
Bạn có hiểu mối quan hệ giữa thước cặp, panme và ngành công nghiệp CNC không?
Cả thước cặp và panme đều là những công cụ đo chính xác thường được sử dụng trong ngành CNC để đo kích thước chính xác.
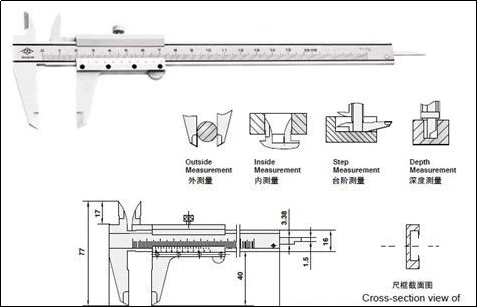
Thước cặp Vernier hay còn gọi là thước cặp vernier hay thước cặp trượt là dụng cụ đo cầm tay dùng để đo kích thước bên ngoài (chiều dài, chiều rộng và độ dày) của vật thể. Chúng bao gồm một thang đo chính và một thang đo vernier trượt, cho phép đọc chính xác vượt quá độ phân giải của thang đo chính.
Mặt khác, micromet chuyên dụng hơn và có khả năng đo khoảng cách cực nhỏ với độ chính xác cao. Chúng được sử dụng để đo các kích thước như đường kính, độ dày và độ sâu. Micromet cung cấp các phép đo tính bằng micromet (µm) hoặc phần nghìn milimét.
Trong ngành công nghiệp CNC, độ chính xác là rất quan trọng để đảm bảo quy trình gia công và sản xuất chính xác. Thước cặp và micromet Vernier đóng vai trò quan trọng trong việc kiểm soát chất lượng, kiểm tra và đo lường chính xácCác bộ phận gia công CNC. Chúng cho phép người vận hành và kỹ thuật viên CNC xác minh kích thước, duy trì dung sai chặt chẽ và đảm bảo hoạt động bình thường của máy CNC.
Sự kết hợp giữa công nghệ CNC và các công cụ đo lường chính xác như thước cặp và micromet giúp hợp lý hóa quy trình sản xuất, nâng cao hiệu quả và cung cấp các bộ phận gia công CNC chất lượng cao.
Tổng quan về thước cặp Vernier
Là một công cụ đo có độ chính xác cao được sử dụng rộng rãi, thước cặp có cấu tạo gồm hai phần: thước đo chính và thước đo trượt được gắn vào thước đo chính. Nếu chia theo giá trị thang đo của vernier thì thước cặp vernier được chia làm 3 loại: 0,1, 0,05 và 0,02mm.
Cách đọc thước cặp vernier
Lấy thước cặp vernier chính xác có giá trị thang đo 0,02mm làm ví dụ, phương pháp đọc có thể được chia thành ba bước;
1) Đọc toàn bộ milimet theo thang đo gần nhất trên thang đo chính bên trái vạch số 0 của thang đo phụ;
2) Nhân 0,02 để đọc số thập phân theo số vạch khắc thẳng hàng với thang đo trên thang đo chính bên phải vạch số 0 của thang đo phụ;
3) Cộng phần nguyên và phần thập phân ở trên để có kích thước tổng.
Phương pháp đọc của thước cặp vernier 0,02mm
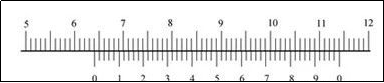
Như hình trên, thang đo ở mặt trước của thang đo chính đối diện với vạch 0 của thang đo phụ là 64mm, và vạch thứ 9 sau vạch 0 của thang đo phụ được căn chỉnh với đường khắc của thang đo chính.
