
Чи розумієте ви сферу застосування геометричного допуску в обробці з ЧПК?
Специфікація геометричних допусків є ключовим аспектом обробки з ЧПК, оскільки забезпечує точне виготовлення компонентів. Геометричні допуски — це варіації розміру, форми, орієнтації та розташування елементів на деталі. Ці варіації мають вирішальне значення для функціональних характеристик деталі.
Геометричний допуск використовується в обробці з ЧПК для різних застосувань.
Контроль розмірів:
Геометричні допуски дозволяють точно контролювати розмір і розміри оброблених елементів. Це гарантує, що всі деталі ідеально вирівняні та виконують свої функції.
Контроль форми:
Геометричні допуски гарантують отримання бажаної форми та контуру для оброблених деталей. Це важливо для деталей, які потрібно зібрати або мають особливі вимоги до сполучення.
Контроль орієнтації:
Геометричні допуски використовуються для контролю кутового вирівнювання таких елементів, як отвори, прорізи та поверхні. Це особливо важливо для компонентів, які потребують точного вирівнювання або повинні точно підходити до інших частин.
Геометричні допуски:
Геометричні допуски - це відхилення, які можна зробити в положенні елементів на елементі. Це гарантує, що критичні характеристики частини точно розташовані відносно одна одної, забезпечуючи належну функціональність і збірку.
Контроль профілю:
