
ಅನೆಬಾನ್ ಅವರಿಂದ ಯಾಂತ್ರಿಕ ಜ್ಞಾನದ ವ್ಯಾಖ್ಯಾನ
ಯಾಂತ್ರಿಕ ಜ್ಞಾನವು ವಿವಿಧ ಯಂತ್ರಶಾಸ್ತ್ರದ ಪರಿಕಲ್ಪನೆಗಳು, ತತ್ವಗಳು ಮತ್ತು ಅಭ್ಯಾಸಗಳನ್ನು ಅರ್ಥಮಾಡಿಕೊಳ್ಳುವ ಮತ್ತು ಅನ್ವಯಿಸುವ ಸಾಮರ್ಥ್ಯವಾಗಿದೆ. ಯಾಂತ್ರಿಕ ಜ್ಞಾನವು ಯಂತ್ರಗಳು, ಕಾರ್ಯವಿಧಾನಗಳು ಮತ್ತು ವಸ್ತುಗಳ ಜೊತೆಗೆ ಉಪಕರಣಗಳು ಮತ್ತು ಪ್ರಕ್ರಿಯೆಗಳ ತಿಳುವಳಿಕೆಯನ್ನು ಒಳಗೊಂಡಿದೆ. ಇದು ಬಲ ಮತ್ತು ಚಲನೆ, ಶಕ್ತಿ ಮತ್ತು ಗೇರ್ ಮತ್ತು ಪುಲ್ಲಿಗಳ ವ್ಯವಸ್ಥೆಗಳಂತಹ ಯಾಂತ್ರಿಕ ತತ್ವಗಳ ಜ್ಞಾನವನ್ನು ಒಳಗೊಂಡಿದೆ. ಮೆಕ್ಯಾನಿಕಲ್ ಇಂಜಿನಿಯರಿಂಗ್ ಜ್ಞಾನವು ವಿನ್ಯಾಸ, ನಿರ್ವಹಣೆ ಮತ್ತು ದೋಷನಿವಾರಣೆ ತಂತ್ರಗಳು, ಹಾಗೆಯೇ ಯಾಂತ್ರಿಕ ಎಂಜಿನಿಯರಿಂಗ್ ತತ್ವಗಳನ್ನು ಒಳಗೊಂಡಿದೆ. ಯಾಂತ್ರಿಕ ವ್ಯವಸ್ಥೆಗಳೊಂದಿಗೆ ಕೆಲಸ ಮಾಡುವ ಅನೇಕ ವೃತ್ತಿಗಳು ಮತ್ತು ಉದ್ಯಮಗಳಿಗೆ ಯಾಂತ್ರಿಕ ಜ್ಞಾನವು ಮುಖ್ಯವಾಗಿದೆ. ಇವುಗಳಲ್ಲಿ ಎಂಜಿನಿಯರಿಂಗ್, ಉತ್ಪಾದನೆ ಮತ್ತು ನಿರ್ಮಾಣ ಸೇರಿವೆ.
1. ಯಾಂತ್ರಿಕ ಭಾಗಗಳ ವೈಫಲ್ಯದ ವಿಧಾನಗಳು ಯಾವುವು?
(1) ಒಟ್ಟು ಒಡೆಯುವಿಕೆ
(2) ಅತಿಯಾದ ಶಾಶ್ವತ ಅಸ್ಪಷ್ಟತೆ
(3) ಭಾಗ ಮೇಲ್ಮೈ ದುರ್ಬಲತೆ
(4) ನಿಯಮಿತ ಕಾರ್ಯಾಚರಣೆಯ ಪರಿಸ್ಥಿತಿಗಳ ಅಡ್ಡಿ ಕಾರಣ ಅಸಮರ್ಪಕ
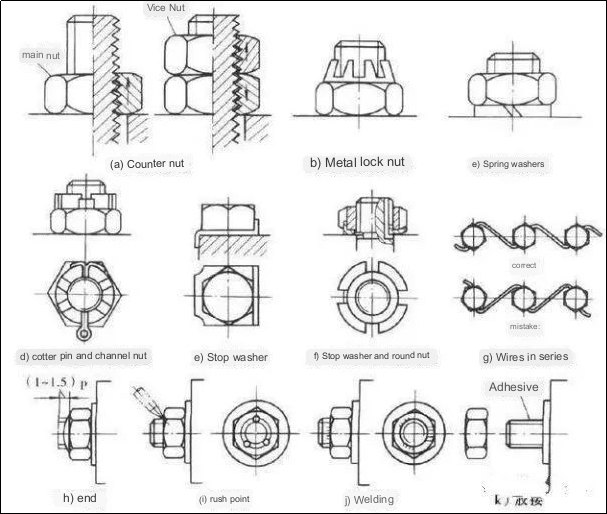
ಥ್ರೆಡ್ ಸಂಪರ್ಕಗಳಿಗೆ ಆಗಾಗ್ಗೆ ಆಂಟಿ-ಸ್ಕ್ರೂಯಿಂಗ್ ಅಗತ್ಯತೆಯ ಹಿಂದಿನ ತಾರ್ಕಿಕತೆ ಏನು?
ಆಂಟಿ-ಅನ್ಸ್ಕ್ರೂಯಿಂಗ್ನ ಮುಖ್ಯ ಪರಿಕಲ್ಪನೆ ಏನು?
ಸಡಿಲಗೊಳಿಸುವಿಕೆಯನ್ನು ತಡೆಗಟ್ಟಲು ಲಭ್ಯವಿರುವ ವಿವಿಧ ವಿಧಾನಗಳು ಯಾವುವು?
ಪ್ರತಿಕ್ರಿಯೆ:
ಸಾಮಾನ್ಯವಾಗಿ, ಥ್ರೆಡ್ ಸಂಪರ್ಕವು ಸ್ವಯಂ-ಲಾಕಿಂಗ್ ಮಾನದಂಡಗಳನ್ನು ಪೂರೈಸುತ್ತದೆ ಮತ್ತು ಸ್ವಯಂಪ್ರೇರಿತವಾಗಿ ಸಡಿಲಗೊಳ್ಳುವುದಿಲ್ಲ. ಆದಾಗ್ಯೂ, ಕಂಪನಗಳು, ಪ್ರಭಾವದ ಹೊರೆಗಳು ಅಥವಾ ತೀವ್ರವಾದ ತಾಪಮಾನದ ಏರಿಳಿತಗಳನ್ನು ಒಳಗೊಂಡಿರುವ ಸಂದರ್ಭಗಳಲ್ಲಿ, ಸಂಪರ್ಕಿಸುವ ಕಾಯಿ ಕ್ರಮೇಣ ಸಡಿಲಗೊಳ್ಳುವ ಸಾಧ್ಯತೆಯಿದೆ. ಥ್ರೆಡ್ ಸಡಿಲಗೊಳ್ಳುವಿಕೆಯ ಪ್ರಾಥಮಿಕ ಕಾರಣವು ಥ್ರೆಡ್ ಜೋಡಿಗಳ ನಡುವಿನ ಸಂಬಂಧಿತ ತಿರುಗುವಿಕೆಯಲ್ಲಿದೆ. ಪರಿಣಾಮವಾಗಿ, ನಿಜವಾದ ವಿನ್ಯಾಸದಲ್ಲಿ ವಿರೋಧಿ ಸಡಿಲಗೊಳಿಸುವ ಕ್ರಮಗಳನ್ನು ಅಳವಡಿಸಲು ಇದು ಕಡ್ಡಾಯವಾಗಿದೆ.
