
Là một thành viên trong ngành, bạn có thực sự hiểu sự khác biệt giữa các phương pháp xử lý bề mặt khác nhau cho các vật liệu khác nhau không?
Có nhiều kỹ thuật xử lý bề mặt thông thường khác nhau, bao gồm nhưng không giới hạn ở:
Lớp phủ:Phủ một lớp vật liệu mỏng (như sơn, men hoặc kim loại) để bảo vệ bề mặt, nâng cao tính thẩm mỹ, chống ăn mòn hoặc tăng cường các chức năng cụ thể.
Mạ:Mạ điện bao gồm việc phủ một lớp kim loại mỏng lên bề mặt chất nền để cải thiện khả năng chống ăn mòn, độ dẫn điện hoặc hình thức bên ngoài.
Xử lý nhiệt:Áp dụng các quy trình làm mát và nhiệt có kiểm soát để thay đổi cấu trúc vi mô và tính chất của kim loại, chẳng hạn như cải thiện độ cứng, độ bền hoặc độ dẻo.
Làm sạch và chuẩn bị bề mặt:Loại bỏ tạp chất, chất gây ô nhiễm hoặc lớp oxy hóa khỏi bề mặt để đảm bảo độ bám dính và liên kết thích hợp của lớp phủ hoặc các phương pháp xử lý bề mặt khác.
Sửa đổi bề mặt:Các kỹ thuật như cấy ion, tạo hợp kim bề mặt hoặc xử lý bằng laser được sử dụng để thay đổi thành phần hoặc cấu trúc của bề mặt nhằm tăng cường các đặc tính như độ cứng, khả năng chống mài mòn hoặc độ trơ hóa học.
Kết cấu bề mặt:Tạo các mẫu, rãnh hoặc họa tiết cụ thể trên bề mặt để cải thiện độ bám, giảm ma sát hoặc nâng cao vẻ ngoài thẩm mỹ.
Sự định nghĩa:
Xử lý bề mặt là quá trình tạo ra một lớp vật liệu bề mặt trên nền có các tính chất cơ, lý, hóa khác nhau.
Mục đích:
Xử lý bề mặt thường được thực hiện để cải thiện chức năng của sản phẩm, chẳng hạn như khả năng chống ăn mòn, độ bền hoặc tính trang trí. Xử lý bề mặt được thực hiện bằng cách mài cơ học, xử lý nhiệt bề mặt, phun bề mặt và xử lý hóa học. Xử lý bề mặt bao gồm làm sạch, quét, mài nhẵn, tẩy dầu mỡ và tẩy cặn trên bề mặt phôi.
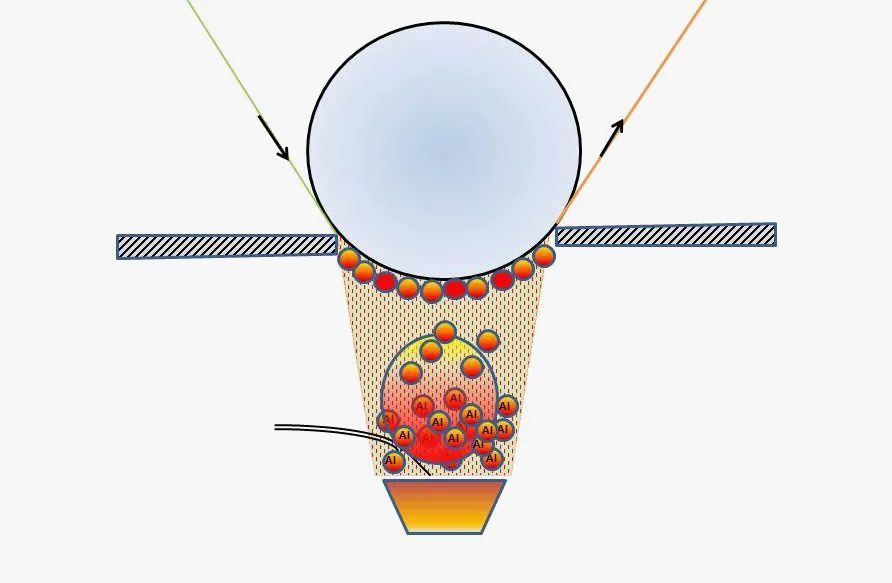
01. Mạ chân không
--- Kim loại hóa chân không ---
Mạ chân không xảy ra như là kết quả của một quá trình vật lý. Trong chân không, argon được bơm vào và sau đó chạm tới mục tiêu. Mục tiêu sau đó được tách thành các phân tử được hấp phụ bởi các chất dẫn điện, tạo ra lớp kim loại giả đồng nhất, mịn màng.