Геометричні допуски використовуються для контролю загальної форми та профілю складних елементів, таких як криві, контури та поверхні. Це гарантує відповідність оброблених деталей вимогам профілю.
Контроль концентричності та симетрії:
Геометричні допуски відіграють вирішальну роль у досягненні концентричності та симетрії оброблених елементів. Це особливо важливо під час центрування обертових компонентів, таких як вали, шестерні та підшипники.
Контроль биття:
Геометричні допуски вказують дозволені зміни прямолінійності та круговості обертанняточені деталі з ЧПУ. Він розроблений для забезпечення плавної роботи та зменшення вібрації та помилок.
Якщо ми не розуміємо геометричні допуски на кресленнях у виробництві, аналіз обробки буде вимкнено, а результати обробки можуть бути навіть серйозними. Ця таблиця містить міжнародний стандарт геометричного допуску з 14 елементів.
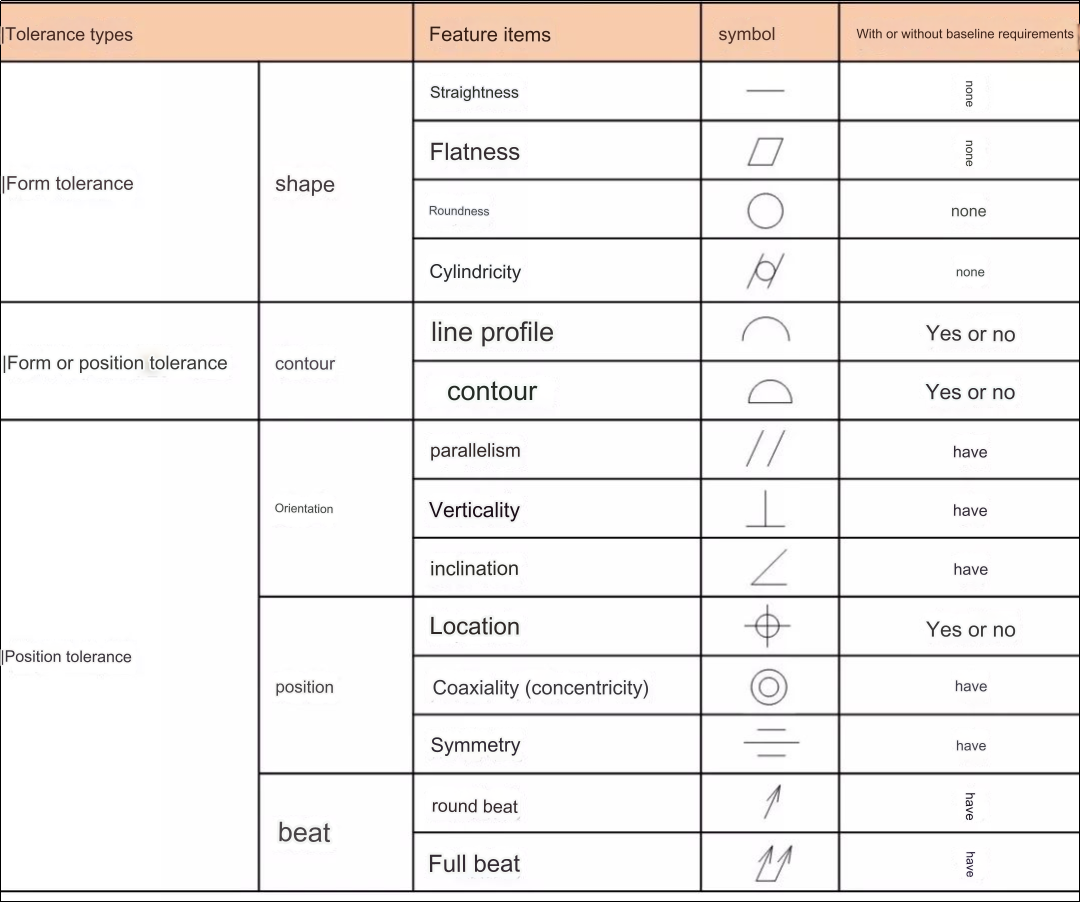
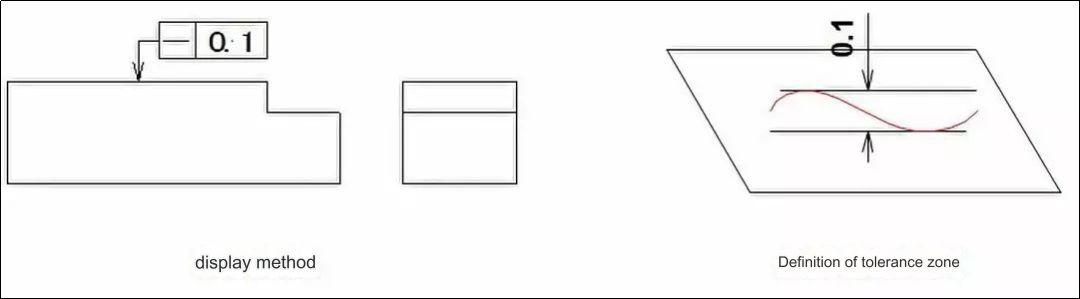
1. Прямолінійність
Прямолінійність — здатність деталі зберігати ідеальну пряму лінію. Допуск прямолінійності визначається як максимальне відхилення фактичної прямої лінії від ідеальної.
приклад 1:Зона допуску на площині повинна бути між двома паралельними прямими з відстанню 0,1 мм.
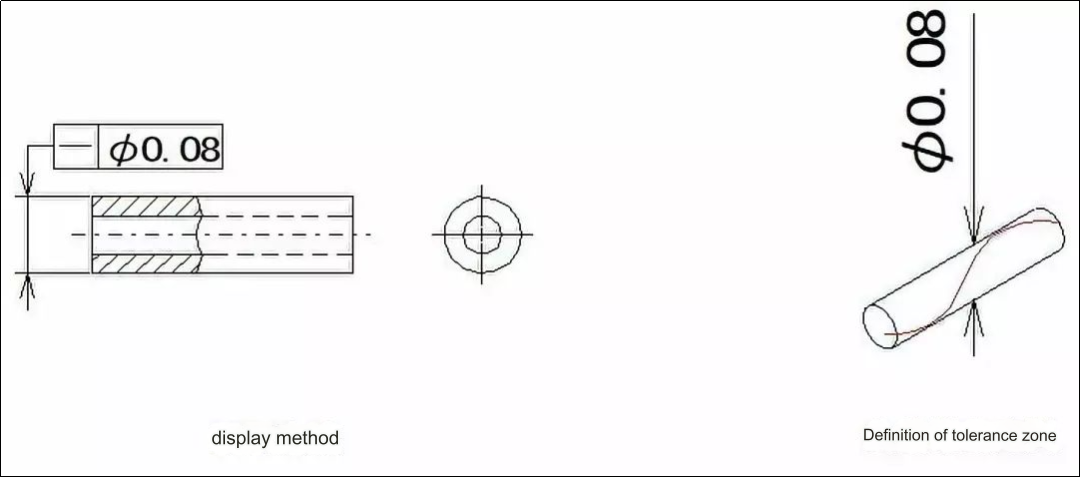
приклад 2:Якщо ви додаєте символ Ph до значення допуску, то він повинен бути в області циліндричної поверхні, яка має діаметр 0,08 мм.