ಸಾಮಾನ್ಯವಾಗಿ ಬಳಸುವ ವಿಧಾನಗಳು ಸೇರಿವೆ:
1. ಘರ್ಷಣೆ-ಆಧಾರಿತ ವಿರೋಧಿ ಸಡಿಲಗೊಳಿಸುವಿಕೆ - ಸಡಿಲಗೊಳಿಸುವಿಕೆಯನ್ನು ತಡೆಗಟ್ಟಲು ಥ್ರೆಡ್ ಜೋಡಿಗಳ ನಡುವೆ ಘರ್ಷಣೆಯನ್ನು ನಿರ್ವಹಿಸುವುದು, ಉದಾಹರಣೆಗೆ ಮೇಲಿನ ಭಾಗದಲ್ಲಿ ಸ್ಪ್ರಿಂಗ್ ವಾಷರ್ಗಳು ಮತ್ತು ಡಬಲ್ ನಟ್ಗಳನ್ನು ಬಳಸುವುದು;
2. ಯಾಂತ್ರಿಕ ವಿರೋಧಿ ಸಡಿಲಗೊಳಿಸುವಿಕೆ - ಪ್ರತಿರೋಧಕವನ್ನು ಬಳಸುವುದುಯಂತ್ರದ ಘಟಕಗಳುವಿರೋಧಿ ಸಡಿಲಗೊಳಿಸುವಿಕೆಯನ್ನು ಖಾತರಿಪಡಿಸಲು, ಸಾಮಾನ್ಯವಾಗಿ ಸ್ಲಾಟ್ ಮಾಡಿದ ಬೀಜಗಳು ಮತ್ತು ಕಾಟರ್ ಪಿನ್ಗಳನ್ನು ಬಳಸುವುದು;
3. ಥ್ರೆಡ್ ಜೋಡಿಗಳ ಅಡ್ಡಿ-ಆಧಾರಿತ ವಿರೋಧಿ ಸಡಿಲಗೊಳಿಸುವಿಕೆ - ಪರಿಣಾಮ-ಆಧಾರಿತ ತಂತ್ರದ ಅನ್ವಯದ ಮೂಲಕ ಥ್ರೆಡ್ ಜೋಡಿಗಳ ನಡುವಿನ ಸಂಬಂಧವನ್ನು ಮಾರ್ಪಡಿಸುವುದು ಮತ್ತು ಬದಲಾಯಿಸುವುದು.
ಥ್ರೆಡ್ ಸಂಪರ್ಕಗಳಲ್ಲಿ ಬಿಗಿಗೊಳಿಸುವ ಉದ್ದೇಶವೇನು?
Pಅನ್ವಯಿಕ ಬಲವನ್ನು ನಿಯಂತ್ರಿಸಲು ಹಲವಾರು ವಿಧಾನಗಳನ್ನು ಒದಗಿಸಿ.
ಉತ್ತರ:
ಥ್ರೆಡ್ ಸಂಪರ್ಕಗಳಲ್ಲಿ ಬಿಗಿಗೊಳಿಸುವುದರ ಹಿಂದಿನ ಉದ್ದೇಶವು ಬೋಲ್ಟ್ಗಳನ್ನು ಪೂರ್ವ-ಬಿಗಿಗೊಳಿಸುವ ಬಲವನ್ನು ಉತ್ಪಾದಿಸಲು ಅನುವು ಮಾಡಿಕೊಡುತ್ತದೆ. ಈ ಪೂರ್ವ-ಬಿಗಿಗೊಳಿಸುವ ಪ್ರಕ್ರಿಯೆಯು ಲೋಡಿಂಗ್ ಪರಿಸ್ಥಿತಿಗಳಲ್ಲಿ ಅಂತರ್ಸಂಪರ್ಕಿತ ಭಾಗಗಳ ನಡುವೆ ಯಾವುದೇ ಅಂತರ ಅಥವಾ ಸಂಬಂಧಿತ ಚಲನೆಯನ್ನು ತಡೆಗಟ್ಟಲು ಸಂಪರ್ಕದ ವಿಶ್ವಾಸಾರ್ಹತೆ ಮತ್ತು ದೃಢತೆಯನ್ನು ಹೆಚ್ಚಿಸಲು ಶ್ರಮಿಸುತ್ತದೆ. ಬಿಗಿಗೊಳಿಸುವ ಬಲವನ್ನು ನಿಯಂತ್ರಿಸಲು ಎರಡು ಪರಿಣಾಮಕಾರಿ ತಂತ್ರಗಳು ಟಾರ್ಕ್ ವ್ರೆಂಚ್ ಅಥವಾ ಸ್ಥಿರ ಟಾರ್ಕ್ ವ್ರೆಂಚ್ ಅನ್ನು ಬಳಸುತ್ತವೆ. ಅಗತ್ಯವಿರುವ ಟಾರ್ಕ್ ಅನ್ನು ತಲುಪಿದ ನಂತರ, ಅದನ್ನು ಸ್ಥಳದಲ್ಲಿ ಲಾಕ್ ಮಾಡಬಹುದು. ಪರ್ಯಾಯವಾಗಿ, ಪೂರ್ವ-ಬಿಗಿಗೊಳಿಸುವ ಬಲವನ್ನು ನಿಯಂತ್ರಿಸಲು ಬೋಲ್ಟ್ನ ಉದ್ದವನ್ನು ಅಳೆಯಬಹುದು.
ಬೆಲ್ಟ್ ಡ್ರೈವ್ಗಳಲ್ಲಿ ಸ್ಕಿಡ್ಡಿಂಗ್ನಿಂದ ಎಲಾಸ್ಟಿಕ್ ಸ್ಲೈಡಿಂಗ್ ಹೇಗೆ ಭಿನ್ನವಾಗಿದೆ?
ವಿ-ಬೆಲ್ಟ್ ಡ್ರೈವಿನ ವಿನ್ಯಾಸದಲ್ಲಿ, ಸಣ್ಣ ತಿರುಳಿನ ಕನಿಷ್ಠ ವ್ಯಾಸದ ಮೇಲೆ ಏಕೆ ಮಿತಿ ಇದೆ?
ಉತ್ತರ:
ಸ್ಥಿತಿಸ್ಥಾಪಕ ಸ್ಲೈಡಿಂಗ್ ಬೆಲ್ಟ್ ಡ್ರೈವ್ಗಳ ಅಂತರ್ಗತ ಗುಣಲಕ್ಷಣವನ್ನು ಪ್ರತಿನಿಧಿಸುತ್ತದೆ, ಅದನ್ನು ತಪ್ಪಿಸಲು ಸಾಧ್ಯವಿಲ್ಲ. ಒತ್ತಡದಲ್ಲಿ ವ್ಯತ್ಯಾಸ ಉಂಟಾದಾಗ ಮತ್ತು ಬೆಲ್ಟ್ ವಸ್ತುವು ಎಲಾಸ್ಟೊಮರ್ ಆಗಿರುವಾಗ ಇದು ಸಂಭವಿಸುತ್ತದೆ. ಮತ್ತೊಂದೆಡೆ, ಸ್ಕಿಡ್ಡಿಂಗ್ ಎನ್ನುವುದು ಓವರ್ಲೋಡ್ನಿಂದ ಉಂಟಾಗುವ ಒಂದು ರೀತಿಯ ವೈಫಲ್ಯವಾಗಿದೆ ಮತ್ತು ಅದನ್ನು ಎಲ್ಲಾ ವೆಚ್ಚದಲ್ಲಿಯೂ ತಡೆಯಬೇಕು.
ನಿರ್ದಿಷ್ಟವಾಗಿ, ಸ್ಕಿಡ್ಡಿಂಗ್ ಸಣ್ಣ ತಿರುಳಿನ ಮೇಲೆ ನಡೆಯುತ್ತದೆ. ಹೆಚ್ಚಿದ ಬಾಹ್ಯ ಹೊರೆಗಳು ಎರಡು ಬದಿಗಳ ನಡುವಿನ ಒತ್ತಡದಲ್ಲಿ ಹೆಚ್ಚಿನ ವ್ಯತ್ಯಾಸಕ್ಕೆ ಕಾರಣವಾಗುತ್ತವೆ, ಇದು ಸ್ಥಿತಿಸ್ಥಾಪಕ ಸ್ಲೈಡಿಂಗ್ ಸಂಭವಿಸುವ ಪ್ರದೇಶದ ವಿಸ್ತರಣೆಗೆ ಕಾರಣವಾಗುತ್ತದೆ. ಸ್ಥಿತಿಸ್ಥಾಪಕ ಸ್ಲೈಡಿಂಗ್ ಪರಿಮಾಣಾತ್ಮಕ ಬದಲಾವಣೆಯನ್ನು ಪ್ರತಿನಿಧಿಸುತ್ತದೆ, ಆದರೆ ಸ್ಕಿಡ್ಡಿಂಗ್ ಗುಣಾತ್ಮಕ ಬದಲಾವಣೆಯನ್ನು ಸೂಚಿಸುತ್ತದೆ. ಪರಿಣಾಮವಾಗಿ, ಸ್ಕಿಡ್ಡಿಂಗ್ ಅನ್ನು ತಡೆಗಟ್ಟಲು, ಸಣ್ಣ ರಾಟೆಯ ಕನಿಷ್ಠ ವ್ಯಾಸದ ಮೇಲೆ ಮಿತಿಯಿದೆ, ಏಕೆಂದರೆ ಸಣ್ಣ ತಿರುಳಿನ ವ್ಯಾಸವು ಸಣ್ಣ ಸುತ್ತುವ ಕೋನಗಳಿಗೆ ಕಾರಣವಾಗುತ್ತದೆ ಮತ್ತು ಸಂಪರ್ಕ ಪ್ರದೇಶಗಳನ್ನು ಕಡಿಮೆ ಮಾಡುತ್ತದೆ, ಇದರಿಂದಾಗಿ ಜಾರುವಿಕೆ ಸಂಭವಿಸುವ ಸಾಧ್ಯತೆ ಹೆಚ್ಚು.
