колдонуу.
Жооп:
Сайлуу туташуулардагы бекемдөөнүн максаты болттордун алдын ала бекемдөөчү күчтү пайда кылуусуна мүмкүндүк берүү. Бул алдын ала бекемдөө жараяны жүктөө шарттарында бири-бири менен байланышкан бөлүктөрүнүн ортосунда кандайдыр бир боштуктарды же салыштырмалуу кыймылды болтурбоо үчүн байланыштын ишенимдүүлүгүн жана бекемдигин жогорулатууга умтулат. Катуу күчүн башкаруунун эки эффективдүү ыкмасы - бул момент ачкычын же туруктуу момент ачкычын колдонуу. Керектүү моментке жеткенден кийин, аны ордуна бекитип койсо болот. Же болбосо, болттун узундугун алдын ала бекемдөө күчүн жөнгө салуу үчүн өлчөөгө болот.
Эластикалык тайгалоо кайыш кыймылдаткычтардагы тайгалоодон эмнеси менен айырмаланат?
V-белдик дисктин конструкциясында эмне үчүн кичинекей шкивдин минималдуу диаметрине чектөө коюлган?
Жооп:
Серпилгич тайгалануу кайыш дисктерге мүнөздүү өзгөчөлүк болуп саналат, аны болтурбоо мүмкүн эмес. Бул чыңалуунун айырмасы болгондо пайда болот жана кур материалдын өзү эластомер болуп саналат. Башка жагынан алганда, тайгалануу ашыкча жүктөөдөн улам пайда болгон жана бардык чыгымдардын алдын алуу керек болгон бузулуунун бир түрү.
Тактап айтканда, тайгалоо кичинекей шкивде ишке ашат. Тышкы жүктөрдүн көбөйүшү эки тараптын ортосундагы чыңалуудагы чоң айырмачылыкка алып келет, бул өз кезегинде ийкемдүү сыдырма пайда болгон аймактын кеңейишине алып келет. Эластикалык тайгалоо сандык өзгөрүүнү билдирет, ал эми тайгалоо сапаттык өзгөрүүнү билдирет. Демек, тайгаланууну болтурбоо үчүн, кичинекей шкивдин минималдуу диаметринде чектөөлөр бар, анткени кичирээк шкивдин диаметри оруу бурчтарынын кичирейишине жана байланыш жерлеринин азайышына алып келет, бул тайгалануунун пайда болушу мүмкүн.
Тиштин бетинин жылма ылдамдыгы боз чоюн жана алюминий-темир коло турбиналарынын жол берилген контакттык стрессине кандай байланышы бар?
Жооп:
Боз чоюн жана алюминий-темир коло турбиналарынын жол берилген контакттык стрессине тиш бетинин адгезиясы деп аталган олуттуу бузулуу режиминен улам тиш бетинин жылма ылдамдыгы таасир этет. Адгезияга сыдырма ылдамдыгы түздөн-түз таасир этет, бул жол берилген контакттык стресске таасир этет. Башка жагынан алып караганда, калай коло турбиналардын негизги бузулуу режими байланыш стресс менен шартталган тиш бетиндеги чуңкурлар болуп саналат. Демек, жол берилген контакттык стресс жылма ылдамдыгына байланышпайт.
Enumкыймылдын типтүү мыйзамдарын, таасир этүүчү мүнөздөмөлөрдү жана камера механизминин жолдоочусу үчүн ылайыктуу сценарийлерди чыгарыңыз.
Жооп:
Камера механизминин ээрчимесинин кыймыл мыйзамдарына туруктуу ылдамдык кыймылы, ар кандай жайлоо кыймылынын мыйзамдары жана жөнөкөй гармоникалык кыймыл (косинус ылдамдануу кыймылы мыйзамы) кирет. Туруктуу ылдамдыктын кыймыл мыйзамы катуу таасир көрсөтөт жана аз ылдамдыкта жана жеңил жүктөө сценарийлеринде колдонулат.
