
Cấp hiệu suất của bu lông được sử dụng để kết nối kết cấu thép là 3,6, 4,6, 4,8, 5,6, 6,8, 8,8, 9,8, 10,9, 12,9, v.v. Bu lông loại 8,8 trở lên được làm bằng thép hợp kim cacbon thấp hoặc thép cacbon trung bình và được xử lý nhiệt (tôi, tôi luyện), thường được gọi là bu lông cường độ cao và phần còn lại thường được gọi là bu lông thông thường.Sợi có độ chính xác cao là chìa khóa để thực hiệnbộ phận gia công CNC chất lượng cao.

Nhãn cấp hiệu suất bu lông bao gồm hai phần, tương ứng thể hiện giá trị độ bền kéo danh nghĩa và tỷ lệ oằn của vật liệu bu lông. Chẳng hạn như:
Đối với bu lông có cấp tính năng 4.6, ý nghĩa như sau:
Độ bền kéo danh nghĩa của vật liệu bu lông lên tới 400MPa;
Tỷ lệ cường độ của vật liệu bu lông là 0,6;
Cường độ chảy danh nghĩa của vật liệu bu lông là 400×0,6=240MPa.
Bu lông cường độ cao cấp 10.9, vật liệu của nó sau khi xử lý nhiệt, có thể đạt:
Độ bền kéo danh nghĩa của vật liệu bu lông đạt 1000MPa;
Tỷ lệ cường độ của vật liệu bu lông là 0,9;
Cường độ chảy danh nghĩa của vật liệu bu lông là 1000×0,9=900MPa.
Ý nghĩa của cấp hiệu suất bu lông là một tiêu chuẩn quốc tế. Các bu lông có cùng cấp hiệu suất, bất kể sự khác biệt giữa vật liệu và nguồn gốc của chúng, đều có cùng hiệu suất và chỉ có thể chọn cấp hiệu suất trong thiết kế.
Cấp độ bền 8,8 và 10,9 đề cập đến cấp độ chịu ứng suất cắt của bu lông 8,8GPa và 10,9GPa
8.8 Độ bền kéo danh nghĩa 800N/MM2 Độ bền chảy danh nghĩa 640N/MM2
Nói chung, “x. Y” dùng để biểu thị cường độ của bu lông, X*100= cường độ chịu kéo của bu lông, X*100* (Y/10) = cường độ chảy của bu lông (vì theo nhãn: cường độ chảy/độ bền kéo sức mạnh = Y/10)
Chẳng hạn như 4,8, độ bền kéo của bu lông là: 400MPa; Cường độ năng suất là 400 * 8/10 = 320MPa.
Ngoài ra: bu lông inox thường được ký hiệu là A4-70, A2-70, ý nghĩa của nó có cách hiểu khác.
Để đo
Đơn vị đo chiều dài trên thế giới hiện nay có 2 loại chính, một loại dùng cho hệ mét, đơn vị đo là mét (m), centimét (cm), milimét (mm), v.v., ở Châu Âu, Trung Quốc, Nhật Bản và các nước Đông Nam Bộ khác Châu Á sử dụng nhiều hơn, khác là tiếng Anh, đơn vị đo chủ yếu là inch (inch), tương đương với thành phố cổ “ở nước ta, được sử dụng rộng rãi ở Hoa Kỳ, Anh và các nước Âu Mỹ khác.
Đo hệ mét: (cơ số 10) 1m =100 cm=1000 mm
Hệ thống Imperial: (cơ sở 8) 1 inch = 8 phút 1 inch = 25,4 mm 3/8 x 25,4 = 9,52
Các sản phẩm dưới 1/4 sử dụng số chỉ định để thể hiện kích thước địa chỉ của chúng, chẳng hạn như: 4#, 5#, 6#, 7#, 8#, 10#, 12#
Sợi vít
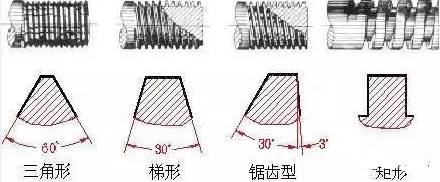
Một sợi là một hình dạng với các đường xoắn ốc đồng đều trên phần bề mặt bên ngoài hoặc bên trong của vật rắn. Theo đặc điểm cấu trúc và công dụng của nó có thể được chia thành ba loại:
Ren chung: dạng răng tam giác, dùng để nối hoặc buộc chặt các bộ phận. Sợi thông thường được chia thành hai loại sợi thô và sợi mịn theo bước và sợi mịn có cường độ kết nối cao hơn.
Sợi truyền: hình thang, hình chữ nhật, hình cưa và hình tam giác, v.v.
Ren bịt: Được sử dụng để kết nối bịt kín, chủ yếu là ren ống, ren côn và ren ống côn.
