
Механика катуу жана практикалык предмет болуп саналат
Чиймелерге келсек, сиз жаңылбайсыз.
Эгерде бир жерде ката болсо, анда чыныгы колдонмо таптакыр туура эмес болуп калат.
сени сынайм
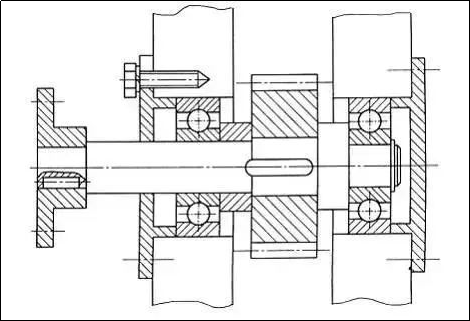
Бул диаграммада катаны көрө аласызбы?
Механикалык чиймелердин түрлөрү
Механикалык чиймелердин бир нече түрлөрү бар: схемалык схемалар жана тетиктердин чиймелери. BOM тизмелери. Чийменин түрүн билгенден кийин, ал эмнени билдирерин жана анын маанисин аныктай аласыз. Канча сөз бар?
Механикалык чиймелерди кантип окуу керек?
Бул чийменин кандай түрү экенин тактаңыз: монтаждык чийме же схемалык схема. Бул бөлүктөрдүн чийме же БОМ тизмеси да болушу мүмкүн. Сүрөттүн ар кандай түрлөрү ар кандай маалыматка ээ жана алардын басымы ар башка.
Сүрөттөр бирдей болгонуна карабастан, бардыгы бирдей улуттук чийүү стандарттарын сакташат. Эл көрүү үчүн чийме түзүлөт. Эгер ал өтө татаал болсо, өтө көп жерлерге ээ болсо же башка адамдар түшүнбөсө, маанисин жоготот. Объекттин атын, санын, санын, материалын (эгер бар болсо), пропорцияны, бирдикти жана башка тиешелүү маалыматты көрүү үчүн төмөнкү оң бурчтагы аталыш тилкесин караңыз.
Мисал тартуу
Көрүү багытын аныктаңыз. Стандарттык чиймелерде, адатта, жок дегенде бирөө болот. Көрүнүш идеясы чийүү геометриясынын проекцияларынан келип чыгат. Сүрөттөрдү түшүнүү үчүн бул үч көрүнүш түшүнүгүн түшүнүү керек.
Объекттин формасы проекция принцибинин жардамы менен туюнтулуп, аны квадранттын каалаган жерине жайгаштырууга болот. Жалпысынан алганда, объект проекцияны алуу үчүн биринчи төрт чарчыга жайгаштырылышы керек. Бул ыкма биринчи бурчтук проекция ыкмасы катары белгилүү. Экинчи, үчүнчү жана төртүнчү бурчтук проекциялоо ыкмалары да мүмкүн.
Европада (мисалы, Улуу Британияда жана Германияда) бул ыкма көбүнчө колдонулат. Үчүнчү бурч ыкмасын АКШ, Япония жана башка өлкөлөр колдонушат.
Бул көз караштын негизги пункту. Ал мейкиндик кыялданууну жана топтоону талап кылат. Тамашанын айтымында, эгерде буюмдун өзүн калыбына келтире албаса, анда “кудук казып, мор куруу” уят болот. форма.
Өлчөмү жөнүндө тез карап чыгуу менен түшүнүк ала аласыз. Эгер сиз продюсер болсоңуз, аны колдонгондо текшеришиңиз керек болот.
Эгер чиймелерди окуган болсоңуз, сизди азыр жөнөкөй адам деп эсептей аласыз. Эгер майда-чүйдөсүнө чейин кирүүнү каалабасаңыз, ушул жерден токтосоңуз болот. Механикалык чийме маалыматы андан алда канча көп.