Vật liệu áp dụng:
1. Có thể mạ chân không trên nhiều loại vật liệu bao gồm kim loại, vật liệu tổng hợp, gốm sứ, thủy tinh, nhựa mềm và cứng. Nhôm là phương pháp xử lý bề mặt mạ điện phổ biến nhất, tiếp theo là đồng và bạc.
2. Vật liệu tự nhiên không thể được mạ chân không vì độ ẩm của chúng sẽ cản trở môi trường chân không.
Chi phí của quá trình:
Chi phí nhân công trong mạ chân không khá cao vì phôi phải được phun rồi nạp, dỡ và phun lại. Nó cũng phụ thuộc vào mức độ phức tạp và lớn của phôi.
Tác động môi trường:
Mạ điện chân không tương tự như phun sơn về tác động môi trường.
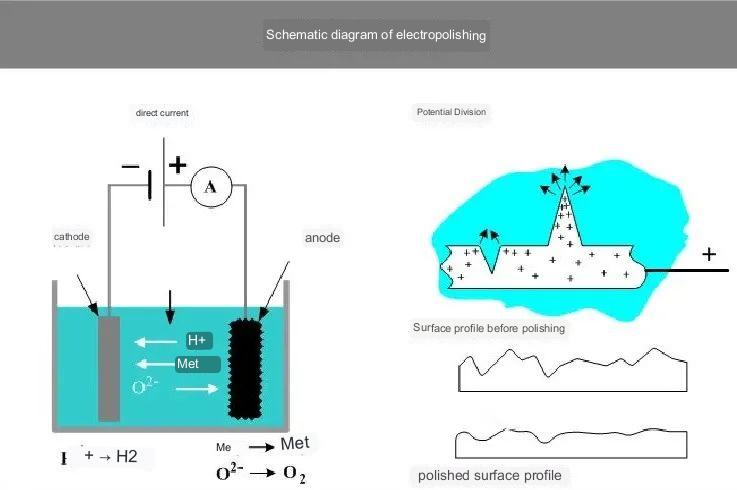
02. Đánh bóng bằng điện
--- Đánh bóng bằng điện ---
Đánh bóng điện hóa là một quá trình điện hóa trong đó các nguyên tử của phôi được ngâm trong chất điện phân được chuyển đổi thành các ion và được loại bỏ khỏi bề mặt do dòng điện đi qua, từ đó đạt được hiệu quả loại bỏ các vệt mịn và tăng độ sáng của bề mặt phôi.
Vật liệu áp dụng:
1. Hầu hết các kim loại có thể được đánh bóng bằng điện phân, trong đó việc đánh bóng bề mặt thép không gỉ được sử dụng phổ biến nhất (đặc biệt đối với thép không gỉ cấp hạt nhân austenit).
2. Các vật liệu khác nhau không thể được đánh bóng bằng điện cùng một lúc, hoặc thậm chí không thể đặt trong cùng một dung môi điện phân.
Chi phí xử lý:
Toàn bộ quá trình đánh bóng điện phân về cơ bản được hoàn thành tự động nên chi phí nhân công rất thấp. Tác động đến môi trường: Đánh bóng điện phân sử dụng ít hóa chất độc hại hơn. Toàn bộ quá trình cần một lượng nước nhỏ và dễ vận hành. Ngoài ra, nó có thể kéo dài tính chất của thép không gỉ và làm chậm sự ăn mòn của thép không gỉ.
03. Quy trình in pad
---In Pad——
Khả năng in văn bản, đồ họa và hình ảnh trên bề mặt của các vật thể có hình dạng bất thường hiện đang trở thành một kỹ thuật in đặc biệt quan trọng.