Phân loại theo hình dáng:
Lớp phù hợp với chủ đề
Ren có độ chính xác cao là một phần không thể thiếu trong quá trình chế tạoBộ phận gia công CNC chất lượng cao.
Độ khít là mức độ chùng hoặc độ kín giữa các ren vít và mức độ khít là sự kết hợp xác định giữa độ lệch và dung sai tác động lên ren trong và ren ngoài.
1. Đối với ren inch đồng nhất, có ba cấp cho ren ngoài: 1A, 2A và 3A, và ba cấp cho ren trong: 1B, 2B và 3B, tất cả đều phù hợp với khe hở. Số thứ hạng càng cao thì sự phù hợp càng chặt chẽ. Trong CHUỖI inch, độ lệch chỉ được xác định cho cấp 1A và 2A, độ lệch cho cấp 3A bằng 0 và độ lệch cấp cho cấp 1A và 2A bằng nhau. Số lượng cấp càng lớn thì dung sai càng nhỏ.
Cấp dung sai 1A và 1B, cấp dung sai rất lỏng, thích hợp cho việc lắp ren trong và ngoài.
Loại 2A và 2B là các loại dung sai ren phổ biến nhất được quy định cho dòng ốc vít cơ khí của Anh.
Loại 3A và 3B, vít để tạo độ khít chặt nhất, thích hợp cho các ốc vít có dung sai chặt chẽ, dành cho thiết kế quan trọng về an toàn.
Đối với ren ngoài, LỚP 1A và 2A có dung sai lắp vừa vặn, LỚP 3A thì không. Dung sai loại 1A lớn hơn 50% so với dung sai loại 2A, lớn hơn 75% so với dung sai loại 3A, đối với ren trong, dung sai loại 2B lớn hơn 30% so với dung sai 2A. Lớp 1B lớn hơn 50% so với lớp 2B và lớn hơn 75% so với lớp 3B.
2. Ren hệ mét, ren ngoài có ba cấp ren: 4h, 6h và 6g, ren trong có ba cấp ren: 5H, 6H, 7H. (Cấp chính xác của ren hàng ngày là I, II, III và thường là II.) Trong ren hệ mét, độ lệch cơ bản của H và h bằng không. Độ lệch cơ bản của G là dương và độ lệch cơ bản của E, F và G là âm.
H là vị trí vùng dung sai chung của ren trong, thường không được sử dụng làm lớp phủ bề mặt hoặc với lớp phosphat rất mỏng. Độ lệch cơ bản của vị trí G cho những dịp đặc biệt, chẳng hạn như lớp phủ dày hơn, thường hiếm khi được sử dụng.
g thường được sử dụng để mạ lớp phủ mỏng 6-9um, nếu yêu cầu bản vẽ sản phẩm là bu lông 6h, ren vít trước khi mạ thông qua dải dung sai 6g.
Sự kết hợp tốt nhất của ren vừa vặn H/g, H/h hoặc G/h, dành cho bu lông, đai ốc và các ren buộc tinh tế khác, mức vừa vặn tiêu chuẩn được khuyến nghị là 6H/6g.
3. Đánh dấu chỉ
Các thông số hình học cơ bản của ren tự ren và ren tự khoan
1. Đường kính lớn/đường kính ngoài (d1): đường kính của một hình trụ tưởng tượng có mão ren chồng lên nhau. Đường kính ren về cơ bản đại diện cho đường kính danh nghĩa của kích thước ren.
2. Đường kính lối đi/đường kính đáy (d2): đường kính của một hình trụ tưởng tượng nơi đáy của ren chồng lên nhau.
3. Khoảng cách răng (p): là khoảng cách trục giữa hai điểm tương ứng của các răng liền kề trên đường giữa. Trong hệ thống đế quốc, khoảng cách giữa các răng được biểu thị bằng số lượng răng trên mỗi inch (25,4 mm).
Dưới đây liệt kê các thông số kỹ thuật chung về khoảng cách nha khoa (hệ mét) Số lượng răng (inch)
1) Tự khai thác số liệu:
Thông số kỹ thuật: ST 1.5, S T1.9, S T2.2, S T2.6, S T2.9, S T3.3, S T3.5, S T3.9, S T4.2, S T4.8, S T5.5, S T6.3, S T8.0, S T9.5
Khoảng cách răng: 0,5, 0,6, 0,8, 0,9, 1,1, 1,3, 1,3, 1,3, 1,4, 1,6, 1,8, 1,8, 2,1, 2,1
2) Răng tự khai thác của người Anh:
Thông số kỹ thuật: 4#, 5#, 6#, 7#, 8#, 10#, 12#, 14#
Số răng: Răng AB 24, 20, 20, 19, 18, 16, 14, 14
Răng A 24, 20, 18, 16, 15, 12, 11, 10
Thời gian đăng: Oct-08-2022