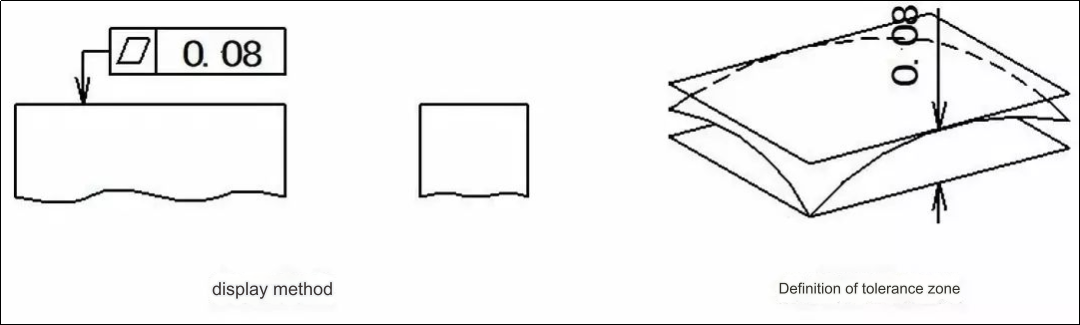
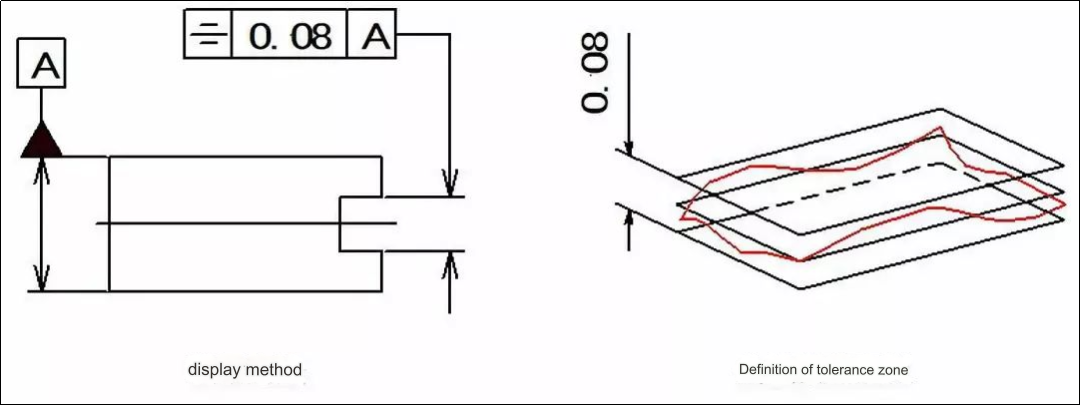
2. Площинність
Площинність (також відома як площинність) — це стан, за якого деталь зберігає ідеальну площину. Допуск на площинність - це міра максимального відхилення, яке можна зробити між ідеальною поверхнею та фактичною поверхнею.
Наприклад, зона допуску визначається як простір між паралельними площинами, відстань між якими становить 0,08 мм.
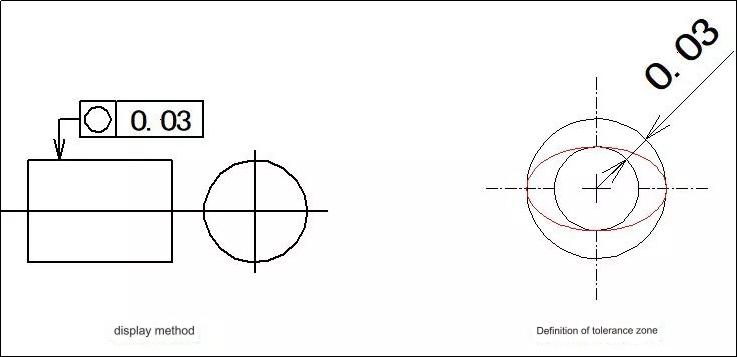
3. Округлість
Округлість компонента — це відстань між центром і фактичною формою. Допуск округлості визначається як максимальне відхилення фактичної круглої форми від ідеальної круглої форми на тому самому поперечному перерізі.
приклад:Зона допуску повинна розташовуватися на одному нормальному перерізі. Різниця радіусів визначається як відстань між двома концентричними кільцями з допуском 0,03 мм.