Vật liệu áp dụng:
In đệm có thể được sử dụng cho hầu hết tất cả các vật liệu, ngoại trừ các vật liệu mềm hơn đệm silicon, chẳng hạn như PTFE.
Chi phí xử lý:
chi phí khuôn thấp và chi phí lao động thấp.
Tác động đến môi trường: Do quá trình này chỉ giới hạn ở các loại mực hòa tan (có chứa hóa chất độc hại) nên có tác động môi trường cao.
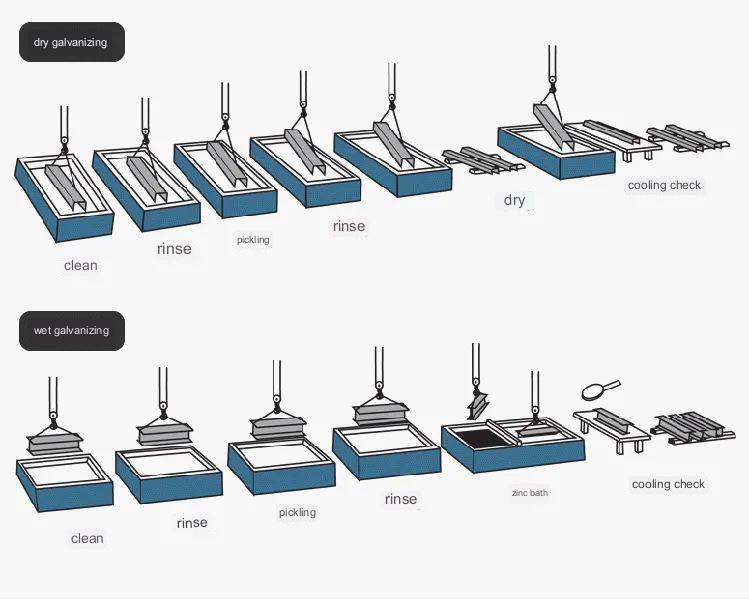
04. Quá trình mạ kẽm
---- Mạ kẽm ----
Xử lý bề mặt áp dụng một lớp kẽm mỏng lên bề mặt vật liệu thép hợp kim. Điều này được thực hiện vì mục đích thẩm mỹ và còn có đặc tính chống gỉ. Lớp mạ kẽm trên bề mặt đóng vai trò như một lớp bảo vệ điện hóa giúp chống ăn mòn kim loại. Mạ kẽm nhúng nóng là phương pháp chính được sử dụng.
Vật liệu áp dụng:
Mạ kẽm là phương pháp xử lý bề mặt chỉ dành cho thép và sắt.
Chi phí xử lý:
Không có chi phí khuôn. Chu kỳ ngắn/chi phí lao động trung bình. Chất lượng bề mặt của chi tiết phần lớn phụ thuộc vào việc chuẩn bị bề mặt thủ công trước khi mạ.
Quá trình mạ điện có tác động tích cực đến môi trường. Nó làm tăng tuổi thọ củabộ phận phay cnctừ 40 đến 100 năm, và nó ngăn ngừa rỉ sét và ăn mòn. Mảnh mạ kẽm cũng có thể được đưa trở lại bể mạ khi nó đã hết thời gian sử dụng. Điều này sẽ không tạo ra chất thải hóa học hoặc vật lý.
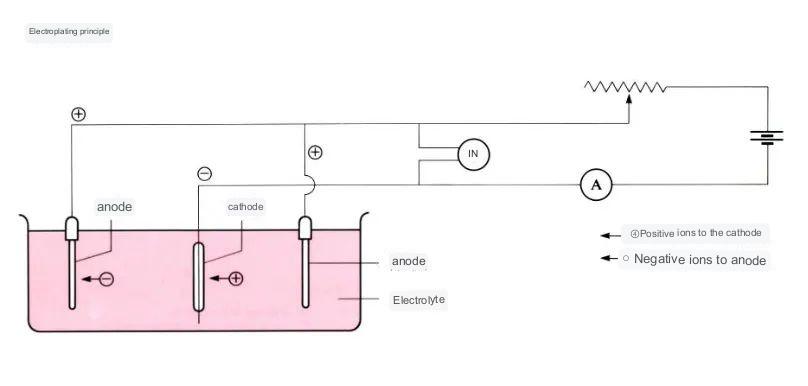
05. Quy trình mạ điện
---- Mạ điện ----
Mạ điện là quá trình phủ một lớp kim loại mỏng lên các bộ phận bằng phương pháp điện phân. Điều này giúp cải thiện khả năng chống ăn mòn, chống mài mòn, độ dẫn điện và tính thẩm mỹ. Nhiều đồng tiền có lớp ngoài được mạ điện. .