Механикалык чиймелер
Механикалык чиймелер (бул чиймелер буюмдардын стандарттуу иштетүү чиймелери) буюмдун түзүлүшүн, материалын, тактыгын жана өлчөмдөрүн көрсөтөт. Компонент, машина же бөлүк үчүн бардык дизайн маалыматтары.
Мен өнөр жайга кире электе материалдарды жана структуралык компоненттерди көргөн болсом да, чиймелер дагы эле көп маалыматты камтыйт. Механикалык дизайн боюнча колдонмо миңдеген барактарды түзөт, анткени дээрлик бардык механикалык маалыматтар чиймелерде камтылган. Ар бир чен-өлчөмгө жана туюнтма мааниге ээ жана алардын баары негизги билимдердин чоң бөлүгүн билдирет. Сиз түшүнө ала турган маалыматтын көлөмү сиздин жеке топтооңузга жараша болот.
Продукциянын чиймелериндеги тактык
Цилиндрдин диаметри сыяктуу механикалык өлчөмдөр жөн гана өлчөө эмес. Өлчөм же толеранттуулук (+-0,XX) белгилениши маанилүү эмес. Бул механикалык (өлчөмдүү тактык) дегенди билдирет. Бул дайыма эле жакшы идея болуп саналат.
Өндүрүлгөн механикалык тетиктердин көптүгүнө байланыштуу өлчөмдөрдүн бир диапазондо көзөмөлдөнүшү маанилүү. Компоненттерде геометриялык толеранттуулуктар да бар, алар белгиленген же белгиленбесе да бар. Улуттук стандарттар белгиленбеген тактыкты (толеранттуулукту) шарттайт, ал эми кээ бир чийме талаптары тактык механикалык бөлүктөр үчүн маанилүү экенин белгилейт. Бул белгилүү бир топтоону талап кылат. Статус-кводон качууну жана UG CNC программалоону үйрөнүүнү кааласаңыз, QQ1624392196 кошуңуз.
Чиймелерде буюмдун жасалуу процесси көрсөтүлгөн
Процесс - бул кантип өндүрүү же чогултууиштетүү бөлүгү. Механикалык чиймелер өндүрүш процесси жөнүндө маалыматты түздөн-түз билдирбеши мүмкүн, бирок алар дагы эле негизги процессти камтыйт. Бөлүктү иштетүүгө мүмкүн болбосо, аны долбоорлоонун эч кандай пайдасы жок. Дизайнер тетикти кантип иштетүүнү ойлонсо керек, бул чиймелерде чагылдырылат.
Чиймеде көрсөтүлгөндөй буюмдун бетинин тегиздиги
бетинин оройлугу аны пайдаланууну аныктайт жана иштетүү талаптарын чектейт. Ар кандай иштетүү ыкмалары ар кандай оройлукка жетиши мүмкүн; мисалы, элементтин өлчөмү жана позициясынын толеранттуулугу же анын формасы.
Продукцияларды жылуулук менен иштетүү
Жылуулук менен дарылоо кайра иштетүүнү мүмкүн кылуу жана аткаруу колдонуучу талаптарына жооп берүү үчүн зарыл. Жылуулук менен дарылоо тандалган материалдарга жана иштетүү технологиясына да байланыштуу.
Продукциянын бетин тазалоо
Беттик тазалоо адатта техникалык талаптарда айтылат. Ошондой эле материал менен кандайдыр бир байланышы бар.
42 Негизги механикалык чийме ыктары
1. Кагаз форматтары өлчөмүнө жараша беш түргө бөлүнөт. Чийүү форматынын коддоруна A0, A1, A2, A3 жана A4 кирет. Титул тилкеси кадрдын төмөнкү оң бурчунда пайда болушу керек. Аталышы тилкесинин тексти сүрөт каралып жаткан багытка туура келиши керек.
2. График сызыктарынын сегиз түрү бар: жоон катуу сызык (калың катуу сызык), ичке катуу сызык (ичке катуу сызык), толкундуу сызык (кош полилиния), сызык сызык (ичке чекит-сызык), жоон чекиттүү сызык жана кош сызык. сызыкча.
