
सामान्य धागा काटने की विधियाँ
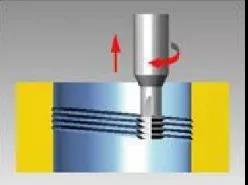

मिलिंग धागा टर्निंग धागा
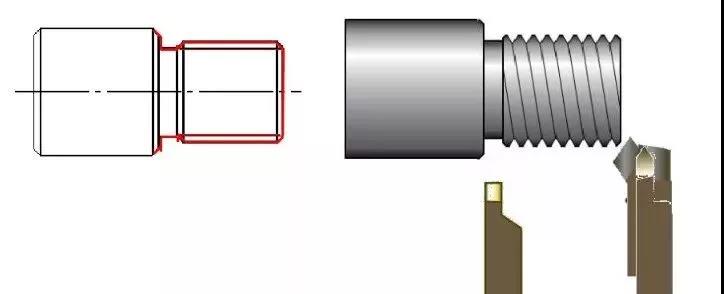
तकनीकी प्रक्रिया
टर्निंग एंड फेस एक टर्निंग थ्रेड मेजर व्यास (डी < नाममात्र व्यास) एक टर्निंग अंडरकट (< थ्रेड माइनर व्यास) → चैम्फरिंग → टर्निंग थ्रेड (मल्टी कटर टर्निंग)
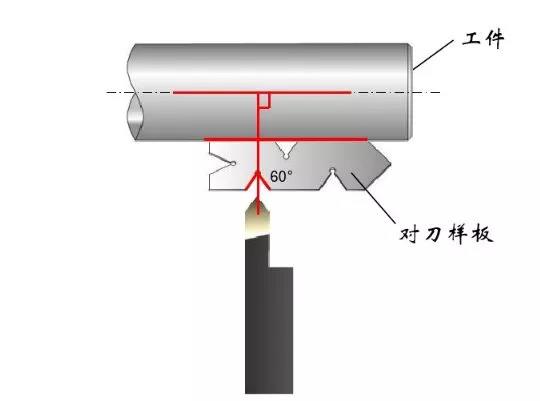
स्थापना कौशल
वर्कपीस की स्थापना
उचित क्लैम्पिंग स्थिति का चयन करें।
पर्याप्त क्लैम्पिंग बल है.


किश्त जमा करें
स्थापना के मुख्य बिंदु: टूल टिप की कोण विभाजन रेखा वर्कपीस की धुरी के लंबवत है।सीएनसी मोड़ भाग
मशीन उपकरण समायोजन
धागा मोड़ने के लिए
स्पिंडल गति को समायोजित करें
पिच का समायोजन

सूचना
1. "यादृच्छिक बकल" से बचें
[यदि बाद वाला चाकू पहले वाले चाकू की टर्निंग विधि के धागे के खांचे में गिरने में विफल रहता है, तो वर्कपीस को स्क्रैप कर दिया जाएगा। ]
यदि स्क्रू पिच वर्कपीस पिच का अभिन्न मान नहीं है, तो इसे आगे और पीछे घुमाकर घुमाया जाना चाहिए
वर्कपीस और स्पिंडल के बीच की सापेक्ष स्थिति को बदला नहीं जा सकता।
यदि उपकरण बदल दिया गया है या पीस दिया गया है, तो उपकरण को फिर से समायोजित किया जाना चाहिए।सीएनसी मशीनिंग भाग
2. "छुरा घोंपना" रोकें
[मशीनिंग भत्ते का वितरण अनुचित है, या एक मोड़ का भत्ता अधिक उचित है, जो धागे के दोनों किनारों को खुरदरा और यहां तक कि चिपका हुआ बनाता है। ]
वर्कपीस और टूल क्लैम्पिंग
भत्ते का उचित आवंटन और उचित फ़ीड विधि का चयन
समय रहते चाकू हटा लें.
एनीबॉन मेटल प्रोडक्ट्स लिमिटेड सीएनसी मशीनिंग, डाई कास्टिंग, शीट मेटल मशीनिंग सेवाएं प्रदान कर सकता है, कृपया बेझिझक हमसे संपर्क करें।
Tel: +86-769-89802722 Email: info@anebon.com Website : www.anebon.com
पोस्ट करने का समय: जनवरी-02-2020