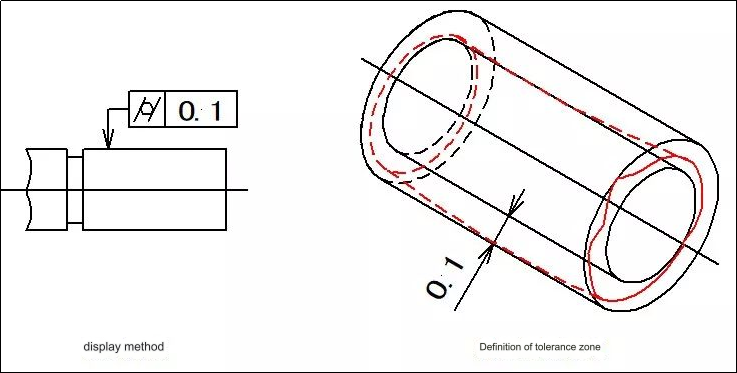
4. Циліндричність
Термін «циліндричність» означає, що всі точки циліндричної поверхні деталі однаково віддалені від її осі. Максимально допустиме відхилення між фактичною циліндричною поверхнею та ідеальною циліндричною поверхнею називається допуском циліндричності.
приклад:Зона допуску визначається як площа між коаксіальними циліндричними поверхнями, які мають різницю в радіусі 0,1 мм.
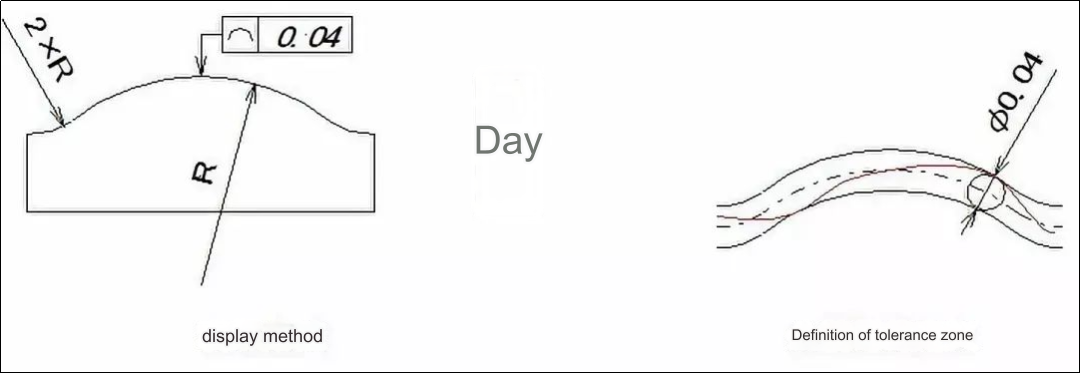
5. Лінія контуру
Лінійний профіль - це умова, коли будь-яка крива, незалежно від її форми, зберігає ідеальну форму в певній площині деталі. Допуск на профіль лінії - це зміна, яку можна зробити в контурі некруглих кривих.
Наприклад, зона допуску визначається як простір між двома конвертами, що містить ряд кіл діаметром 0,04 мм. Центри кіл знаходяться на прямих, які мають геометрично правильну форму.
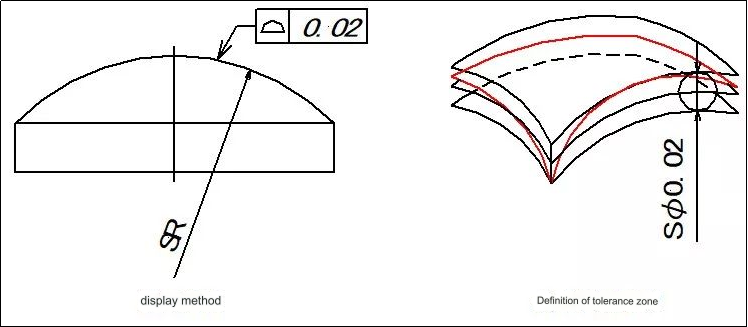
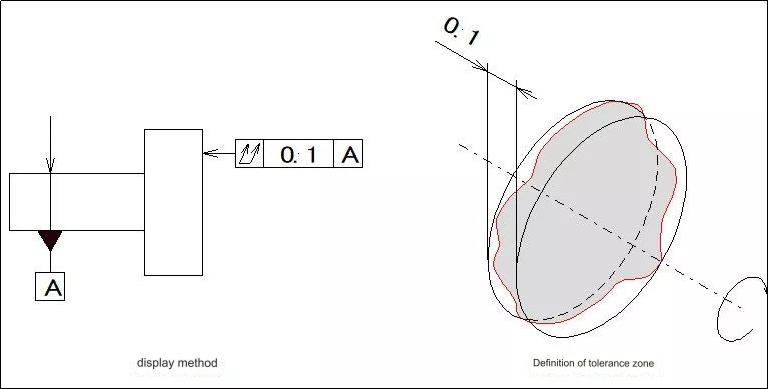
6. Контур поверхні
Контур поверхні — це стан, за якого поверхня довільної форми на компоненті зберігає свою ідеальну форму. Допуск контуру поверхні - це різниця між контурною лінією та поверхнею ідеального контуру некруглої поверхні.
