
CNC куралы деген эмне?
Өркүндөтүлгөн кайра иштетүүчү жабдуулардын жана жогорку өндүрүмдүүлүктөгү CNC кесүүчү шаймандардын айкалышы анын тийиштүү иштешине толук ойноп, жакшы экономикалык пайдаларга жетише алат. Кесүүчү шайман материалдарынын тез өнүгүшү менен, ар кандай жаңы кесүүчү шайман материалдары физикалык, механикалык касиеттерин жана кесүү көрсөткүчтөрүн бир топ жакшыртты, ошондой эле аларды колдонуу диапазону да кеңейе берди.
CNC куралдарынын структуралык курамы?
CNC (Компьютердик Сандык Башкаруу) инструменттер компьютер сыяктуу сактагычта коддолгон программаланган буйруктар менен башкарылуучу станоктук шаймандар. Бул инструменттер кесүү, бургулоо, фрезерлөө жана калыптандыруу сыяктуу так иштетүү операцияларын аткаруу үчүн компьютер тарабынан башкарылуучу системаны колдонушат. Аспаптар өндүрүш процесстеринде, өзгөчө аэрокосмостук, автоунаа, медициналык жана металл иштетүү сыяктуу тармактарда колдонулат.
CNC инструменттери, мисалы, бир катар машиналарды камтыйтCNC фрезерлөөмашиналар, CNCтокарь процесси, CNC роутер, CNC плазма кескичтер, жана CNC лазер кескичтер. Бул инструменттер компьютердик сандык башкарууну колдонуу менен кесүүчү аспапты же дайындаманы үч же андан көп окторго жылдыруу менен иштешет.
CNC инструменттери алардын тактыгы, тактыгы жана кайталануучулугу менен белгилүү, бул аларды татаал бөлүктөрдү жана тетиктерди катуу толеранттуулук менен өндүрүү үчүн идеалдуу кылат. Алар ошондой эле салттуу кол менен иштеген машиналарга караганда тез темп менен жогорку сапаттагы продукцияны чыгарууга жөндөмдүү, бул өндүрүштүн өндүрүмдүүлүгүн жана натыйжалуулугун жогорулатууга жардам берет.
CNC инструменттери кандай негизги касиеттерге ээ болушу керек?
1. Катуулугу: CNC инструменти материалдары иштетүү процессинде эскирүүгө каршы туруу үчүн жетиштүү катуу болушу керек.
2. Катуулугу: CNC инструменти материалдары таасирге жана соккуга туруштук бере тургандай катуу болушу керек.
3. Жылуулукка каршылык: CNC инструменти материалдары күчүн же бышыктыгын жоготпостон иштетүү процессинде пайда болгон жогорку температурага туруштук бере алышы керек.
4. Кийимге каршылык: CNC инструменти материалдары workpiece менен байланышта болгон абразивдүү эскирүүгө туруктуу болушу керек.
5. Химиялык туруктуулук: CNC курал материалдары дат жана химиялык зыяндын башка түрлөрүн болтурбоо үчүн химиялык туруктуу болушу керек.
6. Machinability: CNC курал материалдары каалаган түрдө машинага жана калыпка жеңил болушу керек.
7. Эффективдүүлүк: CNC инструменти материалдары, алардын натыйжалуулугун жана узак мөөнөттүүлүгүн эске алуу менен, жеткиликтүү жана үнөмдүү болушу керек.

Кесүүчү куралдардын түрлөрү, касиеттери, мүнөздөмөлөрү жана колдонулушу
Материалдын ар бир түрү өзүнүн уникалдуу касиеттерине, өзгөчөлүктөрүнө жана колдонулушуна ээ. Бул жерде алардын касиеттери жана колдонуу менен бирге кээ бир жалпы кесүүчү курал материалдары болуп саналат:
1. Жогорку ылдамдыктагы болот (HSS):
HSS болоттун, вольфрамдын, молибдендин жана башка элементтердин айкалышынан жасалган кесүүчү курал материалы болуп саналат. Ал өзүнүн жогорку катуулугу, эскирүүгө туруктуулугу жана бышыктыгы менен белгилүү, ошондуктан аны ар кандай материалдарды, анын ичинде болот, алюминий эритмелери жана пластмассаларды иштетүүгө ылайыктуу кылат.