Vật liệu áp dụng:
1. Hầu hết các kim loại đều có thể mạ điện, nhưng độ tinh khiết và hiệu quả của quá trình mạ là khác nhau. Chúng bao gồm thiếc và niken.
2. ABS là loại nhựa phổ biến nhất được sử dụng để mạ điện.
3. Niken độc hại và gây kích ứng da. Nó không thể được sử dụng trong các sản phẩm được mạ điện.
Chi phí xử lý:
Không tốn chi phí khuôn nhưng cần có đồ đạc để cố định các bộ phận. Chi phí thời gian phụ thuộc vào loại kim loại và nhiệt độ. Chi phí nhân công (trung bình cao) phụ thuộc vào từng bộ phận mạ cụ thể. Mạ bạc và trang sức đòi hỏi người thợ có tay nghề cao do yêu cầu cao về hình thức và độ bền.
Tác động môi trường:
Mạ điện sử dụng một lượng lớn chất độc hại, đòi hỏi phải khai thác và chuyển hướng chuyên nghiệp để giảm thiểu tác động đến môi trường.
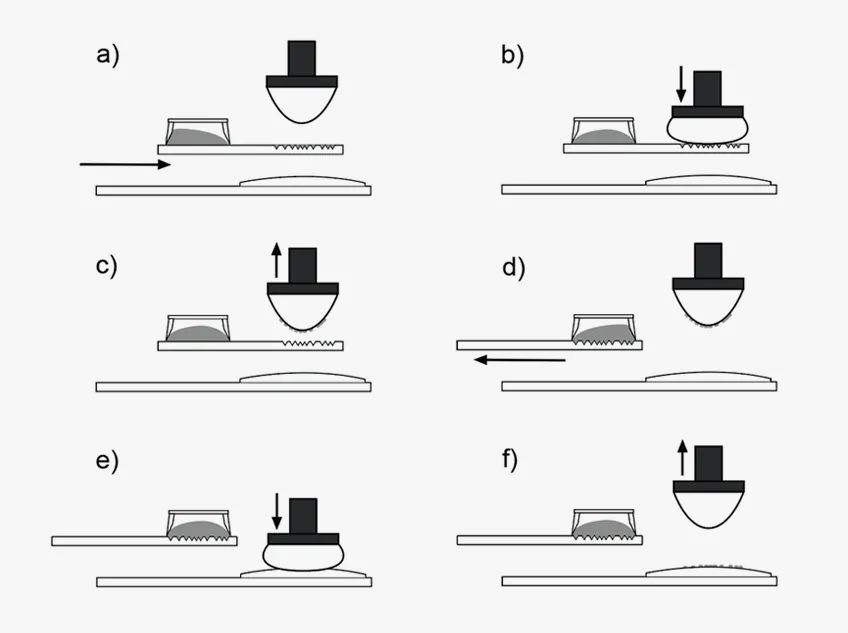
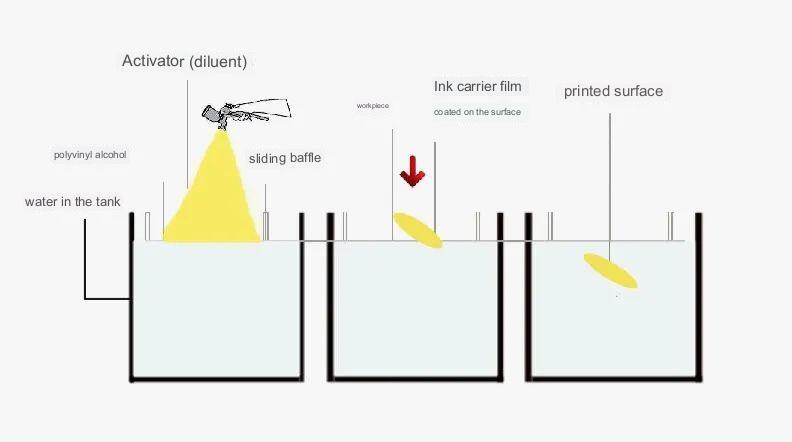
06. In chuyển nước
---- In chuyển Hydro ----
Áp lực nước được sử dụng để chuyển mẫu màu lên bề mặt sản phẩm ba chiều. In chuyển nước đã trở nên phổ biến hơn khi mọi người có kỳ vọng cao hơn về bao bì và trang trí bề mặt.