Наприклад:Зона допуску лежить між двома огинаючими лініями, які охоплюють серію кульок діаметром 0,02 мм. Центр кожної кульки повинен бути на поверхні геометрично правильної форми.
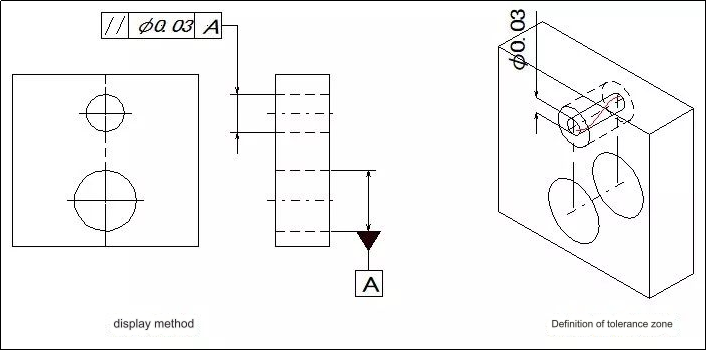
7. Паралелізм
Ступінь паралельності — це термін, який використовується для опису того факту, що елементи деталі знаходяться на однаковій відстані від бази даних. Допуск на паралельність визначається як максимальна варіація, яка може бути зроблена між напрямком, у якому фактично лежить вимірюваний елемент, та ідеальним напрямком, паралельним базовій точці.
приклад:Якщо додати символ Ph перед значенням допуску, то зона допуску буде всередині поверхні циліндра з контрольним діаметром Ph0,03 мм.
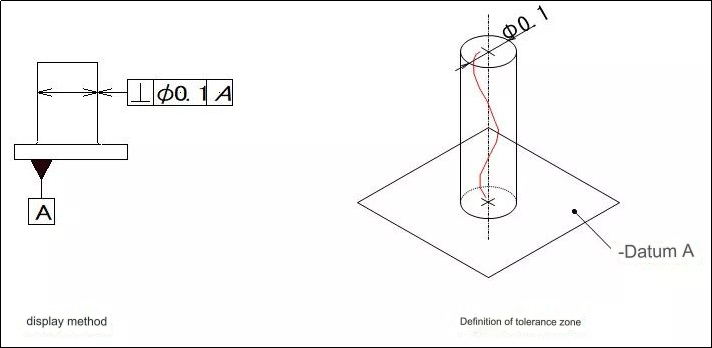
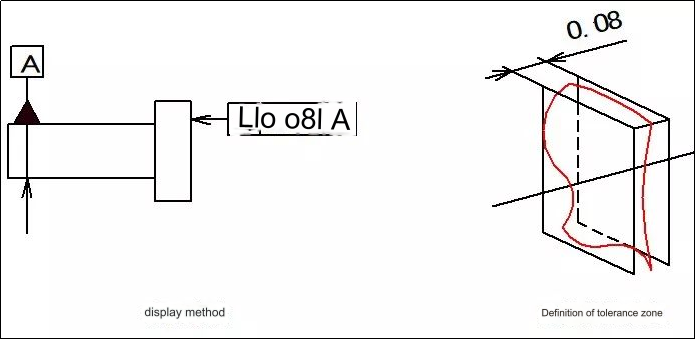
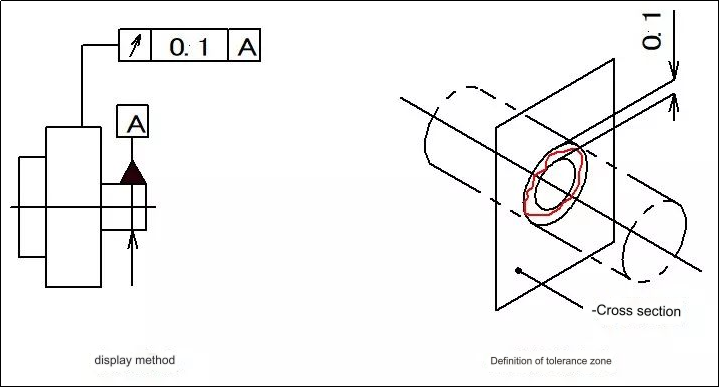
Ступінь ортогональності, також відомий як перпендикулярність між двома елементами, вказує на те, що елемент, виміряний на деталі, зберігає правильні 90 градусів відносно базової точки. Допуск вертикальності — це максимальна варіація між напрямком, у якому фактично виміряно об’єкт, і напрямком, перпендикулярним до базової точки.
