
Dập khuôn lũy tiến
Máy ép khuôn lũy tiến sử dụng chuyển động thẳng đứng khi xử lý kim loại dạng cuộn có khe. Các thao tác uốn và cắt được thực hiện đồng thời trong khuôn để hoàn thiện ít nhất một chi tiết trong mỗi hành trình của máy. Vật liệu cuộn được đưa qua khuôn và xử lý từng bước. Tùy thuộc vào độ phức tạp của bộ phận, khuôn dập lũy tiến có thể chỉ có một bước hoặc nhiều nhất là 40 bước. Bởi vì bản chất của quy trình đòi hỏi vật liệu phải được đẩy sang trạm tiếp theo trong mỗi hành trình của dụng cụ, nên khuôn lũy tiến trước tiên phải dẫn hướng vật liệu để định vị vật liệu bên trong khuôn trước khi cắt và tạo hình. Sự cần thiết của các lỗ thí điểm trên dải vật liệu tiến bộ đôi khi dẫn đến phế liệu hoặc chất thải quá mức trong quy trình.phần dập
Tuy nhiên, thời gian lắp đặt khuôn lũy tiến giảm 38% so với khuôn bốn slide hoặc khuôn nhiều slide. Điều này cho phép các nhà sản xuất sản xuất các lô nhỏ hơn và linh hoạt hơn trong kế hoạch sản xuất, chỉ sản xuất những sản phẩm họ cần khi cần thiết. Nguyên tắc được tiên phong bởi kỹ sư sản xuất huyền thoại người Nhật Shigeo Shingo: SMED (thay khuôn trong một phút) có thể được áp dụng cho máy ép khuôn lũy tiến, đây là thông lệ tiêu chuẩn của Keats. Khuôn lũy tiến cũng có thể tạo ra nhiều bộ phận trên mỗi hành trình, khiến chúng trở nên lý tưởng cho sản xuất hàng loạt:
đê
dấu ngoặc đơn
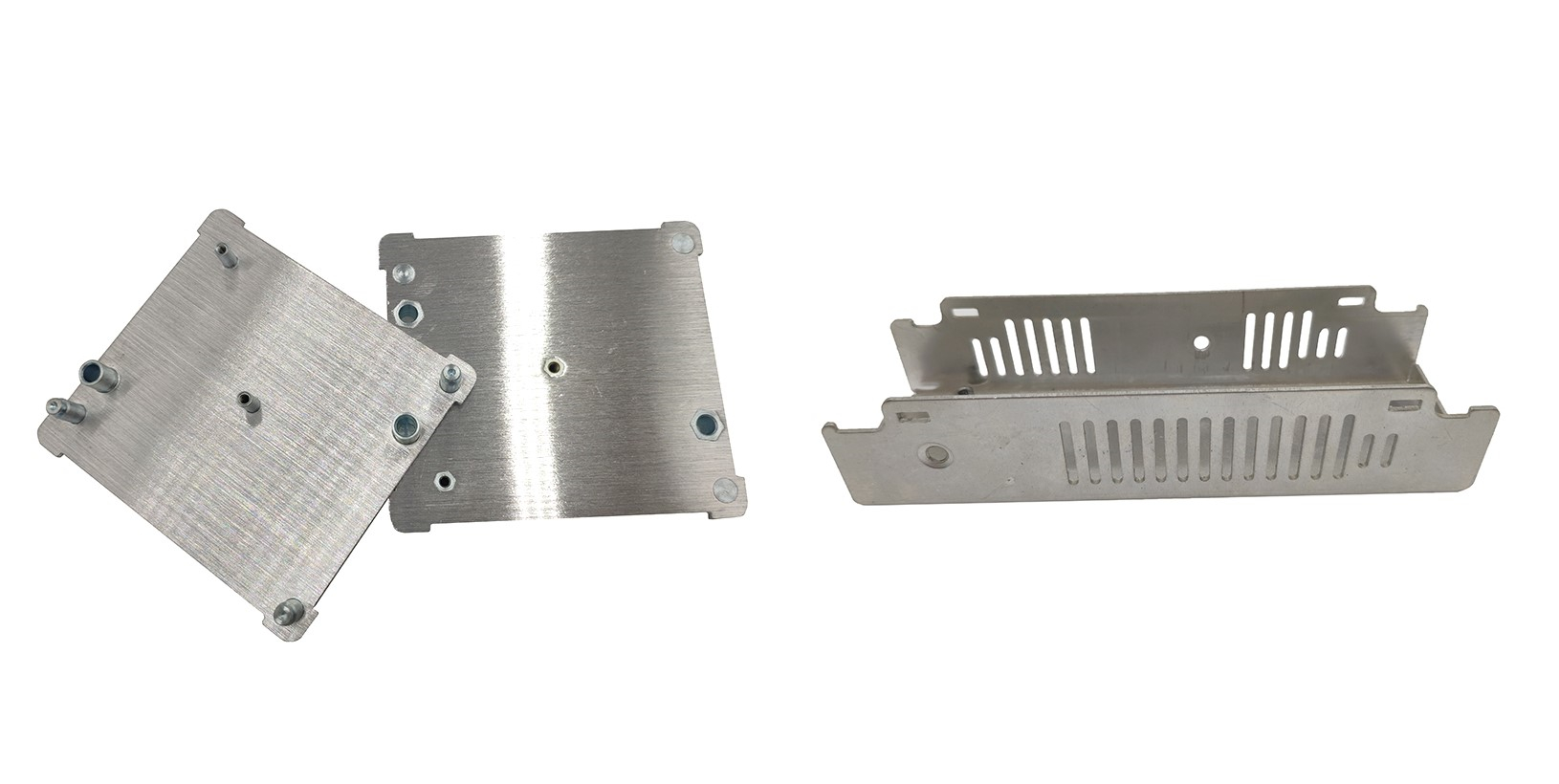
Khung chì
xe buýt
Khiên
Dập bốn thanh trượt / nhiều thanh trượt