Vật liệu áp dụng:
Có thể in chuyển nước trên tất cả các vật liệu cứng. Vật liệu phù hợp để phun cũng phù hợp với kiểu in này. Ép phun vàbộ phận tiện kim loại cnclà phổ biến nhất.
Chi phí của quy trình: Tuy không có nấm mốc nhưng nhiều sản phẩm phải được chuyển nước đồng thời bằng thiết bị cố định. Thời gian cần thiết cho mỗi chu kỳ thường không vượt quá 10 phút.
In chuyển nước thân thiện với môi trường hơn so với phun sản phẩm vì nó áp dụng sơn in ở mức độ lớn hơn, do đó giảm rò rỉ chất thải.
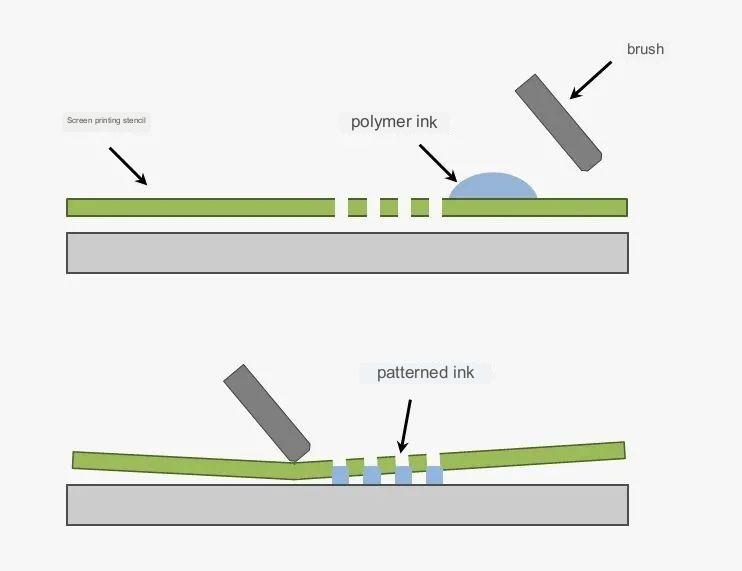
07. In lụa
---- In ấn màn hình ----
Mực được chuyển qua lưới trên phần đồ họa tới chất nền bằng cách ép đùn. Điều này tạo ra đồ họa giống hệt như đồ họa gốc. Thiết bị in lụa rất dễ sử dụng, chế tạo bản in và in đơn giản, chi phí thấp.
Các vật liệu in ấn thường được sử dụng bao gồm tranh sơn dầu màu và áp phích, danh thiếp và bìa đóng bìa.
Vật liệu áp dụng:
In lụa có thể được thực hiện trên hầu hết mọi vật liệu, bao gồm gốm sứ, thủy tinh, gốm sứ và kim loại.
Chi phí xử lý:
Giá thành khuôn thấp nhưng vẫn phụ thuộc vào số lượng màu sắc vì mỗi tấm màu cần phải làm riêng. Chi phí nhân công cao khi in nhiều màu.
Tác động môi trường:
Mực in lụa có màu sáng ít tác động đến môi trường. Tuy nhiên, mực có chứa formaldehyde và PVC là những hóa chất độc hại và phải được tái chế hoặc xử lý kịp thời để tránh ô nhiễm nguồn nước.