ಹಲ್ಲಿನ ಮೇಲ್ಮೈಯ ಜಾರುವ ವೇಗವು ಬೂದು ಎರಕಹೊಯ್ದ ಕಬ್ಬಿಣ ಮತ್ತು ಅಲ್ಯೂಮಿನಿಯಂ-ಕಬ್ಬಿಣದ ಕಂಚಿನ ಟರ್ಬೈನ್ಗಳ ಅನುಮತಿಸುವ ಸಂಪರ್ಕದ ಒತ್ತಡಕ್ಕೆ ಹೇಗೆ ಸಂಬಂಧಿಸಿದೆ?
ಉತ್ತರ:
ಬೂದು ಎರಕಹೊಯ್ದ ಕಬ್ಬಿಣ ಮತ್ತು ಅಲ್ಯೂಮಿನಿಯಂ-ಕಬ್ಬಿಣದ ಕಂಚಿನ ಟರ್ಬೈನ್ಗಳ ಅನುಮತಿಸುವ ಸಂಪರ್ಕದ ಒತ್ತಡವು ಹಲ್ಲಿನ ಮೇಲ್ಮೈ ಅಂಟಿಕೊಳ್ಳುವಿಕೆ ಎಂದು ಕರೆಯಲ್ಪಡುವ ಗಮನಾರ್ಹ ವೈಫಲ್ಯದ ಮೋಡ್ನಿಂದಾಗಿ ಹಲ್ಲಿನ ಮೇಲ್ಮೈಯ ಜಾರುವ ವೇಗದಿಂದ ಪ್ರಭಾವಿತವಾಗಿರುತ್ತದೆ. ಅಂಟಿಕೊಳ್ಳುವಿಕೆಯು ಸ್ಲೈಡಿಂಗ್ ವೇಗದಿಂದ ನೇರವಾಗಿ ಪ್ರಭಾವಿತವಾಗಿರುತ್ತದೆ, ಹೀಗಾಗಿ ಅನುಮತಿಸುವ ಸಂಪರ್ಕ ಒತ್ತಡದ ಮೇಲೆ ಪರಿಣಾಮ ಬೀರುತ್ತದೆ. ಮತ್ತೊಂದೆಡೆ, ಎರಕಹೊಯ್ದ ತವರ ಕಂಚಿನ ಟರ್ಬೈನ್ಗಳ ಮುಖ್ಯ ವೈಫಲ್ಯ ವಿಧಾನವೆಂದರೆ ಹಲ್ಲಿನ ಮೇಲ್ಮೈ ಹೊಂಡಗಳು, ಇದು ಸಂಪರ್ಕದ ಒತ್ತಡದಿಂದ ಉಂಟಾಗುತ್ತದೆ. ಆದ್ದರಿಂದ, ಅನುಮತಿಸುವ ಸಂಪರ್ಕ ಒತ್ತಡವು ಸ್ಲೈಡಿಂಗ್ ವೇಗಕ್ಕೆ ಸಂಬಂಧಿಸಿಲ್ಲ.
ಎನಮ್ಕ್ಯಾಮ್ ಯಾಂತ್ರಿಕ ಅನುಯಾಯಿಗಳಿಗೆ ಚಲನೆಯ ವಿಶಿಷ್ಟ ನಿಯಮಗಳು, ಪ್ರಭಾವದ ಗುಣಲಕ್ಷಣಗಳು ಮತ್ತು ಸೂಕ್ತವಾದ ಸನ್ನಿವೇಶಗಳನ್ನು ಎರೇಟ್ ಮಾಡಿ.
ಉತ್ತರ:
ಕ್ಯಾಮ್ ಮೆಕ್ಯಾನಿಸಮ್ ಫಾಲೋವರ್ಗಾಗಿ ಮೋಷನ್ ಕಾನೂನುಗಳು ಸ್ಥಿರ ವೇಗದ ಚಲನೆ, ವಿವಿಧ ಡಿಸಲರೇಶನ್ ಮೋಷನ್ ಕಾನೂನುಗಳು ಮತ್ತು ಸರಳ ಹಾರ್ಮೋನಿಕ್ ಚಲನೆಯನ್ನು (ಕೊಸೈನ್ ವೇಗವರ್ಧಕ ಚಲನೆಯ ಕಾನೂನು) ಒಳಗೊಂಡಿರುತ್ತದೆ. ಸ್ಥಿರ ವೇಗದ ಚಲನೆಯ ನಿಯಮವು ಕಟ್ಟುನಿಟ್ಟಿನ ಪರಿಣಾಮವನ್ನು ಪ್ರದರ್ಶಿಸುತ್ತದೆ ಮತ್ತು ಕಡಿಮೆ-ವೇಗ ಮತ್ತು ಲಘು-ಲೋಡ್ ಸನ್ನಿವೇಶಗಳಲ್ಲಿ ಅಪ್ಲಿಕೇಶನ್ ಅನ್ನು ಕಂಡುಕೊಳ್ಳುತ್ತದೆ.
ಸ್ಥಿರವಾದ ವೇಗವರ್ಧನೆ ಸೇರಿದಂತೆ ನಿಧಾನಗತಿಯ ಚಲನೆಯ ಕಾನೂನುಗಳು, ಹೊಂದಿಕೊಳ್ಳುವ ಪ್ರಭಾವವನ್ನು ಒಳಗೊಂಡಿರುತ್ತವೆ ಮತ್ತು ಮಧ್ಯಮದಿಂದ ಕಡಿಮೆ-ವೇಗದ ಸಂದರ್ಭಗಳಿಗೆ ಸೂಕ್ತವಾಗಿದೆ. ಸರಳವಾದ ಹಾರ್ಮೋನಿಕ್ ಚಲನೆ (ಕೊಸೈನ್ 4-ಸ್ವರದ ವೇಗವರ್ಧಕ ಚಲನೆಯ ಕಾನೂನು) ವಿರಾಮ ಮಧ್ಯಂತರವಿದ್ದಾಗ ಮೃದುವಾದ ಪರಿಣಾಮವನ್ನು ನೀಡುತ್ತದೆ, ಇದು ಮಧ್ಯಮದಿಂದ ಕಡಿಮೆ-ವೇಗದ ಸನ್ನಿವೇಶಗಳಿಗೆ ಅನುಕೂಲಕರವಾಗಿರುತ್ತದೆ. ವಿಶ್ರಾಂತಿ ಮಧ್ಯಂತರಗಳಿಲ್ಲದ ಹೆಚ್ಚಿನ-ವೇಗದ ಸನ್ನಿವೇಶಗಳಲ್ಲಿ, ಯಾವುದೇ ಹೊಂದಿಕೊಳ್ಳುವ ಪರಿಣಾಮವಿಲ್ಲ, ಅದು ಆ ಸಂದರ್ಭಗಳಿಗೆ ಸೂಕ್ತವಾಗಿದೆ.
ಹಲ್ಲಿನ ಪ್ರೊಫೈಲ್ ಮೆಶಿಂಗ್ ಅನ್ನು ನಿಯಂತ್ರಿಸುವ ಮೂಲಭೂತ ತತ್ವಗಳನ್ನು ಸಾರಾಂಶಗೊಳಿಸಿ.
ಉತ್ತರ:
ಹಲ್ಲಿನ ಪ್ರೊಫೈಲ್ಗಳು ಸಂಪರ್ಕವನ್ನು ಎಲ್ಲಿ ಮಾಡಿದರೂ, ಸಂಪರ್ಕ ಬಿಂದುವಿನ ಮೂಲಕ ಹಾದುಹೋಗುವ ಸಾಮಾನ್ಯ ಸಾಮಾನ್ಯ ರೇಖೆಯು ಕೇಂದ್ರ ಸಾಲಿನಲ್ಲಿ ನಿರ್ದಿಷ್ಟ ಬಿಂದುವನ್ನು ಛೇದಿಸಬೇಕು. ಈ ಸ್ಥಿತಿಯು ಸ್ಥಿರವಾದ ಪ್ರಸರಣ ಅನುಪಾತವನ್ನು ನಿರ್ವಹಿಸುವುದನ್ನು ಖಚಿತಪಡಿಸುತ್ತದೆ.