2. Карбид:
Карбид - вольфрам карбидинин бөлүкчөлөрүнүн аралашмасынан жана кобальт сыяктуу металлдык байланыштыргычтан жасалган курама материал. Ал дат баспас болот, чоюн жана жогорку температурадагы эритмелер сыяктуу катаал материалдарды иштетүү үчүн идеалдуу кылып, өзгөчө катуулугу, эскирүү туруктуулугу жана ысыкка туруктуулугу менен белгилүү.
3. Керамика:
Керамикалык кесүүчү аспаптар алюминий оксиди, кремний нитриди жана цирконий сыяктуу түрдүү керамикалык материалдардан жасалат. Алар катуу жана абразивдүү материалдарды, мисалы, керамика, композиттер жана суперэритмелерди иштетүү үчүн ылайыктуу кылып, алардын жогорку катуулугу, эскирүү туруктуулугу жана химиялык туруктуулугу менен белгилүү.
4. Кубдук бор нитриди (CBN):
CBN куб бор нитридинин кристаллдарынан жасалган синтетикалык материал. Ал өзүнүн өзгөчө катуулугу, эскирүүгө туруктуулугу жана ысыкка туруктуулугу менен белгилүү, бул катууланган болотторду жана башка кесүүчү шаймандардын материалдарын колдонуу менен иштетүү кыйын болгон башка материалдарды иштетүүгө ылайыктуу.
5. Алмаз:
Алмаз кесүүчү аспаптар табигый же синтетикалык алмаздан жасалган. Алар түстүү металлдарды, композиттерди жана башка катуу жана абразивдүү материалдарды иштетүү үчүн ылайыктуу кылып, өзгөчө катуулугу, эскирүү туруктуулугу жана ысыкка туруктуулугу менен белгилүү.
Ошондой эле капталган курал деп аталган куралдын өзгөчө түрү бар.
Жалпысынан алганда, жогоруда материалдар жабуу катары колдонулат, алар CNC станок аспаптарда көп колдонулат.
Капталган инструмент – бул анын иштөөсүн жакшыртуу жана анын иштөө мөөнөтүн узартуу үчүн бетине жука материал катмары бар шайман. Каптоо материалы куралдын максаттуу колдонулушунун негизинде тандалат жана жалпы каптоо материалдарына титан нитриди (TiN), титан карбонии (TiCN) жана алмаз сымал көмүртек (DLC) кирет.
Каптоо куралдын иштешин ар кандай жолдор менен жакшыртат, мисалы, сүрүлүүнү жана эскирүүнү азайтуу, катуулугун жана катуулугун жогорулатуу, коррозияга жана химиялык зыянга каршы туруктуулугун жогорулатуу. Мисалы, TiN менен капталган бургу капталбаганга караганда үч эсеге чейин созулат, ал эми TiCN менен капталган тегирмен катуураак материалдарды аз эскирүү менен кесип алат.
Капталган аспаптар, адатта, өндүрүш, аэрокосмостук, унаа жана медициналык аппараттарды өндүрүү сыяктуу тармактарда колдонулат. Алар кесүү, бургулоо, фрезерлөө, майдалоо жана башка механикалык операциялар үчүн колдонулушу мүмкүн.
CNC инструменттеринин материалдарын тандоо принциптери
CNC инструменттеринин материалдарын тандоо тактыкты иштеп чыгууда жана өндүрүүдө маанилүү жагдай болуп саналатайлануу бөлүктөрү. Аспаптын материалын тандоо бир катар факторлорго, анын ичинде иштетилип жаткан материалдын түрү, иштетүү операциясы жана каалаган бүтүрүү боюнча жүргүзүлөт.
Бул жерде CNC курал материалдарын тандоо принциптеринин кээ бирлери:
1. Катуулугу:Аспап материалы иштетүүдө пайда болгон күчтөргө жана температурага туруштук бере тургандай катуу болушу керек. Катуулугу, адатта, Роквелл С шкаласы же Викерс шкаласы боюнча өлчөнөт.
2. Катуулугу:Курал материалы сынууга жана сынууга туруштук бере тургандай катуу болушу керек. Катуулугу, адатта, соккунун күчү же сынган катуулугу менен өлчөнөт.
3. Кийүүгө каршылык:Курал материалы кесүүчү четин сактап калуу жана шаймандын бузулушунан сактануу үчүн жакшы эскирүүгө туруштук бериши керек. Материалдын тозууга туруктуулугу көбүнчө белгилүү бир өлчөмдөгү механикалык иштетүүдө аспаптан алынган материалдын көлөмү менен өлчөнөт.