3. Машина тетиктериндеги көрүнгөн контурларда калың катуу сызыктар бар. Бирок көзгө көрүнбөгөн контурлар чекиттүү сызыктар менен тартылган. Өлчөм сызыктары жана өлчөм сызыктары да катуу сызыктарды колдонушат. Ал эми симметрия борбору жана огу ичке чекиттер менен тартылган. . Калың катуу, сызык жана ичке сызыктардын калыңдыгы болжол менен ичке катуу заттын калыңдыгынын 1/3 бөлүгүн түзөт.
4. Сүрөттүн өлчөмү менен графиканын өлчөмүнүн ортосундагы катыш пропорция деп аталат.
5. 1:2 катышы физикалык өлчөм эки эселенген өлчөмдөгү графикалык көрсөткүч болуп саналат. Бул кыскартуу деп аталат.
6. 2:1 катышы өлчөмүн көбөйтүү болуп саналат.
7. Сиз ар дайым алгач тартылган чоңдуктун катышын колдонуу менен тартууга аракет кылышыңыз керек. Зарыл болсо, чоңойтуу/кичирейтүү катышын колдоно аласыз. Мисалы, 1:2 катышы кыскартуу жана 2:1 катышы чоңоюу болуп саналат. Кайсы масштабды колдонгонуңузга карабастан, машина тетиктеринин чыныгы өлчөмдөрү чиймеде көрсөтүлүшү керек.
8. Кытай тамгалары, сандары жана тамгалары таза штрихтер менен тыкан шрифт менен жана бирдей аралыкта жазылууга тийиш. Кытай тамгалары Long Song стилин колдонуу менен жазылышы керек.
9. Өлчөмдү аныктоо үч компоненттен турат: өлчөм сызыктары, өлчөмдүн чеги жана өлчөмдөрдүн саны.
10. Өлчөмдө R – айлананын радиусу; f - айлананын диаметри; жана Sf - шардын диаметри.
11. Чиймеде көрсөтүлгөн өлчөмдөр тетиктин өлчөмдөрүнө туура келет. Эгерде өлчөөлөр миллиметрде болсо, анда эч кандай код же ат талап кылынбайт.
12. Стандарттык горизонталдык өлчөмдүн башындагы сандын багыты жогору болушу керек; вертикалдык өлчөмдөр үчүн, ал калтырылышы керек. Бурчтун өлчөмдөрү ар дайым туурасынан жазылат. Чийме сызыгы санды кесип өткөндө, аны бузуу керек.
13. Символ менен көрсөтүлүшү мүмкүн болгон жантайыңкы жана горизонталдык сызыктардын ортосундагы жантаюу бурчу. Белгилөөдө белгинин жантайышы эңкейиштин жантайышына дал келиши керек. Белгиленген конус багыттары ырааттуу.
14. Конустун эңкейиши “1″ жана “1:5” символу менен белгиленет.
15. Тегиздик графикада сызык сегменттерин үч түргө классификациялоого болот: белгилүү сегмент, аралык сегмент жана бириктирүүчү сегмент. Сызык сегменттерин тартуу тартиби белгилүү сызык сегменттери, андан кийин ортоңку сызык сегменттери жана андан кийин туташтыруучу сызык сегменттери болушу керек.
16. Белгилүү узундугу жана жайгашуу өлчөмү белгилүү болгон сызык сегменти белгилүү сегмент деп аталат. Аралык сызык сегменти - бул белгиленген өлчөмү бар сегмент, бирок позициялоо өлчөмү толук эмес.
17. Сол көрүнүш пайда болгон проекция планы каптал проекциясы деп аталат, ошондой эле каптал деп аталат жана В менен көрсөтүлөт.
18. Үч көрүнүштөгү проекциянын эрежеси - негизги көрүнүш, үстүнкү көрүнүш жана сол көрүнүш бирдей өлчөмдө болушу керек.