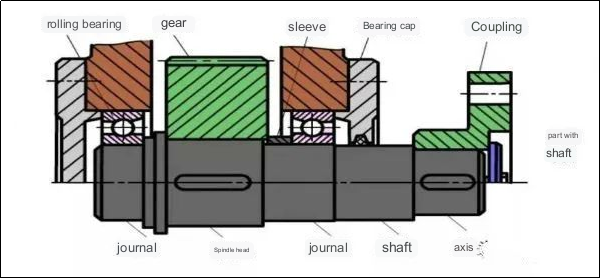
ಶಾಫ್ಟ್ನಲ್ಲಿ ಭಾಗಗಳನ್ನು ಸುತ್ತುವರಿದ ರೀತಿಯಲ್ಲಿ ಸರಿಪಡಿಸಲು ವಿವಿಧ ವಿಧಾನಗಳು ಯಾವುವು? (ನಾಲ್ಕಕ್ಕಿಂತ ಹೆಚ್ಚು ವಿಧಾನಗಳನ್ನು ಒದಗಿಸಿ)
ಉತ್ತರ:
ಸುತ್ತಳತೆಯ ಸ್ಥಿರೀಕರಣದ ಸಾಧ್ಯತೆಗಳು ಕೀಲಿ ಸಂಪರ್ಕ, ಸ್ಪ್ಲೈನ್ಡ್ ಸಂಪರ್ಕ, ಹಸ್ತಕ್ಷೇಪ ಫಿಟ್ ಸಂಪರ್ಕ, ಸೆಟ್ ಸ್ಕ್ರೂ, ಪಿನ್ ಸಂಪರ್ಕ ಮತ್ತು ವಿಸ್ತರಣೆ ಜಂಟಿ ಬಳಕೆಯನ್ನು ಒಳಗೊಂಡಿರುತ್ತದೆ.
ಶಾಫ್ಟ್ಗೆ ಭಾಗಗಳನ್ನು ಜೋಡಿಸಲು ಅಕ್ಷೀಯ ಫಿಕ್ಸಿಂಗ್ ತಂತ್ರಗಳ ಪ್ರಾಥಮಿಕ ವಿಧಗಳು ಯಾವುವು?
ಪ್ರತಿಯೊಂದರ ವಿಶಿಷ್ಟ ಗುಣಲಕ್ಷಣಗಳು ಯಾವುವು? (ನಾಲ್ಕಕ್ಕಿಂತ ಹೆಚ್ಚಿನದನ್ನು ಉಲ್ಲೇಖಿಸಿ)
ಉತ್ತರ:
ಶಾಫ್ಟ್ಗೆ ಭಾಗಗಳನ್ನು ಜೋಡಿಸಲು ಅಕ್ಷೀಯ ಫಿಕ್ಸಿಂಗ್ ವಿಧಾನಗಳು ಹಲವಾರು ಪ್ರಮುಖ ಪ್ರಕಾರಗಳನ್ನು ಒಳಗೊಂಡಿರುತ್ತವೆ, ಪ್ರತಿಯೊಂದೂ ವಿಭಿನ್ನ ಗುಣಲಕ್ಷಣಗಳೊಂದಿಗೆ. ಇವುಗಳಲ್ಲಿ ಕಾಲರ್ ಸ್ಥಿರೀಕರಣ, ಥ್ರೆಡ್ ಸ್ಥಿರೀಕರಣ, ಹೈಡ್ರಾಲಿಕ್ ಸ್ಥಿರೀಕರಣ ಮತ್ತು ಫ್ಲೇಂಜ್ ಸ್ಥಿರೀಕರಣ ಸೇರಿವೆ. ಕಾಲರ್ ಸ್ಥಿರೀಕರಣವು ಕಾಲರ್ ಅಥವಾ ಕ್ಲಾಂಪ್ ಅನ್ನು ಬಳಸುವುದನ್ನು ಒಳಗೊಂಡಿರುತ್ತದೆ, ಅದು ಭಾಗವನ್ನು ಅಕ್ಷೀಯವಾಗಿ ಭದ್ರಪಡಿಸಲು ಶಾಫ್ಟ್ ಸುತ್ತಲೂ ಬಿಗಿಗೊಳಿಸಲಾಗುತ್ತದೆ. ಥ್ರೆಡ್ ಸ್ಥಿರೀಕರಣವು ಶಾಫ್ಟ್ ಅಥವಾ ಭಾಗದಲ್ಲಿ ಎಳೆಗಳನ್ನು ದೃಢವಾಗಿ ಒಟ್ಟಿಗೆ ಜೋಡಿಸಲು ಬಳಸುತ್ತದೆ. ಹೈಡ್ರಾಲಿಕ್ ಸ್ಥಿರೀಕರಣವು ಭಾಗ ಮತ್ತು ಶಾಫ್ಟ್ ನಡುವೆ ಬಿಗಿಯಾದ ಸಂಪರ್ಕವನ್ನು ರಚಿಸಲು ಹೈಡ್ರಾಲಿಕ್ ಒತ್ತಡವನ್ನು ಬಳಸಿಕೊಳ್ಳುತ್ತದೆ. ಫ್ಲೇಂಜ್ ಸ್ಥಿರೀಕರಣವು ಬೋಲ್ಟ್ ಅಥವಾ ಬೆಸುಗೆ ಹಾಕಲಾದ ಫ್ಲೇಂಜ್ನ ಬಳಕೆಯನ್ನು ಒಳಗೊಂಡಿರುತ್ತದೆcnc ಯಂತ್ರ ಭಾಗಗಳುಮತ್ತು ಶಾಫ್ಟ್, ಸುರಕ್ಷಿತ ಅಕ್ಷೀಯ ಲಗತ್ತನ್ನು ಖಾತ್ರಿಪಡಿಸುತ್ತದೆ.
ಸುತ್ತುವರಿದ ವರ್ಮ್ ಡ್ರೈವ್ಗಳಿಗಾಗಿ ಶಾಖ ಸಮತೋಲನ ಲೆಕ್ಕಾಚಾರಗಳನ್ನು ನಿರ್ವಹಿಸುವುದು ಏಕೆ ಅಗತ್ಯ?
ಉತ್ತರ:
ಸುತ್ತುವರಿದ ವರ್ಮ್ ಡ್ರೈವ್ಗಳು ಸಾಪೇಕ್ಷ ಸ್ಲೈಡಿಂಗ್ ಮತ್ತು ಹೆಚ್ಚಿನ ಮಟ್ಟದ ಘರ್ಷಣೆಯನ್ನು ಪ್ರದರ್ಶಿಸುತ್ತವೆ. ಅವುಗಳ ಸೀಮಿತ ಶಾಖ ಪ್ರಸರಣ ಸಾಮರ್ಥ್ಯಗಳು ಮತ್ತು ಅಂಟಿಕೊಳ್ಳುವಿಕೆಯ ಸಮಸ್ಯೆಗಳಿಗೆ ಒಲವು ಇರುವುದರಿಂದ, ಶಾಖ ಸಮತೋಲನ ಲೆಕ್ಕಾಚಾರಗಳನ್ನು ನಡೆಸುವುದು ಅತ್ಯಗತ್ಯವಾಗಿರುತ್ತದೆ.
ಗೇರ್ ಸಾಮರ್ಥ್ಯದ ಲೆಕ್ಕಾಚಾರದಲ್ಲಿ ಯಾವ ಎರಡು ಶಕ್ತಿ ಲೆಕ್ಕಾಚಾರದ ಸಿದ್ಧಾಂತಗಳನ್ನು ಬಳಸಲಾಗುತ್ತದೆ?
ಅವರು ಯಾವ ವೈಫಲ್ಯಗಳನ್ನು ಗುರಿಯಾಗಿಸಿಕೊಂಡಿದ್ದಾರೆ?
ಗೇರ್ ಟ್ರಾನ್ಸ್ಮಿಷನ್ ಮುಚ್ಚಿದ ಮೃದುವಾದ ಹಲ್ಲಿನ ಮೇಲ್ಮೈಯನ್ನು ಬಳಸಿದರೆ, ಅದರ ವಿನ್ಯಾಸದ ಮಾನದಂಡವೇನು?