4. Жылуулук өткөрүмдүүлүк: Курал материалы иштетүү учурунда пайда болгон жылуулукту таркатууга жакшы жылуулук өткөрүмдүүлүккө ээ болушу керек. Бул аспаптын иштебей калышын алдын алууга жана өлчөмдүн тактыгын сактоого жардам берет.
5. Химиялык туруктуулук:Дайындалуучу материал менен химиялык реакцияларды болтурбоо үчүн инструмент материалы химиялык жактан туруктуу болушу керек.
6. Наркы:Аспап материалынын баасы да маанилүү нерсе, айрыкча жогорку көлөмдөгү өндүрүш үчүн.
CNC инструменттери үчүн колдонулган жалпы материалдар карбид, жогорку ылдамдыктагы болот, керамика жана алмазды камтыйт. Аспаптын материалын тандоо конкреттүү иштетүү операциясына жана каалаган бүтүрүүгө, ошондой эле иштетилип жаткан материалдарга жана колдо болгон жабдууларга жараша болот.
1) Кесүүчү куралдын материалы иштетилген объекттин механикалык касиеттерине дал келет
Кесүүчү куралдын материалын иштетилген объекттин механикалык касиеттерине дал келтирүү CNC иштетүүдө маанилүү жагдай болуп саналат. Иштелген объекттин механикалык касиеттери анын катуулугун, катуулугун жана ийкемдүүлүгүн жана башкаларды камтыйт. Даярдалган объекттин механикалык касиеттерине дал келген же толуктоочу кесүүчү аспаптын материалын тандоо иштетүүнүн натыйжалуулугун жана натыйжалуулугун жакшыртат, инструменттин эскиришин азайтат жана даяр бөлүктүн сапатын жакшыртат.
① Курал материалынын катуулугунун тартиби: алмаз аспабы> куб бор нитриди куралы> керамикалык курал> вольфрам карбиди> жогорку ылдамдыктагы болот.
② Аспап материалдарынын ийилүүчү бекемдигинин тартиби: жогорку ылдамдыктагы болот > цементтелген карбид > керамикалык аспаптар > алмаз жана куб бор нитриди аспаптар.
③ Аспап материалдарынын бышыктыгынын тартиби: жогорку ылдамдыктагы болот > цементтелген карбид > куб бор нитриди, алмаз жана керамикалык аспаптар.
Мисалы, эгер иштетилген объект катууланган болот же чоюн сыяктуу катуу жана морт материалдан жасалган болсо, карбид же керамика сыяктуу катуу жана тозууга туруктуу материалдан жасалган кесүүчү аспап эң жакшы тандоо болушу мүмкүн. Бул материалдар иштетүү учурунда пайда болгон жогорку кесүү күчтөрүнө жана температурага туруштук бере алат жана алардын курч кесүүчү четтерин узак убакытка сактай алат.
Башка жагынан алганда, эгерде иштетилген объект алюминий же жез сыяктуу жумшак жана ийкемдүү материалдан жасалган болсо, жогорку ылдамдыктагы болот сыяктуу катуураак материалдан жасалган кесүүчү аспап ылайыктуураак болушу мүмкүн. Жогорку ылдамдыктагы болот иштетүү учурунда соккуну жана титирөөнү жакшыраак сиңирип, инструменттин сынуу коркунучун азайтат жана инструменттин иштөө мөөнөтүн жакшыртат.
2) Кесүүчү шайман материалынын иштетилген объекттин физикалык касиеттерине дал келүүсү
Кесүүчү куралдын материалын иштетилген объекттин физикалык касиеттерине дал келтирүү CNC иштетүүдө да маанилүү жагдай болуп саналат. Иштелген объекттин физикалык касиеттери анын жылуулук өткөргүчтүгүн, жылуулук кеңейүү коэффициентин жана башкалардын арасында беттик бүтүрүү талаптарын камтыйт. Даярдалган объекттин физикалык касиеттерине дал келген же толуктоочу кесүүчү аспаптын материалын тандоо, иштетүүнүн натыйжалуулугун жакшыртат, инструменттин эскиришин азайтат жана даяр бөлүктүн сапатын жакшыртат.