Vạch thứ 9 sau vạch 0 của thang đo phụ có nghĩa là: 0,02×9= 0,18mm
Vậy kích thước phôi đo được là: 64+0,18=64,18mm
Cách sử dụng thước cặp vernier
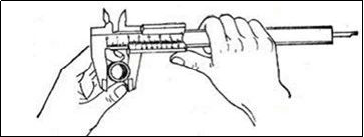
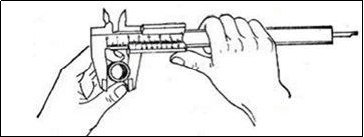
Đưa các hàm lại với nhau để xem vernier có thẳng hàng với vạch 0 trên thang đo chính hay không. Nếu nó được căn chỉnh thì có thể đo được: nếu nó không được căn chỉnh thì phải ghi sai số 0: đường tỷ lệ 0 của vernier được gọi là sai số 0 dương ở phía bên phải của đường tỷ lệ 0 trên thân thước và Sai số 0 âm gọi là sai số 0 âm ở phía bên trái của vạch 0 trên thân thước (Phương pháp điều chỉnh này phù hợp với quy định của trục số, gốc tọa độ là dương khi gốc tọa độ ở bên phải, và âm khi gốc tọa độ ở bên trái).
Khi đo, hãy giữ thân thước bằng tay phải, di chuyển con trỏ bằng ngón tay cái và giữbộ phận nhôm cncvới đường kính ngoài (hoặc đường kính trong) bằng tay trái, sao cho vật cần đo nằm giữa các vấu đo bên ngoài và khi đã gắn chặt vào vấu đo thì có thể đọc được như hình bên dưới :
Ứng dụng thước cặp Vernier trong dịch vụ gia công CNC
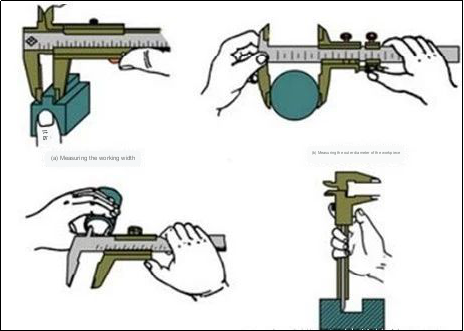
Là một công cụ đo thông thường, thước cặp có thể được sử dụng theo bốn khía cạnh sau:
1) Đo chiều rộng của phôi
2) Đo đường kính ngoài của phôi
3) Đo đường kính trong của phôi
4) Đo độ sâu của phôi
Các phương pháp đo cụ thể của 4 khía cạnh này được thể hiện trong hình dưới đây:
Ứng dụng của thước cặp Vernier trongDịch vụ gia công CNC
Là một công cụ đo thông thường, thước cặp có thể được sử dụng theo bốn khía cạnh sau:
1) Đo chiều rộng của phôi
2) Đo đường kính ngoài của phôi
3) Đo đường kính trong của phôi
4) Đo độ sâu của phôi
Các phương pháp đo cụ thể của 4 khía cạnh này được thể hiện trong hình dưới đây:
Thận trọng khi sử dụng
Thước cặp là một dụng cụ đo tương đối chính xác, khi sử dụng cần chú ý những điểm sau:
1. Trước khi sử dụng, hãy làm sạch bề mặt đo của hai chân kẹp, đóng hai chân kẹp lại và kiểm tra xem đường 0 của thước phụ có thẳng hàng với đường 0 của thước chính hay không. Nếu không, số đo phải được sửa theo lỗi ban đầu.
2. Khi đo phôi, bề mặt đo của chân kẹp phải song song hoặc vuông góc với bề mặt phôi và không được lệch. Và lực không được quá lớn để không làm biến dạng hoặc mòn chân kẹp, điều này sẽ ảnh hưởng đến độ chính xác của phép đo. 3. Khi đọc, đường ngắm phải vuông góc với bề mặt thang đo, nếu không giá trị đo được sẽ không chính xác.
4. Khi đo đường kính trong, lắc nhẹ để tìm giá trị lớn nhất.
5. Sau khi sử dụng hết thước cặp, hãy lau cẩn thận, bôi dầu bảo vệ và đặt thước phẳng vào nắp. trong trường hợp nó bị rỉ sét hoặc bị cong.