Đúng như tên gọi, máy dập kim loại bốn thanh trượt có bốn ván trượt có thể di chuyển được. Ngược lại, máy ép khuôn nhiều thanh trượt có thể có nhiều hơn bốn khuôn trượt chuyển động. Dập kim loại 4 thanh trượt hoặc nhiều thanh trượt hoạt động vuông góc theo chiều ngang, các thanh trượt (ram) trong máy tác động vào vật liệu cuộn để cho ra thành phẩm.dập kim loại
Động cơ servo hoặc cam dẫn động cơ học tác động lên thanh trượt có thể tạo ra các khuỷu và hình dạng phức tạp. Với loại máy này, có thể thêm ren, chèn vít, tán đinh và các hoạt động lắp ráp có giá trị gia tăng khác.phần uốn
So với dập khuôn lũy tiến, dập bốn thanh trượt và dập nhiều thanh trượt giúp giảm chất thải trung bình 31%. Điều này đạt được bằng cách loại bỏ nhu cầu về lỗ dẫn hướng và thay thế thao tác dẫn hướng bằng một giá đỡ phôi có rãnh, cho phép bộ phận thay đổi từ đột dập sang tạo hình mà không cần dẫn hướng. Keats cũng có thể mua nguyên liệu thô dựa trên chiều rộng chính xác của bộ phận và loại bỏ việc cắt tỉa. Do sản xuất bốn thanh trượt cho phép sử dụng số lượng mặt phẳng và trục không giới hạn, nên nó có thể tạo ra tới 375 bộ phận mỗi phút, lý tưởng cho việc sản xuất hàng loạt các bộ phận có độ phức tạp cao như:
Phim ngắn
kẹp
Dây buộc
ống lót
hàm
ách
Anebon Metal Products Limited có thể cung cấp các dịch vụ gia công CNC, đúc khuôn, gia công kim loại tấm, vui lòng liên hệ với chúng tôi.
Tel: +86-769-89802722 Email: info@anebon.com Website : www.anebon.com
Thời gian đăng: Jan-15-2020