Басаңдоо кыймылынын мыйзамдары, анын ичинде туруктуу ылдамдануу ийкемдүү таасирге ээ жана орто ылдамдыкта жана төмөн ылдамдыкта болгон кырдаалдарга ылайыктуу. Жөнөкөй гармоникалык кыймыл (косинус 4 аккорддук ылдамдануу кыймылы мыйзамы) тыныгуу интервалы болгондо жумшак таасирди сунуштайт, бул орто жана төмөнкү ылдамдыктагы сценарийлер үчүн пайдалуу. Эс алуу аралыктары жок жогорку ылдамдыктагы сценарийлерде ийкемдүү таасир жок, аны ошол шарттарга ылайыктуу кылат.
Тиштин профилин тордоштурууну жөнгө салуучу негизги принциптерди жалпылоо.
Жооп:
Тиш профилдери кайсы жерде контактта болбосун, байланыш чекити аркылуу өткөн жалпы нормалдуу сызык борбордук сызыктагы белгилүү бир чекит менен кесилиши керек. Бул шарт ырааттуу берүү катышын камсыз кылат.
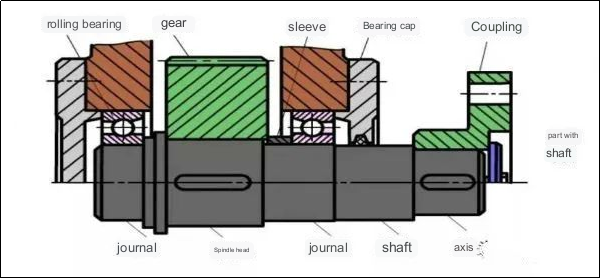
Тетиктерди валга тегерете бекитүүнүн кандай жолдору бар? (төрттөн ашык ыкмаларды камсыз кылуу)
Жооп:
Айлананын фиксациясынын мүмкүнчүлүктөрүнө ачкычтуу туташууну, сплиндик туташууну, интерференцияга туура келүүчү туташтырууну, орнотуучу бураманы, төөнөгүч байланышты жана кеңейтүүчү муунду колдонуу кирет.
Тетиктерди валга бекитүү үчүн октук бекитүү ыкмаларынын негизги түрлөрү кандай?
Ар биринин айырмалоочу өзгөчөлүктөрү кандай? (төртөөдөн көптү белгиле)
Жооп:
Тетиктерди валга бекитүү үчүн октук бекитүү ыкмалары ар бири өзүнчө мүнөздөмөлөргө ээ болгон бир нече негизги типтерди камтыйт. Аларга жаканы бекитүү, жип менен бекитүү, гидравликалык бекитүү жана фланец менен бекитүү кирет. Жаканы бекитүү тетикти октук боюнча бекитүү үчүн валдын тегерегине бекемделген жаканы же кысгычты колдонууну камтыйт. Жиптерди бекитүү валга же бөлүккө жиптерди бири-бирине бекем бекитүү үчүн колдонууну билдирет. Гидротехникалык бекитүү тетик менен валдын ортосунда тыгыз байланышты түзүү үчүн гидравликалык басымды колдонот. Фланецти бекитүү болт менен ширетилген фланецти колдонууну камтыйтcnc иштетүү бөлүктөрүнжана шахта, коопсуз октук тиркемени камсыз кылуу.
Эмне үчүн жабык курт дисктер үчүн жылуулук балансын эсептөөлөрдү жүргүзүү зарыл?
Жооп:
Жабык курттуу дисктер салыштырмалуу тайгаланууну жана сүрүлүүнүн жогорку деңгээлин көрсөтөт. Жылуулукту таратуу мүмкүнчүлүктөрү чектелүү болгондуктан жана адгезия маселелерине ыкташкандыктан, жылуулук балансын эсептөө зарыл болуп калат.
Тиштин күчүн эсептөөдө кайсы эки күчтү эсептөө теориясы колдонулат?
Алар кандай кемчиликтерди көздөп жатышат?
Эгерде тиштүү трансмиссия жабык жумшак тиштүү бетти колдонсо, анын дизайн критерийи кандай?