ಉತ್ತರ:
ಗೇರ್ ಸಾಮರ್ಥ್ಯದ ಲೆಕ್ಕಾಚಾರಗಳು ಹಲ್ಲಿನ ಮೇಲ್ಮೈಯ ಸಂಪರ್ಕದ ಆಯಾಸದ ಬಲವನ್ನು ಮತ್ತು ಹಲ್ಲಿನ ಬೇರಿನ ಬಾಗುವ ಆಯಾಸದ ಶಕ್ತಿಯನ್ನು ನಿರ್ಧರಿಸುವುದನ್ನು ಒಳಗೊಂಡಿರುತ್ತದೆ. ಸಂಪರ್ಕದ ಆಯಾಸ ಶಕ್ತಿಯು ಹಲ್ಲಿನ ಮೇಲ್ಮೈಯಲ್ಲಿ ಆಯಾಸ ಪಿಟ್ಟಿಂಗ್ ವೈಫಲ್ಯಗಳನ್ನು ತಡೆಗಟ್ಟುವ ಗುರಿಯನ್ನು ಹೊಂದಿದೆ, ಆದರೆ ಬಾಗುವ ಆಯಾಸ ಶಕ್ತಿಯು ಹಲ್ಲಿನ ಮೂಲದಲ್ಲಿ ಆಯಾಸ ಮುರಿತಗಳನ್ನು ಪರಿಹರಿಸುತ್ತದೆ. ಮುಚ್ಚಿದ ಮೃದುವಾದ ಹಲ್ಲಿನ ಮೇಲ್ಮೈಯನ್ನು ಬಳಸಿಕೊಳ್ಳುವ ಗೇರ್ ಪ್ರಸರಣವು ಹಲ್ಲಿನ ಮೇಲ್ಮೈಯ ಸಂಪರ್ಕದ ಆಯಾಸದ ಶಕ್ತಿಯನ್ನು ಪರಿಗಣಿಸುವ ವಿನ್ಯಾಸದ ಮಾನದಂಡವನ್ನು ಅನುಸರಿಸುತ್ತದೆ ಮತ್ತು ಹಲ್ಲಿನ ಬೇರಿನ ಬಾಗುವ ಆಯಾಸದ ಬಲವನ್ನು ಪರಿಶೀಲಿಸುತ್ತದೆ.
ಕಪ್ಲಿಂಗ್ಗಳು ಮತ್ತು ಕ್ಲಚ್ಗಳ ಸಂಬಂಧಿತ ಕಾರ್ಯಗಳು ಯಾವುವು?
ಅವರು ಪರಸ್ಪರ ಹೇಗೆ ಭಿನ್ನರಾಗಿದ್ದಾರೆ?
ಉತ್ತರ:
ಟಾರ್ಕ್ ಪ್ರಸರಣ ಮತ್ತು ಸಿಂಕ್ರೊನೈಸ್ ಮಾಡಿದ ತಿರುಗುವಿಕೆಯನ್ನು ಸಕ್ರಿಯಗೊಳಿಸಲು ಎರಡು ಶಾಫ್ಟ್ಗಳನ್ನು ಸಂಪರ್ಕಿಸುವ ಉದ್ದೇಶಕ್ಕಾಗಿ ಕಪ್ಲಿಂಗ್ಗಳು ಮತ್ತು ಕ್ಲಚ್ಗಳು ಎರಡೂ ಕಾರ್ಯನಿರ್ವಹಿಸುತ್ತವೆ. ಆದಾಗ್ಯೂ, ಕಾರ್ಯಾಚರಣೆಯ ಸಮಯದಲ್ಲಿ ತಮ್ಮ ವಿಚ್ಛೇದನದ ಸಾಮರ್ಥ್ಯಗಳ ವಿಷಯದಲ್ಲಿ ಅವು ಭಿನ್ನವಾಗಿರುತ್ತವೆ. ಸಿಬಳಕೆಯಲ್ಲಿರುವಾಗ ಬೇರ್ಪಡಿಸಲಾಗದ ಶಾಫ್ಟ್ಗಳನ್ನು ಸಂಪರ್ಕಿಸುತ್ತದೆ; ಡಿಸ್ಅಸೆಂಬಲ್ ಮಾಡುವ ಮೂಲಕ ಮಾತ್ರ ಅವುಗಳ ಸಂಪರ್ಕ ಕಡಿತಗೊಳಿಸಬಹುದುಭಾಗಗಳನ್ನು ತಿರುಗಿಸುವುದುಸ್ಥಗಿತಗೊಳಿಸಿದ ನಂತರ. ಮತ್ತೊಂದೆಡೆ, ಯಂತ್ರ ಕಾರ್ಯಾಚರಣೆಯ ಸಮಯದಲ್ಲಿ ಯಾವುದೇ ಕ್ಷಣದಲ್ಲಿ ಎರಡು ಶಾಫ್ಟ್ಗಳನ್ನು ತೊಡಗಿಸಿಕೊಳ್ಳುವ ಅಥವಾ ಬೇರ್ಪಡಿಸುವ ಸಾಮರ್ಥ್ಯವನ್ನು ಕ್ಲಚ್ಗಳು ನೀಡುತ್ತವೆ.
ಆಯಿಲ್ ಫಿಲ್ಮ್ ಬೇರಿಂಗ್ಗಳು ಸರಿಯಾಗಿ ಕಾರ್ಯನಿರ್ವಹಿಸಲು ಅಗತ್ಯವಾದ ಪೂರ್ವಾಪೇಕ್ಷಿತಗಳನ್ನು ವಿವರಿಸಿ.
ಉತ್ತರ:
ಸಂಬಂಧಿತ ಚಲನೆಗೆ ಒಳಗಾಗುವ ಎರಡು ಮೇಲ್ಮೈಗಳು ಬೆಣೆ-ಆಕಾರದ ಅಂತರವನ್ನು ಸ್ಥಾಪಿಸಬೇಕು; ಮೇಲ್ಮೈಗಳ ನಡುವಿನ ಸ್ಲೈಡಿಂಗ್ ವೇಗವು ದೊಡ್ಡ ಬಂದರಿನಿಂದ ನಯಗೊಳಿಸುವ ತೈಲ ಪ್ರವೇಶವನ್ನು ಖಾತರಿಪಡಿಸಬೇಕು ಮತ್ತು ಸಣ್ಣ ಬಂದರಿನಿಂದ ನಿರ್ಗಮಿಸಬೇಕು; ನಯಗೊಳಿಸುವ ತೈಲವು ನಿರ್ದಿಷ್ಟ ಸ್ನಿಗ್ಧತೆಯನ್ನು ಹೊಂದಿರಬೇಕು ಮತ್ತು ಸಾಕಷ್ಟು ತೈಲ ಪೂರೈಕೆ ಅಗತ್ಯ.
ಬೇರಿಂಗ್ ಮಾಡೆಲ್ 7310 ರ ಪರಿಣಾಮಗಳು, ವಿಶಿಷ್ಟ ವೈಶಿಷ್ಟ್ಯಗಳು ಮತ್ತು ವಿಶಿಷ್ಟವಾದ ಅನ್ವಯಗಳ ಬಗ್ಗೆ ಸಂಕ್ಷಿಪ್ತ ವಿವರಣೆಯನ್ನು ಒದಗಿಸಿ.
ಉತ್ತರ:
ಕೋಡ್ ವ್ಯಾಖ್ಯಾನ: "7″ ಕೋಡ್ ಕೋನೀಯ ಸಂಪರ್ಕ ಬಾಲ್ ಬೇರಿಂಗ್ ಅನ್ನು ಪ್ರತಿನಿಧಿಸುತ್ತದೆ. "(0)" ಎಂಬ ಪದನಾಮವು ಪ್ರಮಾಣಿತ ಅಗಲವನ್ನು ಸೂಚಿಸುತ್ತದೆ, ಜೊತೆಗೆ "0" ಐಚ್ಛಿಕವಾಗಿರುತ್ತದೆ. "3" ಸಂಖ್ಯೆಯು ವ್ಯಾಸದ ಪರಿಭಾಷೆಯಲ್ಲಿ ಮಧ್ಯಮ ಸರಣಿಯನ್ನು ಸೂಚಿಸುತ್ತದೆ. ಅಂತಿಮವಾಗಿ, “10″ 50mm ನ ಒಳಗಿನ ಬೇರಿಂಗ್ ವ್ಯಾಸಕ್ಕೆ ಅನುರೂಪವಾಗಿದೆ.