Micromet xoắn ốc, còn được gọi là micromet, là một công cụ đo chính xác. Nguyên lý, cấu trúc và cách sử dụng micromet xoắn ốc sẽ được giải thích dưới đây.
Micromet xoắn ốc là gì?
Micromet xoắn ốc hay còn gọi là micromet, micromet xoắn ốc, thẻ cm, là công cụ đo chiều dài chính xác hơn so với thước cặp vernier. Nó có thể đo chiều dài chính xác đến 0,01mm và phạm vi đo là vài cm.
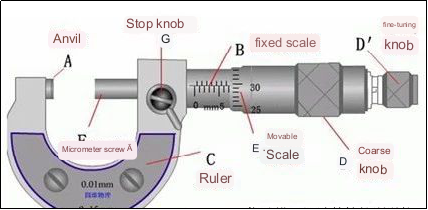
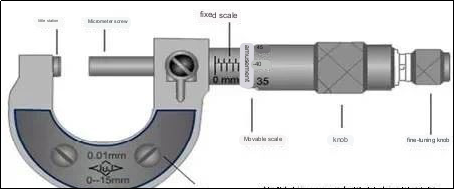
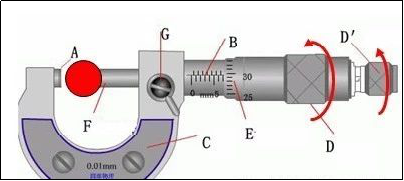
Cấu trúc của micromet xoắn ốc
Sau đây là sơ đồ cấu trúc của micromet xoắn ốc:
Nguyên lý làm việc của micromet trục vít
Micromet vít được chế tạo theo nguyên tắc khuếch đại vít, nghĩa là vít quay một lần trong đai ốc và vít tiến hoặc lùi dọc theo hướng của trục quay một khoảng cách một bước. Do đó, khoảng cách nhỏ di chuyển dọc theo trục có thể được biểu thị bằng số đọc trên chu vi.
Bước ren chính xác của micromet trục vít là 0,5mm và thang đo di động có 50 thang chia đều. Khi thang đo di động quay một lần, vít micromet có thể tiến hoặc lùi 0,5mm, do đó, việc xoay từng vạch chia nhỏ tương đương với việc đo Vít vi mô tiến hoặc lùi 0,5/50=0,01mm. Có thể thấy rằng mỗi vạch chia nhỏ của thang đo di động đại diện cho 0,01mm nên micromet trục vít có thể chính xác đến 0,01mm. Bởi vì nó có thể được ước tính để đọc một cái khác, nó có thể được đọc đến phần nghìn milimét, vì vậy nó còn được gọi là micromet.
Cách sử dụng micromet xoắn ốc
Khi chúng tôi thường giúp khách hàng kết nối thiết bị thu thập dữ liệu của mình với micromet xoắn ốc để đo hiệu suất cao, chúng tôi thường hướng dẫn khách hàng thực hiện những điều sau khi chế tạo micromet xoắn ốc:
1. Kiểm tra điểm 0 trước khi sử dụng: xoay từ từ núm điều chỉnh D’ để thước đo (F) tiếp xúc với đe đo (A) cho đến khi bánh cóc phát ra âm thanh. Lúc này, điểm 0 trên thước di động (ống bọc di động) Đường khắc phải thẳng hàng với đường tham chiếu (đường ngang dài) trên ống bọc cố định, nếu không sẽ không có sai số.
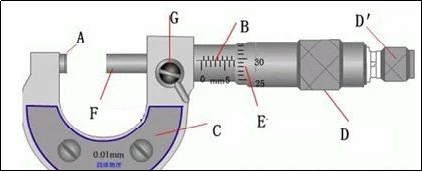
2. Tay trái cầm khung thước (C), xoay núm điều chỉnh thô D bằng tay phải sao cho khoảng cách giữa thước đo F và đe A lớn hơn vật đo một chút, đặt vật đo vào, xoay núm bảo vệ D' để kẹp vật đo cho đến khi bánh cóc phát ra âm thanh, xoay núm cố định G để cố định thanh đo và lấy số đọc.