Жооп:
Тиштин күчүн эсептөө тиш бетинин контакттык чарчоо күчүн жана тиш тамырынын ийилген чарчоо күчүн аныктоону камтыйт. Байланыштагы чарчоо күчү тиштин бетинде чарчоо жаракаларынын алдын алууга багытталган, ал эми ийилген чарчоо күчү тиш тамырындагы чарчоо жаракаларын чечет. Жабык жумшак тиштин бети колдонулган тиштүү өткөргүч тиш бетинин контакттык чарчоо күчүн эске алуу жана тиш тамырынын ийилген чарчоо күчүн текшерүү дизайн критерийине ылайык келет.
Муфталардын жана муфталардын тиешелүү функциялары кандай?
Алар бири-биринен эмнеси менен айырмаланат?
Жооп:
Муфталар да, муфталар да моментин берүү жана синхрондоштурулган айланууну камсыз кылуу үчүн эки валды туташтыруу максатында кызмат кылат. Бирок, алар эксплуатация учурунда ажыратуу мүмкүнчүлүктөрү боюнча айырмаланат. Cмуфталар колдонулуп жатканда ажыратылбай турган валдарды бириктирет; аларды ажыратуу менен гана мүмкүн болотайлануу бөлүктөрүөчүрүлгөндөн кийин. Башка жагынан алганда, муфталар машинанын иштөө учурунда каалаган учурда эки валды кошуу же ажыратуу мүмкүнчүлүгүн сунуш кылат.
Мунай пленкасынын подшипниктеринин туура иштеши үчүн зарыл шарттарды белгилеңиз.
Жооп:
Салыштырмалуу кыймылга дуушар болгон эки бет сына сымал боштук түзүшү керек; беттердин ортосундагы жылдыруу ылдамдыгы майлоочу майдын чоңураак порттон кирүүсүн жана кичирээк портунан чыгууну камсыз кылууга тийиш; майлоочу май белгилүү бир илешкектүүлүккө ээ болушу керек, жана шайкеш май менен камсыз кылуу зарыл.
7310 подшипник моделинин кесепеттери, айырмалоочу өзгөчөлүктөрү жана типтүү колдонмолору жөнүндө кыскача түшүндүрмө бериңиз.
Жооп:
Кодду чечмелөө: "7" коду бурчтук контакттуу шарикти билдирет. "(0)" белгилөө стандарттуу туураны билдирет, "0" милдеттүү эмес. "3" саны диаметри боюнча орто катарды билдирет. Акыр-аягы, "10" 50 мм ички подшипник диаметрине туура келет.
Функциялар жана колдонмолор:
Бул подшипник модели бир эле учурда бир багытта радиалдык жана октук жүктөрдү көтөрө алат. Ал жогорку чек ылдамдыгын сунуш кылат жана адатта жупта колдонулат.
Тишти бергичти, ремени бергичти жана чынжырчаны камтыган берүү тутумунда, адатта, эң жогорку ылдамдык деңгээлинде өткөрүүнүн кайсы түрү жайгаштырылат?
Тескерисинче, трансмиссиянын кайсы компоненти эң төмөнкү тиштүү абалда жайгашкан?
Бул тартиптин негизин түшүндүрүп бер.
Жооп:
Жалпысынан, ремень диски эң жогорку ылдамдык деңгээлинде, ал эми чынжырлуу диск эң төмөнкү тиштүү абалда жайгаштырылат. Кур диски туруктуу берүү, жумшартуу жана шок жутуу сыяктуу атрибуттарга ээ, бул мотор үчүн жогорку ылдамдыкта пайдалуу. Башка жагынан алганда, чынжыр дисктер иштөө учурунда ызы-чуу жаратат жана аз ылдамдыктагы сценарийлер үчүн жакшыраак ылайыктуу, ошондуктан адатта төмөнкү тиш баскычына бөлүнөт.
Чынжыр берүүнүн бирдей эмес ылдамдыгына эмне себеп болот?
Ага кандай негизги факторлор таасир этет?
Кандай шарттарда көз ирмемдик берүү катышы туруктуу бойдон кала алат?