ವೈಶಿಷ್ಟ್ಯಗಳು ಮತ್ತು ಅಪ್ಲಿಕೇಶನ್ಗಳು:
ಈ ಬೇರಿಂಗ್ ಮಾದರಿಯು ಏಕಕಾಲದಲ್ಲಿ ರೇಡಿಯಲ್ ಮತ್ತು ಅಕ್ಷೀಯ ಹೊರೆಗಳನ್ನು ಒಂದೇ ದಿಕ್ಕಿನಲ್ಲಿ ಸಹಿಸಿಕೊಳ್ಳಬಲ್ಲದು. ಇದು ಹೆಚ್ಚಿನ ಮಿತಿ ವೇಗವನ್ನು ನೀಡುತ್ತದೆ ಮತ್ತು ಇದನ್ನು ಸಾಮಾನ್ಯವಾಗಿ ಜೋಡಿಯಾಗಿ ಬಳಸಲಾಗುತ್ತದೆ.
ಗೇರ್ ಟ್ರಾನ್ಸ್ಮಿಷನ್, ಬೆಲ್ಟ್ ಟ್ರಾನ್ಸ್ಮಿಷನ್ ಮತ್ತು ಚೈನ್ ಟ್ರಾನ್ಸ್ಮಿಷನ್ ಅನ್ನು ಒಳಗೊಂಡಿರುವ ಪ್ರಸರಣ ವ್ಯವಸ್ಥೆಯೊಳಗೆ, ಯಾವ ರೀತಿಯ ಪ್ರಸರಣವನ್ನು ಸಾಮಾನ್ಯವಾಗಿ ಹೆಚ್ಚಿನ ವೇಗದ ಮಟ್ಟದಲ್ಲಿ ಇರಿಸಲಾಗುತ್ತದೆ?
ಇದಕ್ಕೆ ವಿರುದ್ಧವಾಗಿ, ಯಾವ ಪ್ರಸರಣ ಘಟಕವನ್ನು ಕಡಿಮೆ ಗೇರ್ ಸ್ಥಾನದಲ್ಲಿ ಜೋಡಿಸಲಾಗಿದೆ?
ಈ ವ್ಯವಸ್ಥೆಯ ಹಿಂದಿನ ತಾರ್ಕಿಕತೆಯನ್ನು ವಿವರಿಸಿ.
ಉತ್ತರ:
ಸಾಮಾನ್ಯವಾಗಿ, ಬೆಲ್ಟ್ ಡ್ರೈವ್ ಅನ್ನು ಹೆಚ್ಚಿನ ವೇಗದ ಮಟ್ಟದಲ್ಲಿ ಇರಿಸಲಾಗುತ್ತದೆ, ಆದರೆ ಚೈನ್ ಡ್ರೈವ್ ಅನ್ನು ಕಡಿಮೆ ಗೇರ್ ಸ್ಥಾನದಲ್ಲಿ ಇರಿಸಲಾಗುತ್ತದೆ. ಬೆಲ್ಟ್ ಡ್ರೈವ್ ಸ್ಥಿರವಾದ ಪ್ರಸರಣ, ಮೆತ್ತನೆಯ ಮತ್ತು ಆಘಾತ ಹೀರಿಕೊಳ್ಳುವಿಕೆಯಂತಹ ಗುಣಲಕ್ಷಣಗಳನ್ನು ಹೊಂದಿದೆ, ಇದು ಹೆಚ್ಚಿನ ವೇಗದಲ್ಲಿ ಮೋಟರ್ಗೆ ಅನುಕೂಲಕರವಾಗಿದೆ. ಮತ್ತೊಂದೆಡೆ, ಚೈನ್ ಡ್ರೈವ್ಗಳು ಕಾರ್ಯಾಚರಣೆಯ ಸಮಯದಲ್ಲಿ ಶಬ್ದವನ್ನು ಉಂಟುಮಾಡುತ್ತವೆ ಮತ್ತು ಕಡಿಮೆ-ವೇಗದ ಸನ್ನಿವೇಶಗಳಿಗೆ ಉತ್ತಮವಾಗಿ ಹೊಂದಿಕೊಳ್ಳುತ್ತವೆ, ಹೀಗಾಗಿ ಸಾಮಾನ್ಯವಾಗಿ ಕಡಿಮೆ ಗೇರ್ ಹಂತಕ್ಕೆ ಹಂಚಲಾಗುತ್ತದೆ.
ಸರಣಿ ಪ್ರಸರಣದಲ್ಲಿ ಏಕರೂಪವಲ್ಲದ ವೇಗಕ್ಕೆ ಕಾರಣವೇನು?
ಅದರ ಮೇಲೆ ಪ್ರಭಾವ ಬೀರುವ ಪ್ರಾಥಮಿಕ ಅಂಶಗಳು ಯಾವುವು?
ಯಾವ ಪರಿಸ್ಥಿತಿಗಳಲ್ಲಿ ತತ್ಕ್ಷಣದ ಪ್ರಸರಣ ಅನುಪಾತವು ಸ್ಥಿರವಾಗಿ ಉಳಿಯಬಹುದು?
ಉತ್ತರ:
1) ಚೈನ್ ಟ್ರಾನ್ಸ್ಮಿಷನ್ನಲ್ಲಿನ ಅನಿಯಮಿತ ವೇಗವು ಪ್ರಾಥಮಿಕವಾಗಿ ಸರಪಳಿ ಕಾರ್ಯವಿಧಾನದಲ್ಲಿ ಅಂತರ್ಗತವಾಗಿರುವ ಬಹುಭುಜಾಕೃತಿಯ ಪರಿಣಾಮದಿಂದ ಉಂಟಾಗುತ್ತದೆ; 2) ಅದರ ಮೇಲೆ ಪ್ರಭಾವ ಬೀರುವ ಪ್ರಮುಖ ಅಂಶಗಳೆಂದರೆ ಚೈನ್ ವೇಗ, ಚೈನ್ ಪಿಚ್ ಮತ್ತು ಸ್ಪ್ರಾಕೆಟ್ ಟೂತ್ ಎಣಿಕೆ; 3) ದೊಡ್ಡದಾದ ಮತ್ತು ಚಿಕ್ಕದಾದ ಸ್ಪ್ರಾಕೆಟ್ಗಳೆರಡರ ಹಲ್ಲುಗಳ ಸಂಖ್ಯೆಯು ಸಮಾನವಾಗಿರುವಾಗ (ಅಂದರೆ, z1=z2) ಮತ್ತು ಅವುಗಳ ನಡುವಿನ ಮಧ್ಯದ ಅಂತರವು ಪಿಚ್ನ (p) ನಿಖರವಾದ ಗುಣಾಕಾರವಾಗಿದ್ದರೆ, ತತ್ಕ್ಷಣದ ಪ್ರಸರಣ ಅನುಪಾತವು 1 ನಲ್ಲಿ ಸ್ಥಿರವಾಗಿರುತ್ತದೆ.
ಸಿಲಿಂಡರಾಕಾರದ ಗೇರ್ ಕಡಿತದಲ್ಲಿ ದೊಡ್ಡ ಗೇರ್ನ ಹಲ್ಲಿನ ಅಗಲ (b2) ಗಿಂತ ಪಿನಿಯನ್ನ ಹಲ್ಲಿನ ಅಗಲ (b1) ಏಕೆ ಸ್ವಲ್ಪ ದೊಡ್ಡದಾಗಿದೆ?
ಬಲವನ್ನು ಲೆಕ್ಕಾಚಾರ ಮಾಡುವಾಗ, ಹಲ್ಲಿನ ಅಗಲ ಗುಣಾಂಕ (ψd) b1 ಅಥವಾ b2 ಅನ್ನು ಆಧರಿಸಿರಬೇಕೇ? ಏಕೆ?