приклад 1:Зона допуску буде перпендикулярна до циліндричної поверхні з точкою відліку 0,1 мм, якщо перед нею стоїть позначка Ph.
приклад 2:Зона допуску повинна знаходитись між двома паралельними площинами на відстані 0,08 мм одна від одної та перпендикулярно базовій лінії.
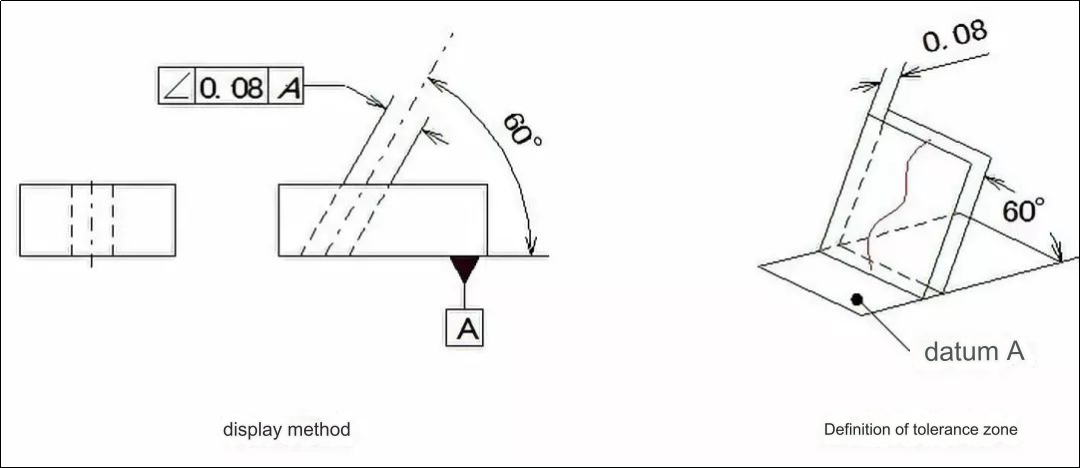
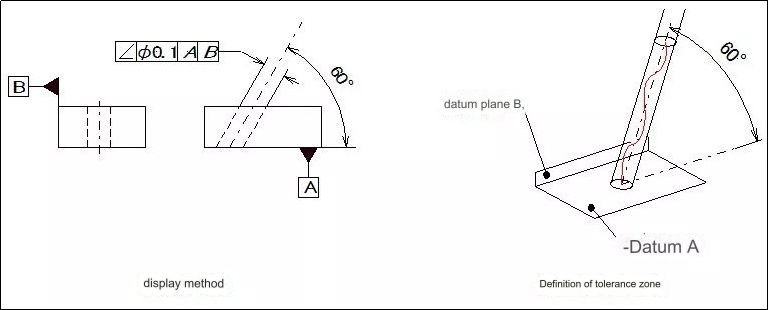
9. Нахил
Нахил - це умова, за якої два елементи повинні зберігати певний кут у своїй взаємній орієнтації. Допуск нахилу — це величина варіації, яка може бути дозволена між орієнтацією об’єкта, що підлягає вимірюванню, та ідеальною орієнтацією під будь-яким кутом відносно базової точки.
приклад 1:Зона допуску вимірюваної площини – це область між двома паралельними площинами, які мають допуск 0,08 мм і теоретичний кут 60 градусів до базової площини.
приклад 2:Якщо до значення допуску додати символ Ph, то зона допуску повинна бути всередині циліндра діаметром 0,1 мм. Зона допуску повинна бути паралельна площині А перпендикулярно до базової точки B і під кутом 60 градусів до базової точки A.