19. Тетиктин өлчөмдөрү үч түрдүү багытта өлчөнөт: бийиктиги, туурасы жана узундугу. Үстүнкү көрүнүш компоненттин туурасын жана узундугун гана көрсөтөт, ал эми алдыңкы көрүнүшү узундугун жана бийиктигин гана көрсөтөт.
20. Тетиктин алты багыты: сол, оң (алдыңкы жана арткы), өйдө, ылдый (сол), алдыга. Негизги көрүнүштө сол, оң, өйдө жана төмөн багыттары гана чагылдырылышы мүмкүн. Жогорку көрүнүштө сол, оң, алдыңкы жана арткы багыттарды гана чагылдырууга болот. Сол ориентация: бөлүктүн алдыңкы, арткы, үстүнкү жана төмөнкү багыттары гана сол көрүнүштө чагылдырылышы мүмкүн.
21. Үч негизги көрүнүш - негизги көрүнүш, жогорку жана сол көрүнүш.
22. Негизги көрүнүштөн башка дагы үч көрүнүш бар: оң көрүнүш, ылдыйкы көрүнүш жана арткы көрүнүш.
23. Көлөмдүү кесилиштер кесүү аянтынын өлчөмүнө жараша үч түрдүү түргө бөлүнүшү мүмкүн: толук кесилиштер, жарым кесилиштер жана жарым-жартылай кесилиштер.
24. Секциянын чиймелери кесүүнүн беш түрүнө бөлүнүшү мүмкүн: толук кесим, жарым кесим, жарым-жартылай кесим (кадам кесим) жана айкалыштырылган кесим.
25. Секциялык көрүнүштөр үчүн маркировкага үч бөлүк киргизилет: 1. Кесүүчү тегиздиктин абалын көрсөтүүчү белги (кесип сызыктары), эки учунда тамгалар бар. 2. Проекциянын багытын көрсөткөн жебе. 3. «х —-х» деген сөздөр.
26. Бардык кесилиштеги этикеткаларды этибарга албаңыз, анткени алар кесүүчү тегиздик машинанын бөлүгүнүн симметриясынан кесип өткөндүгүн көрсөтүп турат.
27. Бөлүмдүн ички формасын көрсөтүү үчүн бөлүкчөлөрдүн чиймелерин колдонсо болот. Бөлүктөр катуу жана көңдөй бөлүккө бөлүнөт.
28. Кокустук жана алынып салынган бөлүмдөрдүн ортосундагы айырмачылык, дал келүү - бул көрүнүштүн контурунун ичинде тартылган бөлүгү, ал эми алынып салынган бөлүгү - сыртка тартылган бөлүгү.
29. Чиймедеги графика бөлүктүн структуралык формасын гана көрсөтө алат. чийме боюнча өлчөмдөрү чыныгы өлчөмүн аныктоо үчүн колдонулушу керекcnc иштетилген компоненти.
30. Өлчөмдүк негиз – өлчөмдөр менен белгиленген сандарга берилген ат. Машина тетиктеринин узундугунун, туурасынын жана бийиктигинин ар бир өлчөмүндө жок дегенде бир өлчөмдүү база бар.
31. Беш элемент жипти түзөт: жиптин профили, диаметри (кадыр), коргошун (жиптердин саны) жана айлануу багыты.
32. Сырткы жана ички кабыргаларды эки кабыргасынын диаметри, кадамы жана жиптеринин саны бирдей болгондо гана бири-бирине бураса болот.
33. Стандарттык жиптер - бул улуттук стандарттарга жооп берген профили бар, бирок диаметри же кадамы жок жиптер. Стандарттуу эмес жиптер - улуттук стандартка жооп бербеген профилдеги жиптер. Жиптер, алардын профили улуттук стандарттарга ылайык келген жиптер, бирок алар диаметри жана бийиктиги боюнча улуттук стандартка жооп бербейт. Атайын жип.