ಉತ್ತರ:
1) ಅಸೆಂಬ್ಲಿ ದೋಷಗಳಿಂದಾಗಿ ಗೇರ್ಗಳ ಅಕ್ಷೀಯ ತಪ್ಪು ಜೋಡಣೆಯನ್ನು ತಡೆಗಟ್ಟಲು, ಮೆಶಿಂಗ್ ಹಲ್ಲಿನ ಅಗಲವು ಕಡಿಮೆಯಾಗುತ್ತದೆ, ಇದು ಹೆಚ್ಚಿದ ಕೆಲಸದ ಹೊರೆಗೆ ಕಾರಣವಾಗುತ್ತದೆ. ಆದ್ದರಿಂದ, ಚಿಕ್ಕ ಗೇರ್ನ ಹಲ್ಲಿನ ಅಗಲ (b1) ದೊಡ್ಡ ಗೇರ್ನ b2 ಗಿಂತ ಸ್ವಲ್ಪ ದೊಡ್ಡದಾಗಿರಬೇಕು. ಸಾಮರ್ಥ್ಯದ ಲೆಕ್ಕಾಚಾರವು ದೊಡ್ಡ ಗೇರ್ನ ಹಲ್ಲಿನ ಅಗಲವನ್ನು (b2) ಆಧರಿಸಿರಬೇಕು ಏಕೆಂದರೆ ಇದು ಒಂದು ಜೋಡಿ ಸಿಲಿಂಡರಾಕಾರದ ಗೇರ್ಗಳನ್ನು ತೊಡಗಿಸಿಕೊಂಡಾಗ ನಿಜವಾದ ಸಂಪರ್ಕದ ಅಗಲವನ್ನು ಪ್ರತಿನಿಧಿಸುತ್ತದೆ.
ಸಣ್ಣ ತಿರುಳಿನ (d1) ವ್ಯಾಸವು ಕನಿಷ್ಟ ವ್ಯಾಸದ (dmin) ಗೆ ಸಮನಾಗಿರಬೇಕು ಅಥವಾ ಹೆಚ್ಚಿನದಾಗಿರಬೇಕು ಮತ್ತು ಡ್ರೈವ್ ವೀಲ್ (α1) ನ ಸುತ್ತು ಕೋನವು ಡಿಸ್ಲೆರೇಶನ್ ಬೆಲ್ಟ್ ಡ್ರೈವ್ನಲ್ಲಿ 120 ° ಗಿಂತ ಸಮನಾಗಿರಬೇಕು ಅಥವಾ ದೊಡ್ಡದಾಗಿರಬೇಕು?
ಸಾಮಾನ್ಯವಾಗಿ, ಶಿಫಾರಸು ಮಾಡಲಾದ ಬೆಲ್ಟ್ ವೇಗವು 5 ರಿಂದ 25 m/s ನಡುವೆ ಇರುತ್ತದೆ.
ಸಿ ಯಾವುವುಬೆಲ್ಟ್ ವೇಗವು ಈ ಶ್ರೇಣಿಯನ್ನು ಮೀರಿದರೆ ಪರಿಣಾಮಗಳು?
ಉತ್ತರ:
1) ಸಣ್ಣ ರಾಟೆಯ ಸಣ್ಣ ವ್ಯಾಸವು ಬೆಲ್ಟ್ನಲ್ಲಿ ಹೆಚ್ಚಿನ ಬಾಗುವ ಒತ್ತಡಕ್ಕೆ ಕಾರಣವಾಗುತ್ತದೆ. ಅತಿಯಾದ ಬಾಗುವ ಒತ್ತಡವನ್ನು ತಡೆಗಟ್ಟಲು, ಸಣ್ಣ ತಿರುಳಿನ ಕನಿಷ್ಠ ವ್ಯಾಸವನ್ನು ನಿರ್ವಹಿಸಬೇಕು.
2) ಡ್ರೈವ್ ಚಕ್ರದ ಸುತ್ತು ಕೋನ (α1) ಬೆಲ್ಟ್ನ ಗರಿಷ್ಠ ಪರಿಣಾಮಕಾರಿ ಒತ್ತಡದ ಮೇಲೆ ಪರಿಣಾಮ ಬೀರುತ್ತದೆ. ಚಿಕ್ಕದಾದ α1 ಕಡಿಮೆ ಗರಿಷ್ಠ ಪರಿಣಾಮಕಾರಿ ಎಳೆಯುವ ಬಲಕ್ಕೆ ಕಾರಣವಾಗುತ್ತದೆ. ಗರಿಷ್ಠ ಪರಿಣಾಮಕಾರಿ ಎಳೆಯುವ ಬಲವನ್ನು ಹೆಚ್ಚಿಸಲು ಮತ್ತು ಜಾರಿಬೀಳುವುದನ್ನು ತಡೆಯಲು, ಸಾಮಾನ್ಯವಾಗಿ α1≥120° ಸುತ್ತು ಕೋನವನ್ನು ಶಿಫಾರಸು ಮಾಡಲಾಗುತ್ತದೆ.
3) ಬೆಲ್ಟ್ ವೇಗವು 5 ರಿಂದ 25 ಮೀ / ಸೆ ವ್ಯಾಪ್ತಿಯ ಹೊರಗೆ ಬಿದ್ದರೆ, ಪರಿಣಾಮಗಳು ಉಂಟಾಗಬಹುದು. ಶ್ರೇಣಿಗಿಂತ ಕೆಳಗಿರುವ ವೇಗಕ್ಕೆ ಒಂದು ದೊಡ್ಡ ಪರಿಣಾಮಕಾರಿ ಎಳೆಯುವ ಬಲದ (Fe) ಅಗತ್ಯವಿರಬಹುದು, ಇದು ಬೆಲ್ಟ್ಗಳ ಸಂಖ್ಯೆ (z) ಮತ್ತು ದೊಡ್ಡದಾದ ಬೆಲ್ಟ್ ಡ್ರೈವ್ ರಚನೆಯಲ್ಲಿ ಹೆಚ್ಚಳಕ್ಕೆ ಕಾರಣವಾಗುತ್ತದೆ. ಇದಕ್ಕೆ ವಿರುದ್ಧವಾಗಿ, ಅತಿಯಾದ ಬೆಲ್ಟ್ ವೇಗವು ಹೆಚ್ಚಿನ ಕೇಂದ್ರಾಪಗಾಮಿ ಬಲಕ್ಕೆ (Fc) ಕಾರಣವಾಗುತ್ತದೆ, ಎಚ್ಚರಿಕೆಯ ಅಗತ್ಯವಿರುತ್ತದೆ.
ಹೆಲಿಕಲ್ ರೋಲಿಂಗ್ನ ಒಳಿತು ಮತ್ತು ಕೆಡುಕುಗಳು.
ಉತ್ತರ:
ಅನುಕೂಲಗಳು
1) ಇದು ಕನಿಷ್ಟ ಉಡುಗೆಯನ್ನು ಪ್ರದರ್ಶಿಸುತ್ತದೆ ಮತ್ತು ಕ್ಲಿಯರೆನ್ಸ್ ಅನ್ನು ತೊಡೆದುಹಾಕಲು ಮತ್ತು ನಿರ್ದಿಷ್ಟ ಮಟ್ಟದ ಪೂರ್ವ-ವಿರೂಪವನ್ನು ಪ್ರೇರೇಪಿಸಲು ಹೊಂದಾಣಿಕೆ ತಂತ್ರವನ್ನು ಅನ್ವಯಿಸಬಹುದು, ಇದರಿಂದಾಗಿ ಬಿಗಿತವನ್ನು ಹೆಚ್ಚಿಸುತ್ತದೆ ಮತ್ತು ಹೆಚ್ಚಿನ ಪ್ರಸರಣ ನಿಖರತೆಯನ್ನು ಸಾಧಿಸಬಹುದು.
2) ಸ್ವಯಂ-ಲಾಕಿಂಗ್ ವ್ಯವಸ್ಥೆಗಳಿಗಿಂತ ಭಿನ್ನವಾಗಿ, ಇದು ರೇಖೀಯ ಚಲನೆಯನ್ನು ರೋಟರಿ ಚಲನೆಗೆ ಪರಿವರ್ತಿಸುವ ಸಾಮರ್ಥ್ಯವನ್ನು ಹೊಂದಿದೆ.
ಅನಾನುಕೂಲಗಳು
1) ರಚನೆಯು ಸಂಕೀರ್ಣವಾಗಿದೆ ಮತ್ತು ಉತ್ಪಾದನೆಯಲ್ಲಿ ಸವಾಲುಗಳನ್ನು ಒಡ್ಡುತ್ತದೆ.
2) ರಿವರ್ಸಲ್ ಅನ್ನು ತಡೆಗಟ್ಟಲು ಕೆಲವು ಕಾರ್ಯವಿಧಾನಗಳು ಹೆಚ್ಚುವರಿ ಸ್ವಯಂ-ಲಾಕಿಂಗ್ ಕಾರ್ಯವಿಧಾನದ ಅಗತ್ಯವಿರಬಹುದು.