Жооп:
1) чынжыр берүүдөгү туура эмес ылдамдык биринчи кезекте чынжыр механизмине мүнөздүү көп бурчтуу эффект менен шартталган; 2) ага таасир этүүчү негизги факторлор чынжырдын ылдамдыгын, чынжырдын кадамын жана тиштин тиштеринин санын камтыйт; 3) Чоң жана кичирээк тиштердеги тиштердин саны барабар болгондо (б.а. z1=z2) жана алардын ортосундагы борбордун аралыгы кадамдын (р) так эселенген бөлүгү болсо, көз ирмемдик берүү катышы 1де туруктуу бойдон калат.
Цилиндрдик тиштүү редукцияда эмне үчүн тиштин тишинин туурасы (b1) чоңураак тиштүүнүн тишинин туурасынан (b2) бир аз чоңураак?
Күчтү эсептөөдө тиштин туурасынын коэффициенти (ψd) b1 же b2ге негизделиши керекпи? Неге?
Жооп:
1) Монтаждык каталардан улам тиштүү механизмдердин октук туура эмес түзүлүшүнө жол бербөө үчүн, торлуу тиштин туурасы кыскарып, жумушчу жүктүн көбөйүшүнө алып келет. Демек, кичине тиштүү тиштин туурасы (b1) чоңураак тиштүүнүн b2ден бир аз чоңураак болушу керек. Күчтү эсептөө чоңураак тиштүү механизмдин тишинин туурасына (b2) негизделиши керек, анткени ал жуп цилиндрдик тиштүү дөңгөлөктөр кошулганда чыныгы контакттын туурасын билдирет.
Эмне үчүн кичинекей шкивдин диаметри (d1) минималдуу диаметрге (dmin) барабар же андан чоңураак, ал эми кыймылдаткыч дөңгөлөктүн оролуу бурчу (α1) басаңдатуучу кайыш дискинде 120° ге барабар же андан чоң болушу керек?
Жалпысынан, сунушталган кур ылдамдыгы 5 25 м / с ортосунда болот.
в деген эмнекайыш ылдамдыгы бул диапазондон ашса, анда эмне болот?
Жооп:
1) Кичинекей шкивдин кичирээк диаметри курдагы ийилүүчү стресске алып келет. Ашыкча ийилген стресстин алдын алуу үчүн, кичинекей шкивдин минималдуу диаметри сакталышы керек.
2) Айдоочу дөңгөлөктүн оролуу бурчу (α1) курдун максималдуу эффективдүү чыңалуусуна таасир этет. Кичирээк α1 натыйжасы азыраак максималдуу эффективдүү тартуу күчүн берет. Максималдуу эффективдүү тартуу күчүн жогорулатуу жана тайып кетүүнү болтурбоо үчүн, көбүнчө α1≥120° орогуч бурчу сунушталат.
3) Ременин ылдамдыгы 5 м/с диапазондон 25 м/сек чейин түшсө, кесепеттерге алып келиши мүмкүн. Диапазондон төмөн ылдамдык чоңураак эффективдүү тартуу күчүн (Fe) талап кылышы мүмкүн, бул кайыштардын санынын (z) көбөйүшүнө жана чоңураак кур айдаткыч структурасына алып келет. Тескерисинче, кур ылдамдыгы жогору борбордон четтөөчү күчкө (Fc) алып келет, бул этияттыкты талап кылат.
Спиралдык прокаттын жакшы жана жаман жактары.
Жооп:
Артыкчылыктары
1) Ал минималдуу эскирүүнү көрсөтөт жана жөндөө техникасы клиренсти жок кылуу жана алдын ала белгилүү бир деңгээлдеги деформацияны пайда кылуу үчүн колдонулушу мүмкүн, ошону менен катуулукту күчөтөт жана өткөргүчтүн жогорку тактыгына жетишет.
2) Өзүн-өзү бекитүүчү системалардан айырмаланып, ал сызыктуу кыймылды айланма кыймылга айландырууга жөндөмдүү.