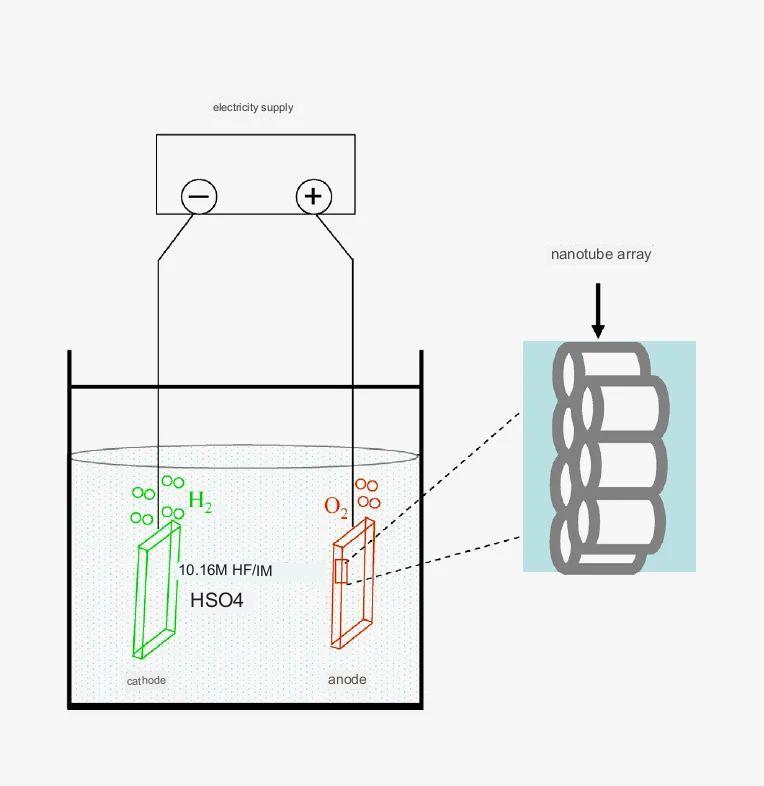
08. Anodizing
--- Quá trình oxy hóa anốt ---
Quá trình oxy hóa anốt của nhôm chủ yếu dựa trên nguyên lý điện hóa để tạo thành một lớp màng Al2O3 (nhôm oxit) trên bề mặt nhôm và hợp kim nhôm. Lớp màng oxit này có các đặc tính đặc biệt như bảo vệ, trang trí, cách nhiệt và chống mài mòn.
Vật liệu áp dụng:
Nhôm, hợp kim nhôm và các loại khácgia công cnc các bộ phận nhôm
Chi phí xử lý: Trong quá trình sản xuất, lượng tiêu hao nước và điện khá lớn, đặc biệt là trong quá trình oxy hóa. Bản thân mức tiêu thụ nhiệt của máy cần được làm mát liên tục bằng nước tuần hoàn và mức tiêu thụ điện năng trên mỗi tấn thường vào khoảng 1000 độ.
Tác động môi trường:
Anodizing không nổi bật về mặt hiệu quả sử dụng năng lượng, trong khi trong quá trình sản xuất điện phân nhôm, hiệu ứng anode còn tạo ra các loại khí có tác dụng phụ gây tổn hại đến tầng ozon trong khí quyển.
09. Vẽ dây kim loại
-- Dây kim loại --
Đó là phương pháp xử lý bề mặt tạo thành các đường trên bề mặt phôi bằng cách mài sản phẩm để đạt được hiệu quả trang trí. Theo các kết cấu khác nhau sau khi vẽ dây, nó có thể được chia thành: vẽ dây thẳng, vẽ dây hỗn loạn, gấp nếp và xoắn.
Vật liệu áp dụng:
Hầu như tất cả các vật liệu kim loại đều có thể sử dụng quy trình kéo dây kim loại.