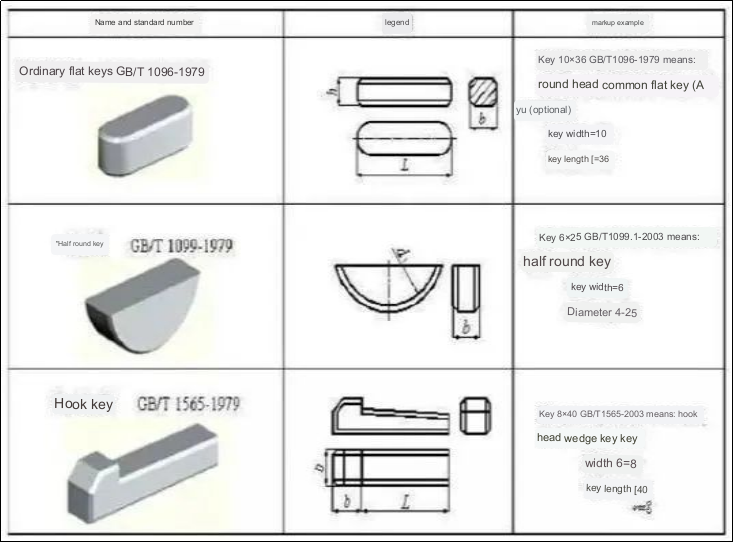
ಕೀಲಿಗಳನ್ನು ಆಯ್ಕೆಮಾಡುವ ಮೂಲಭೂತ ತತ್ವ ಯಾವುದು?
ಉತ್ತರ:
ಕೀಗಳನ್ನು ಆಯ್ಕೆಮಾಡುವಾಗ, ಎರಡು ಪ್ರಮುಖ ಪರಿಗಣನೆಗಳಿವೆ: ಪ್ರಕಾರ ಮತ್ತು ಗಾತ್ರ. ಪ್ರಕಾರದ ಆಯ್ಕೆಯು ಪ್ರಮುಖ ಸಂಪರ್ಕದ ರಚನಾತ್ಮಕ ಗುಣಲಕ್ಷಣಗಳು, ಬಳಕೆಯ ಅವಶ್ಯಕತೆಗಳು ಮತ್ತು ಕೆಲಸದ ಪರಿಸ್ಥಿತಿಗಳಂತಹ ಅಂಶಗಳ ಮೇಲೆ ಅವಲಂಬಿತವಾಗಿದೆ.
ಮತ್ತೊಂದೆಡೆ, ಗಾತ್ರದ ಆಯ್ಕೆಯು ಪ್ರಮಾಣಿತ ವಿಶೇಷಣಗಳು ಮತ್ತು ಸಾಮರ್ಥ್ಯದ ಅವಶ್ಯಕತೆಗಳಿಗೆ ಬದ್ಧವಾಗಿರಬೇಕು. ಕೀಲಿಯ ಗಾತ್ರವು ಅಡ್ಡ-ವಿಭಾಗದ ಆಯಾಮಗಳನ್ನು ಒಳಗೊಂಡಿರುತ್ತದೆ (ಕೀ ಅಗಲ b * ಕೀ ಎತ್ತರ h) ಮತ್ತು ಉದ್ದ L. ಅಡ್ಡ-ವಿಭಾಗದ ಆಯಾಮಗಳ ಆಯ್ಕೆ b*h ಅನ್ನು ಶಾಫ್ಟ್ ವ್ಯಾಸದ ಮೂಲಕ ನಿರ್ಧರಿಸಲಾಗುತ್ತದೆ d, ಆದರೆ ಕೀ ಉದ್ದ L ಮಾಡಬಹುದು ಸಾಮಾನ್ಯವಾಗಿ ಹಬ್ನ ಉದ್ದವನ್ನು ಆಧರಿಸಿ ನಿರ್ಧರಿಸಲಾಗುತ್ತದೆ, ಅಂದರೆ ಕೀ ಉದ್ದ L ಹಬ್ನ ಉದ್ದವನ್ನು ಮೀರಬಾರದು. ಹೆಚ್ಚುವರಿಯಾಗಿ, ಗೈಡ್ ಫ್ಲಾಟ್ ಕೀಗಳಿಗಾಗಿ, ಹಬ್ ಉದ್ದ L' ಸಾಮಾನ್ಯವಾಗಿ (1.5-2) ಶಾಫ್ಟ್ ವ್ಯಾಸದ d ಗಿಂತ ಹೆಚ್ಚು, ಹಬ್ನ ಉದ್ದ ಮತ್ತು ಸ್ಲೈಡಿಂಗ್ ದೂರವನ್ನು ಗಣನೆಗೆ ತೆಗೆದುಕೊಳ್ಳುತ್ತದೆ.
ಅನೆಬಾನ್ ತನ್ನ ಬಲವಾದ ತಾಂತ್ರಿಕ ಸಾಮರ್ಥ್ಯಗಳನ್ನು ಅವಲಂಬಿಸಿದೆ ಮತ್ತು ಸಿಎನ್ಸಿ ಲೋಹದ ಸಂಸ್ಕರಣೆಯ ಅವಶ್ಯಕತೆಗಳನ್ನು ಪೂರೈಸಲು ಸುಧಾರಿತ ತಂತ್ರಜ್ಞಾನಗಳನ್ನು ನಿರಂತರವಾಗಿ ಅಭಿವೃದ್ಧಿಪಡಿಸುತ್ತದೆ,5 ಆಕ್ಸಿಸ್ ಸಿಎನ್ಸಿ ಮಿಲ್ಲಿಂಗ್, ಮತ್ತು ಆಟೋಮೊಬೈಲ್ ಎರಕಹೊಯ್ದ. ನಾವು ಎಲ್ಲಾ ಸಲಹೆಗಳು ಮತ್ತು ಪ್ರತಿಕ್ರಿಯೆಗಳನ್ನು ಹೆಚ್ಚು ಗೌರವಿಸುತ್ತೇವೆ. ಉತ್ತಮ ಸಹಕಾರದ ಮೂಲಕ, ನಾವು ಪರಸ್ಪರ ಅಭಿವೃದ್ಧಿ ಮತ್ತು ಸುಧಾರಣೆಯನ್ನು ಸಾಧಿಸಬಹುದು.
ಚೀನಾದಲ್ಲಿ ODM ತಯಾರಕರಾಗಿ, ಅಲ್ಯೂಮಿನಿಯಂ ಸ್ಟಾಂಪಿಂಗ್ ಭಾಗಗಳನ್ನು ಕಸ್ಟಮೈಸ್ ಮಾಡಲು ಮತ್ತು ಯಂತ್ರೋಪಕರಣಗಳ ಘಟಕಗಳನ್ನು ತಯಾರಿಸುವಲ್ಲಿ ಅನೆಬಾನ್ ಪರಿಣತಿ ಹೊಂದಿದೆ. ಪ್ರಸ್ತುತ, ನಮ್ಮ ಉತ್ಪನ್ನಗಳನ್ನು ಅರವತ್ತಕ್ಕೂ ಹೆಚ್ಚು ದೇಶಗಳಿಗೆ ಮತ್ತು ಆಗ್ನೇಯ ಏಷ್ಯಾ, ಅಮೆರಿಕ, ಆಫ್ರಿಕಾ, ಪೂರ್ವ ಯುರೋಪ್, ರಷ್ಯಾ ಮತ್ತು ಕೆನಡಾ ಸೇರಿದಂತೆ ಪ್ರಪಂಚದಾದ್ಯಂತದ ವಿವಿಧ ಪ್ರದೇಶಗಳಿಗೆ ರಫ್ತು ಮಾಡಲಾಗಿದೆ. ಚೀನಾ ಮತ್ತು ಜಗತ್ತಿನ ಇತರ ಭಾಗಗಳಲ್ಲಿ ಸಂಭಾವ್ಯ ಗ್ರಾಹಕರೊಂದಿಗೆ ವ್ಯಾಪಕ ಸಂಪರ್ಕಗಳನ್ನು ಸ್ಥಾಪಿಸಲು ಅನೆಬಾನ್ ಬದ್ಧವಾಗಿದೆ.
ಪೋಸ್ಟ್ ಸಮಯ: ಆಗಸ್ಟ್-16-2023