34. Сырткы жиптерди чийүүдө белгиленген ыкма төмөнкүдөй: чоң өлчөмү ______ менен, кичи _d1_ менен жана аяктоосу жоон, катуу сызык менен көрсөтүлөт.
35. Ички жиптин негизги диаметри кесилишинде _D__________ менен көрсөтүлөт. Кичи диаметри _D1___ жана аяктоо сызыгы жоон, катуу сызык менен көрсөтүлгөн. Калың катуу сызыктар көзгө көрүнбөгөн сай тешиктердин негизги диаметрин, ошондой эле алардын кичине диаметрин жана бүтүрүү сызыгын көрсөтүү үчүн колдонулат.
36. Болт бириктиргичтери, шпилька бириктиргичтери жана бурама бириктиргичтери – бардыгы кеңири таралган жиптүү байланыштар.
37. Көбүнчө колдонулган ачкычтарга жалпак ачкычтар жана жарым тегерек формадагы, илгич клин, сплайн жана илгич клин баскычтары кирет.
38. Тиштин багытталган багыты боюнча цилиндрдик тиштүү дөңгөлөктөр түз тиштүү дөңгөлөктөр (спираль тиштүү дөңгөлөктөр деп да аталат), майшал тиштүү (спираль тиштүү деп да аталат) жана тиштүү тиштүү болуп бөлүнөт.
39. Тиштин тиштеринин бөлүгүн чийүүнүн сунушталган ыкмасы төмөнкүдөй: тиштин үстүнкү тегерекчеси калың, катуу сызыктын жардамы менен тартылат. Индекс тегерекчеси майда чекиттүү сызыкты колдонот. Бөлүмдүн көрүнүшүндөгү тамыр чөйрөсү жоон, катуу сызык менен көрсөтүлгөн.
40. Эгерде тегиздик көпчүлүк беттерде окшош болсо, анда тегиздик коду жогорку оң бурчка, андан кийин калган эки сөздү коюу керек.
41. Толук монтаждоо чийме төрт бөлүктөн турушу керек: жыйынды көрүнүштөр, 2 зарыл өлчөмдөр, 3 техникалык талаптар жана 4 бөлүктүн номерлери жана реквизиттери бар тилке.
42. Монтаждык чиймедеги өлчөмдөргө 1 спецификациянын өлчөмү 2 монтаждын өлчөмдөрү 3 Орнотуу өлчөмдөрү 4 Габариттик өлчөмдөрү 5 башка өлчөмдөрү кирет.
Anebon OEM/ODM Manufacturer Precision Iron Дат баспас болоттун эң сонун жана өркүндөтүлүшү, соода-сатык, дүң сатуу жана илгерилетүү жана иштешинде эң сонун катуулукту камсыз кылат. Өндүрүш бөлүмү негизделгенден бери, Anebon азыр жаңы товарларды чыгарууга киришти. Социалдык жана экономикалык темп менен бирге биз “жогорку мыкты, эффективдүү, инновация, ак ниеттүүлүк” духун алдыга жылдырып, “башында кредит, биринчи кардар, жакшы сапат” принцибинде кала беребиз. Anebon биздин өнөктөштөр менен чач чыгарууда эң сонун келечекти жаратат.
OEM / ODM өндүрүүчүсү Кытай куюу жана болот куюу, долбоорлоо, иштетүү, сатып алуу, текшерүү, сактоо, монтаждоо процесси илимий жана эффективдүү документалдык процессте болуп, биздин брендибиздин колдонуу деңгээлин жана ишенимдүүлүгүн тереңдетип, Anebonду эң мыкты жеткирүүчүгө айлантат. сыяктуу төрт негизги продукт категориясыCNC иштетүү, CNC фрезер тетиктери,CNC айлануужана металл куюу.
Көбүрөөк билгиңиз келсе жана продукт сурооңуз болсо, кайрылыңызinfo@anebon.com
Посттун убактысы: 27-декабрь 2023-жыл