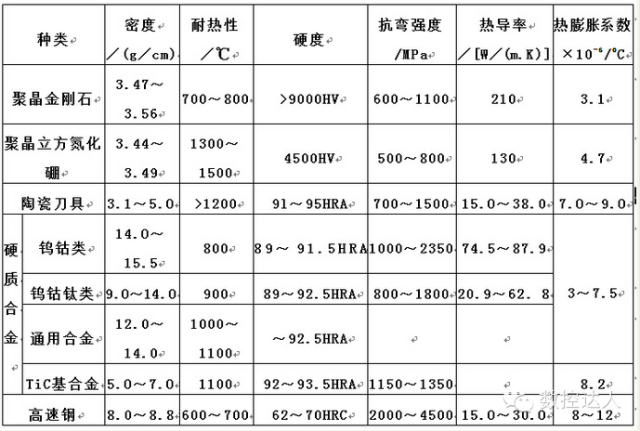
① Ар кандай аспаптык материалдардын ысыкка чыдамдуу температурасы: алмаз аспаптары үчүн 700-8000C, ПХБ аспаптары үчүн 13000-15000C, керамикалык аспаптар үчүн 1100-12000C, TiC(N) негизиндеги цементтелген карбид үчүн 900-11000C жана W11 үчүн 9000C - негизинде өтө майда дан Цементтелген карбид 800~9000С, HSS 600~7000С.
②Ар кандай шайман материалдарынын жылуулук өткөрүмдүүлүгүнүн тартиби: PCD>PCBN>WC негизиндеги цементтелген карбид>TiC(N) негизиндеги цементтелген карбид>HSS>Si3N4 негизиндеги керамика>A1203 негизиндеги керамика.
③ Ар кандай шайман материалдарынын жылуулук кеңейүү коэффициентинин тартиби: HSS>WC негизиндеги цементтелген карбид>TiC(N)>A1203 негизиндеги керамика>PCBN>Si3N4 негизиндеги керамика>PCD.
④Ар кандай шайман материалдарынын термикалык соккуга туруктуулугунун тартиби: HSS>WC негизиндеги цементтелген карбид>Si3N4 негизиндеги керамика>PCBN>PCD>TiC(N) негизиндеги цементтелген карбид>A1203 негизиндеги керамика.
Мисалы, эгерде иштетилген объект жез же алюминий сыяктуу жогорку жылуулук өткөрүмдүүлүккө ээ болсо, жогорку жылуулук өткөрүмдүүлүгү жана жылуулук кеңейүү коэффициенти төмөн кесүүчү аспап эң жакшы тандоо болушу мүмкүн. Бул инструментти иштетүүдө жылуулукту эффективдүү таркатууга мүмкүндүк берет жана аспаптын да, иштетилген объекттин да термикалык бузулуу коркунучун азайтат.
Ошо сыяктуу эле, эгерде иштетилген объект катуу беттик бүтүрүү талаптары бар болсо, жогорку эскирүү туруктуулугу жана сүрүлүү коэффициенти төмөн кесүүчү аспап эң жакшы тандоо болушу мүмкүн. Бул аспаптын ашыкча эскирбестен же иштетилген объектиге зыян келтирбестен, каалаган бетине жетишүүгө жардам берет.
3) Кесүүчү куралдын материалын иштетилген объекттин химиялык касиеттерине дал келтирүү
Кесүүчү куралдын материалын иштетилген объекттин химиялык касиеттерине дал келтирүү CNC иштетүүдө да маанилүү жагдай болуп саналат. Иштелип жасалган объекттин химиялык касиеттерине анын реактивдүүлүгү, коррозияга туруктуулугу жана химиялык курамы жана башкалар кирет. Даярдалган объекттин химиялык касиеттерине дал келген же толуктаган кесүүчү аспаптын материалын тандоо, иштетүүнүн натыйжалуулугун жакшыртат, инструменттин эскиришин азайтат жана даяр бөлүктүн сапатын жакшыртат.
Мисалы, эгерде иштетилген объект титан же дат баспас болот сыяктуу реактивдүү же коррозиялык материалдан жасалган болсо, алмаз же PCD (поликристалл алмаз) сыяктуу коррозияга туруктуу материалдан жасалган кесүүчү аспап эң жакшы тандоо болушу мүмкүн. Бул материалдар коррозияга же реактивдүү чөйрөгө туруштук бере алат жана алардын курч кесүүчү кырларын узак убакытка сактай алат.
Ошо сыяктуу эле, эгерде иштетилген объект татаал химиялык составга ээ болсо, алмаз же куб бор нитриди (CBN) сыяктуу химиялык жактан туруктуу жана инерттүү материалдан жасалган кесүүчү шайман эң жакшы тандоо болушу мүмкүн. Бул материалдар даярдалган материал менен химиялык реакцияларды болтурбай, убакыттын өтүшү менен кесүү натыйжалуулугун сактай алат.