Кемчиликтери
1) структурасы татаал жана өндүрүштө кыйынчылыктарды жаратат.
2) Кээ бир механизмдер артка кайтууга жол бербөө үчүн кошумча өзүн-өзү бекитүүчү механизмди талап кылышы мүмкүн.
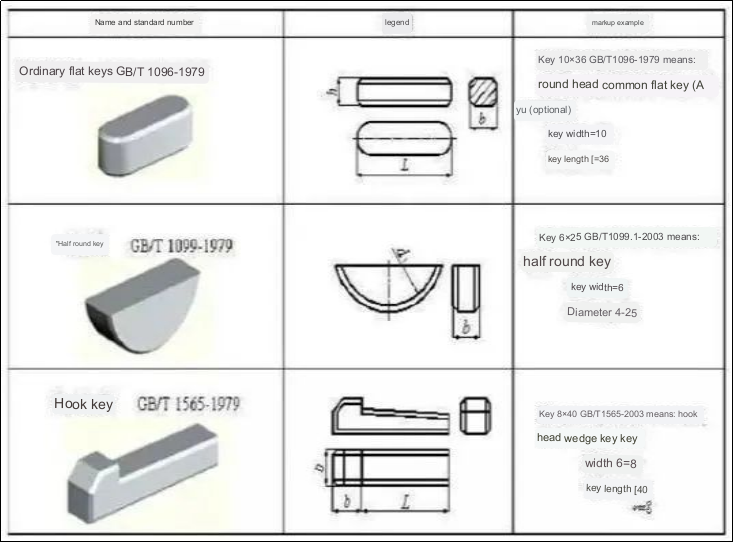
Ачкычтарды тандоонун негизги принциби кандай?
Жооп:
Ачкычтарды тандоодо эки негизги нерсе бар: түрү жана өлчөмү. Түрү тандоо негизги байланыштын структуралык мүнөздөмөлөрү, колдонуу талаптары жана иштөө шарттары сыяктуу факторлорго көз каранды.
Башка жагынан алып караганда, өлчөмүн тандоо стандарттык мүнөздөмөлөргө жана күч талаптарына ылайык болушу керек. Ачкычтын өлчөмү кесилишинин өлчөмдөрүнөн (ачкычтын туурасы b * ачкычтын бийиктиги h) жана L узундугунан турат. Көлөмдөрдүн кесилишинин b*h тандоосу валдын диаметри d менен аныкталат, ал эми ачкычтын узундугу L болушу мүмкүн. жалпысынан хабдын узундугуна жараша аныкталат, демек L ачкычтын узундугу хабдын узундугунан ашпашы керек. Кошумчалай кетсек, багыттоочу жалпак ачкычтар үчүн хабдын узундугу L', адатта, дөңгөлөктүн узундугун жана жылма аралыкты эске алуу менен валдын диаметринен d (1,5-2) эсе көп болот.
Anebon өзүнүн күчтүү техникалык мүмкүнчүлүктөрүнө таянат жана тынымсыз CNC металл иштетүү талаптарын канааттандыруу үчүн өнүккөн технологияларды иштеп чыгат,5 огу cnc фрезерлөө, жана автомобиль куюу. Биз бардык сунуштарды жана пикирлерди жогору баалайбыз. Жакшы кызматташтык аркылуу биз өз ара өнүгүүгө жана өркүндөтүүгө жетише алабыз.
Кытайда ODM өндүрүүчүсү катары, Anebon алюминий штамптоо бөлүктөрүн жана өндүрүштүк техника компоненттерин өзгөчөлөштүрүү боюнча адистешкен. Азыркы учурда, биздин өнүмдөр Түштүк-Чыгыш Азия, Америка, Африка, Чыгыш Европа, Россия, Канада, анын ичинде дүйнөнүн алтымыштан ашуун өлкөлөрүнө жана ар кандай аймактарына экспорттолуп келет. Anebon Кытайдагы жана дүйнөнүн башка бөлүктөрүндөгү потенциалдуу кардарлар менен кеңири байланыштарды түзүүгө умтулат.
Посттун убактысы: 16-август-2023