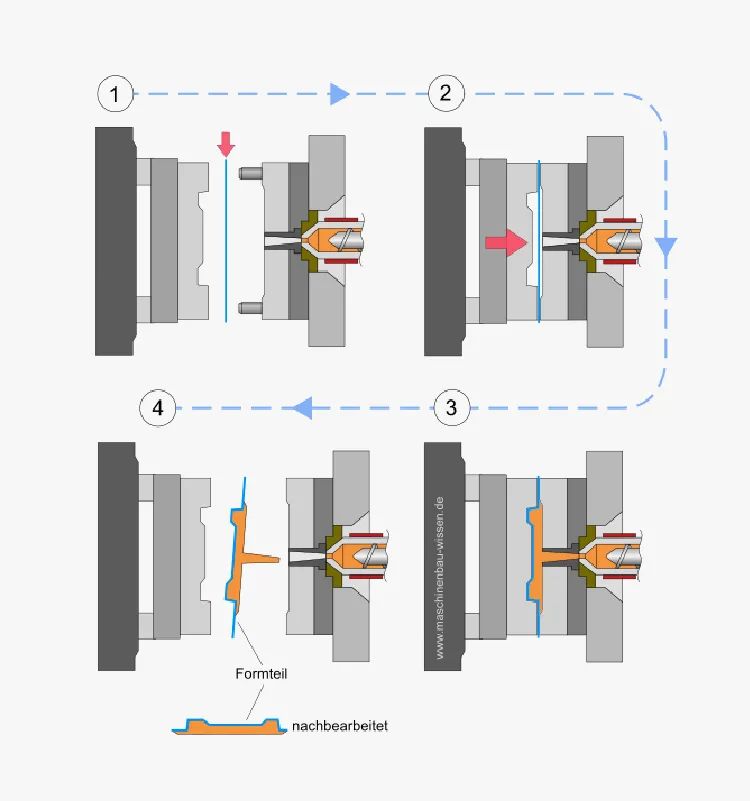
10. Trang trí trong khuôn
---- Trang trí trong khuôn-IMD ----
Phương pháp đúc này bao gồm việc chèn màng ngăn kim loại có in hoa văn vào khuôn kim loại, bơm nhựa vào khuôn, nối màng ngăn lại với nhau và tích hợp nhựa và màng chắn kim loại in hoa văn để tạo thành sản phẩm cuối cùng.
Vật liệu áp dụng:
Pbề mặt cuối cùng
Chi phí xử lý:
Chỉ cần mở một bộ khuôn. Điều này có thể giảm chi phí và giờ lao động, Sản xuất tự động cao, Quy trình sản xuất đơn giản hóa, Phương pháp ép phun một lần và đạt được cả việc đúc và trang trí cùng một lúc.
Tác động môi trường:
Công nghệ này thân thiện với môi trường và xanh, tránh được ô nhiễm do mạ điện và sơn truyền thống gây ra.
Chi phí xử lý:
Phương pháp xử lý đơn giản, thiết bị đơn giản, tiêu hao nguyên liệu rất ít, chi phí tương đối thấp và lợi ích kinh tế cao.
Tác động môi trường:
Sản phẩm kim loại nguyên chất, không sơn hay bất kỳ chất hóa học nào trên bề mặt, nhiệt độ cao 600 độ không cháy, không sinh ra khí độc, đáp ứng yêu cầu phòng cháy chữa cháy và bảo vệ môi trường.
Tiếp tục cải tiến để đảm bảo sản phẩm phù hợp với tiêu chuẩn của thị trường và khách hàng. Anebon có hệ thống kiểm soát chất lượng được áp dụng để đảm bảo các Bộ phận bán chạy chất lượng cao năm 2022 cho Dịch vụ Bộ phận tiện gia công CNC khoan nhựa ABS, Trust Anebon và bạn sẽ nhận được nhiều lợi ích hơn nữa. Vui lòng dành thời gian liên hệ với chúng tôi để biết thêm thông tin, Anebon đảm bảo với bạn sự quan tâm đầy đủ của chúng tôi suốt cả ngày.
Phụ tùng ô tô gồm các bộ phận phay, tiện thép chất lượng cao do Anebon Trung Quốc sản xuất. Các sản phẩm của Anebon ngày càng được khách hàng nước ngoài công nhận và thiết lập mối quan hệ lâu dài và cùng có lợi với Anebon. Anebon sẽ cung cấp dịch vụ chất lượng cao nhất cho mỗi khách hàng. Chúng tôi nồng nhiệt chào đón những người bạn mới tham gia cùng Anebon và tạo ra lợi ích chung.
Thời gian đăng: 18-07-2023