① Ар кандай шайман материалдарынын (болот менен) биригүүгө каршы температурасы: PCBN>керамика>катуу эритме>HSS.
② Ар кандай курал материалдарынын кычкылданууга каршылык температурасы төмөнкүдөй: керамика> PCBN> вольфрам карбиди> алмаз> HSS.
③Аспап материалдарынын диффузиялык күчү (болот үчүн): алмаз>Si3N4 негизиндеги керамика>PCBN>A1203 негизиндеги керамика. Диффузия интенсивдүүлүгү (титан үчүн): A1203 негизиндеги керамика>PCBN>SiC>Si3N4>алмаз.
4) CNC кесүүчү курал материалдарын акылга сыярлык тандоо
CNC кесүүчү шайман материалдарын тандоо, мисалы, даяр материал, иштетүү операциясы жана куралдын геометриясы сыяктуу ар кандай факторлорго көз каранды. Бирок, CNC иштетүү үчүн кесүүчү курал материалдарды тандоо боюнча кээ бир жалпы көрсөтмөлөрдү камтыйт:
1. Дайындалуучу материалдын касиеттери: Кесүүчү аспаптын материалын тандоодо даяр материалдын механикалык, физикалык жана химиялык касиеттерин эске алыңыз. Натыйжалуу жана жогорку сапаттагы иштетүүгө жетишүү үчүн кесүүчү аспаптын материалын даярдалган материалга дал келтириңиз.
2. Иштетүү операциясы: Айдоо, фрезерлөө, бургулоо же майдалоо сыяктуу аткарылып жаткан иштетүү операциясынын түрүн карап көрүңүз. Ар кандай иштетүү операциялары ар кандай кесүүчү шайман геометриясын жана материалдарды талап кылат.
3. Аспаптын геометриясы: Курал материалын тандоодо кесүүчү куралдын геометриясын эске алыңыз. Курч кесүүчү жээкти сактап, иштетүү учурунда пайда болгон кесүү күчтөрүнө туруштук бере ала турган материалды тандаңыз.
4. Аспаптын эскириши: Кесүүчү куралдын материалын тандоодо инструменттин эскирүү ылдамдыгын эске алыңыз. Кесүү күчтөрүнө туруштук бере ала турган материалды тандаңыз жана инструменттин өзгөрүшүн азайтуу жана иштетүүнүн натыйжалуулугун жогорулатуу үчүн анын курч кесүүчү кырын мүмкүн болушунча узак убакытка сактаңыз.
5. Наркы: Куралды тандоодо кесүүчү куралдын материалынын баасын эске алыңыз. Кесүү өндүрүмдүүлүгү менен наркынын эң жакшы балансын камсыз кылган материалды тандаңыз.
Кээ бир жалпы кесүүчү куралдар колдонулатCNC иштетүүжогорку ылдамдыктагы болот, карбид, керамика, алмаз жана CBN кирет. Ар бир материалдын өзүнүн артыкчылыктары жана кемчиликтери бар, ал эми инструмент материалды тандоодо иштетүү операциясын жана даяр материалды кылдат түшүнүүгө негизделиши керек.
Анебондун түбөлүк умтулуусу - бул "базарга көңүл буруңуз, каада-салтты эске алыңыз, илимге көңүл буруңуз" жана "сапат негизги, биринчиге ишенүү жана алдыңкы башкаруу" теориясы болуп саналат. Сиздин сурооңуз үчүн өнөр жай, Anebon цитата. Көбүрөөк маалымат алуу үчүн, биз менен байланышыңыз, Anebon сизге ASAP жооп берет!
Hot сатуу Factory Кытай 5 огу cnc иштетүү бөлүктөрү, CNC тетиктерин бурулуп жана жез бөлүгүн фрезер. Биздин компанияга, фабрикага жана биздин көргөзмө залыбызга келүүгө кош келиңиз, анда сиздин күткөнүңүзгө жооп бере турган ар кандай чач буюмдары көрсөтүлөт. Ошол эле учурда, Anebon веб-сайтына баруу ыңгайлуу жана Anebon сатуу кызматкерлери сизге эң жакшы кызматты көрсөтүү үчүн колунан келгендин баарын кылышат. Көбүрөөк маалымат керек болсо, Anebon менен байланышыңыз. Anebon максаты кардарларга өз максаттарын ишке ашырууга жардам берүү болуп саналат. Анебон бул жеңишке жетүү үчүн көп күч-аракетин жумшап келет.
Посттун убактысы: Мар-08-2023