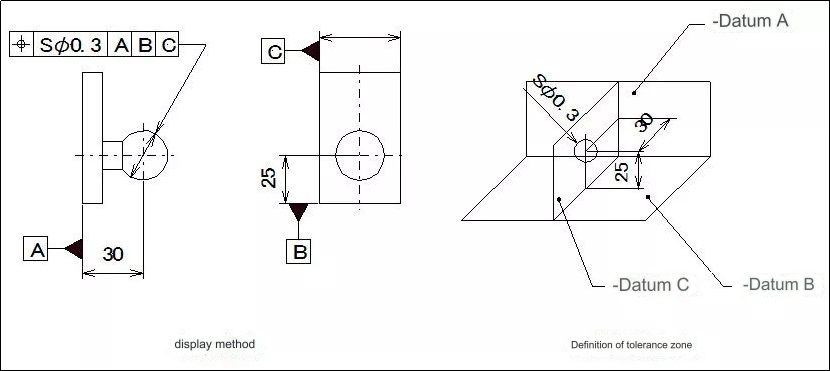
10. Розташування
Позиція - це точність точок, поверхонь, ліній та інших елементів відносно їх ідеального положення. Позиційний допуск визначається як максимальна варіація, яка може бути дозволена в фактичному положенні відносно ідеального положення.
Наприклад, коли позначка SPh додається до області допуску, допуском є внутрішня сторона кульки, яка має діаметр 0,3 мм. Центр зони допуску м’яча має теоретично правильний розмір відносно точок A, B і C.
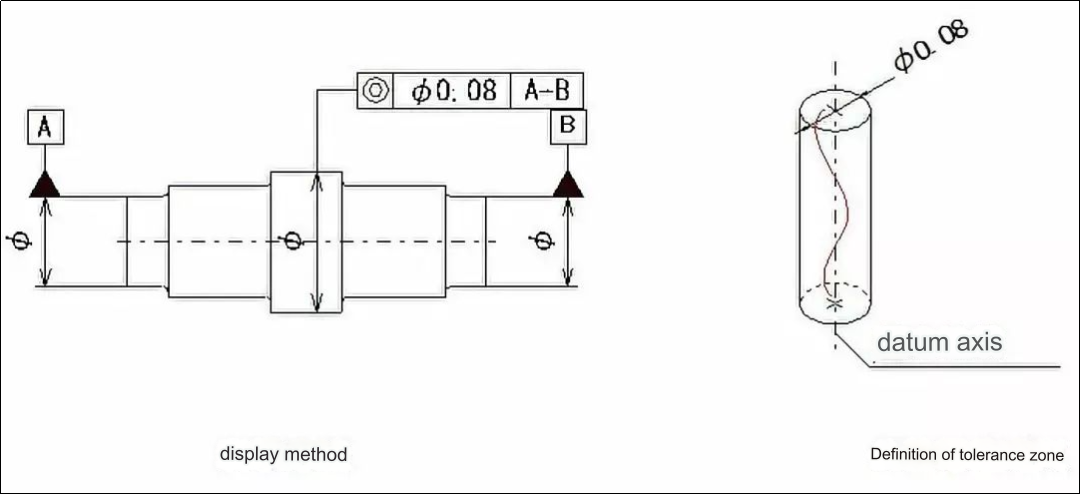
11. Співвісність (концентричність).
Співвісність — це термін, який використовується для опису того факту, що виміряна вісь деталі залишається на тій самій прямій відносно базової осі. Допуск на співвісність - це зміна, яка може бути зроблена між фактичною віссю та базовою віссю.
Наприклад:Зона допуску, якщо вона позначена значенням допуску, — це простір між двома циліндрами діаметром 0,08 мм. Вісь кругової зони допуску збігається з опорною точкою.
12. Симетрія
Допуск симетрії — це максимальне відхилення центральної площини симетрії (або центральної лінії, осі) від ідеальної площини симетрії. Допуск симетрії визначається як максимальне відхилення фактичної центральної площини симетрії об’єкта або центральної лінії (осі) від ідеальної площини.
приклад:Зона допуску — це простір між двома паралельними лініями або площинами, які розташовані на відстані 0,08 мм одна від одної та симетрично вирівняні базовій площині або центральній лінії.
13. Коловий удар
Термін «кругове биття» означає той факт, що поверхня обертання на компоненті залишається фіксованою по відношенню до базової площини в межах обмеженої площини вимірювання. Максимальний допуск для кругового биття допускається в обмеженому діапазоні вимірювань, коли вимірюваний елемент здійснює повний оберт навколо базової осі без будь-якого осьового руху.
приклад 1:Зона допуску визначається як область між концентричними колами з різницею в радіусах 0,1 мм та їх центрами, розташованими на одній опорній площині.
14. Повний удар
Загальне биття - це загальне биття на поверхні вимірюваної деталі, коли вона безперервно обертається навколо базової осі. Загальний допуск на биття - це максимальне биття під час вимірювання елемента, коли він безперервно обертається навколо базової осі.