Phương pháp đọc micromet trục vít
1. Đọc thang đo cố định trước
2. Đọc lại nửa thang đo, nếu vạch nửa thang lộ ra thì ghi là 0,5mm; nếu vạch nửa tỷ lệ không lộ ra thì ghi là 0,0mm;
3. Đọc lại thang đo di động (chú ý ước tính) và ghi lại là n × 0,01mm;
4. Kết quả đọc cuối cùng là thang đo cố định + thang đo nửa + thang đo di động
Vì kết quả đọc của micromet xoắn ốc chính xác đến phần nghìn mm nên micromet xoắn ốc còn được gọi là micromet.
Biện pháp phòng ngừa cho micromet xoắn ốc
1. Khi đo, chú ý dừng sử dụng núm khi vít micromet đang đến gần vật cần đo và thay vào đó hãy sử dụng núm tinh chỉnh để tránh áp lực quá cao, điều này không chỉ giúp kết quả đo chính xác mà còn bảo vệ micromet trục vít.
2. Khi đọc, chú ý xem vạch khắc chỉ nửa milimet trên thang đo cố định có bị lộ ra ngoài hay không.
3. Khi đọc có ước tính con số ở hàng nghìn, không thể tùy tiện vứt đi. Ngay cả khi điểm 0 của thang đo cố định chỉ thẳng hàng với một đường tỷ lệ nhất định của thang đo di động thì vị trí thứ nghìn cũng phải được đọc là “0”.
4. Khi đe nhỏ và vít micromet gần nhau, điểm 0 của thang đo di động không trùng với điểm 0 của thang đo cố định và sẽ có sai số 0, cần sửa, nghĩa là Giá trị sai số 0 phải được loại bỏ khỏi số đo chiều dài cuối cùng.
Sử dụng và bảo trì đúng cách micromet xoắn ốc
• Kiểm tra xem vạch số 0 có chính xác hay không;
• Khi đo, bề mặt phôi cần đo phải được lau sạch;
• Khi phôi có kích thước lớn nên đo trên bàn ủi hình chữ V hoặc tấm phẳng;
• Lau sạch thước đo và đe trước khi đo;
• Cần có thiết bị bánh cóc khi vặn ống bọc di động;
• Không nới lỏng nắp lưng để không làm thay đổi vạch số 0;
• Không thêm dầu động cơ thông thường vào giữa ống bọc cố định và ống bọc di động;
• Sau khi sử dụng, lau sạch dầu và cho vào hộp chuyên dụng để nơi khô ráo.
Anebon theo đuổi và mục tiêu của doanh nghiệp là “Luôn đáp ứng yêu cầu của khách hàng”. Anebon tiếp tục thiết lập, tạo kiểu và thiết kế các sản phẩm chất lượng hàng đầu vượt trội cho cả khách hàng mới và cũ, đồng thời nhận ra triển vọng đôi bên cùng có lợi cho nhóm khách hàng của mình giống như chúng tôi tùy chỉnh các cấu hình ép đùn có độ chính xác cao, các bộ phận nhôm tiện cnc và các bộ phận phay nhôm cho khách hàng . Anebon với vòng tay rộng mở đã mời tất cả những người mua quan tâm đến thăm trang web của chúng tôi hoặc liên hệ trực tiếp với chúng tôi để biết thêm thông tin.
Nhà máy tùy chỉnh Máy CNC và Máy khắc CNC Trung Quốc, sản phẩm của Anebon được người dùng công nhận và tin cậy rộng rãi, đồng thời có thể đáp ứng nhu cầu kinh tế và xã hội không ngừng phát triển. Anebon chào đón khách hàng mới và cũ từ mọi tầng lớp xã hội liên hệ với chúng tôi để có mối quan hệ kinh doanh trong tương lai và đạt được thành công chung!
Thời gian đăng: Jul-03-2023