приклад 1:Зона допуску визначається як площа між двома циліндричними поверхнями, які мають різницю в радіусі 0,1 мм і коаксіальні до базової точки.
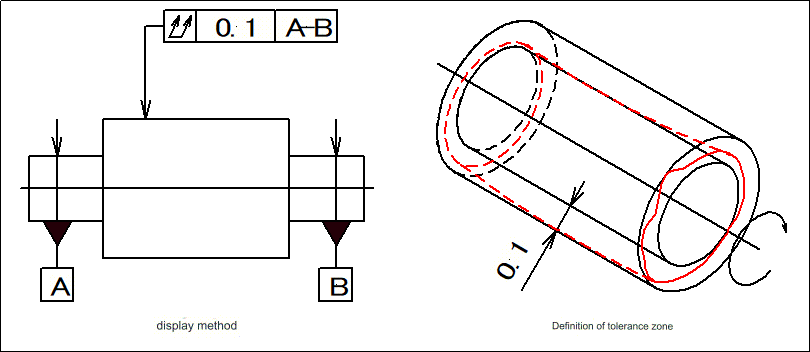
приклад 2:Зона допуску визначається як ділянка між паралельними площинами, які мають різницю в радіусі 0,1 мм, перпендикулярно базовій точці.
Який вплив має цифровий допуск на деталі, оброблені з ЧПК?
Точність:
Цифровий допуск гарантує, що розміри оброблених компонентів знаходяться в заданих межах. Це дозволяє виготовляти деталі, які правильно підходять одна одній і функціонують за призначенням.
Консистенція:
Цифровий допуск забезпечує узгодженість між кількома деталями, контролюючи варіації розміру та форми. Це особливо важливо для деталей, які мають бути взаємозамінними або використовуються в таких процесах, як складання, де потрібна одноманітність.
Підгонка та складання
Цифровий допуск використовується для того, щоб деталі могли бути зібрані правильно та бездоганно. Це запобігає таким проблемам, як перешкоди, надмірні зазори, зміщення та зчеплення між частинами.
Продуктивність:
Цифровий допуск є точним і дозволяє виготовляти деталі, які відповідають стандартам продуктивності. Цифровий допуск має вирішальне значення в таких галузях, як аерокосмічна та автомобільна промисловість, де жорсткі допуски мають значення. Це забезпечує оптимальну функціональність деталей і відповідність суворим стандартам якості.
Оптимізація витрат
Цифрова толерантність важлива для пошуку правильного балансу між точністю, вартістю та продуктивністю. Ретельно визначаючи допуски, виробники можуть уникнути надмірної точності, яка може збільшити витрати, зберігаючи функціональність і продуктивність.
Контроль якості:
Цифровий допуск дозволяє здійснювати строгий контроль якості, надаючи чіткі характеристики під час вимірювання та перевіркиоброблені компоненти. Це дозволяє завчасно виявити відхилення від допусків. Це забезпечує постійну якість і своєчасне внесення виправлень.
Гнучкість дизайну
Дизайнери мають більшу гнучкість, коли справа стосується проектуванняоброблені деталіз цифровим допуском. Розробники можуть вказати допуски, щоб визначити допустимі межі та варіації, забезпечуючи при цьому необхідну функціональність і продуктивність.
Anebon може легко надати рішення найвищої якості, конкурентоспроможність і найкращу компанію для клієнтів. Призначення Anebon: «Ви прийшли сюди з труднощами, і ми надамо вам посмішку, щоб забрати» для Good Wholesale Vendors Precision Part CNC Machining Hard Chrome Plating Gear, дотримуючись принципу взаємних переваг для малого бізнесу, тепер Anebon завоював добру репутацію серед наших покупців завдяки нашим найкращим компаніям, якісним товарам і конкурентним ціновим діапазонам. Anebon щиро вітає покупців з вашого дому та за кордоном, щоб співпрацювати з нами для спільних результатів.
Хороші оптові постачальники Китаю, оброблена нержавіюча сталь, точна 5-осьова обробна частина тафрезерування з ЧПУпослуги. Основними цілями Anebon є забезпечення наших клієнтів у всьому світі високою якістю, конкурентоспроможною ціною, задоволеною доставкою та відмінним обслуговуванням. Задоволеність клієнтів є нашою головною метою. Запрошуємо Вас відвідати наш виставковий зал та офіс. Anebon з нетерпінням чекає встановлення ділових відносин з вами.
Якщо ви хочете дізнатися більше, будь ласка, зв'яжітьсяinfo@anebon.com
Час публікації: 17 листопада 2023 р