
Anebon'a göre Mekanik Bilginin Tanımı
Mekanik bilgisi, çeşitli mekanik kavramlarını, ilkelerini ve uygulamalarını anlama ve uygulama yeteneğidir. Mekanik bilgi, makinelerin, mekanizmaların ve malzemelerin yanı sıra alet ve süreçlerin anlaşılmasını da içerir. Bu, kuvvet ve hareket, enerji ve dişli ve makara sistemleri gibi mekanik prensipler bilgisini içerir. Makine mühendisliği bilgisi, tasarım, bakım ve sorun giderme tekniklerinin yanı sıra makine mühendisliği ilkelerini de içerir. Mekanik bilgi, mekanik sistemlerle çalışan birçok meslek ve endüstri için önemlidir. Bunlara mühendislik, imalat ve inşaat dahildir.
1. Mekanik parçaların arızalanma şekilleri nelerdir?
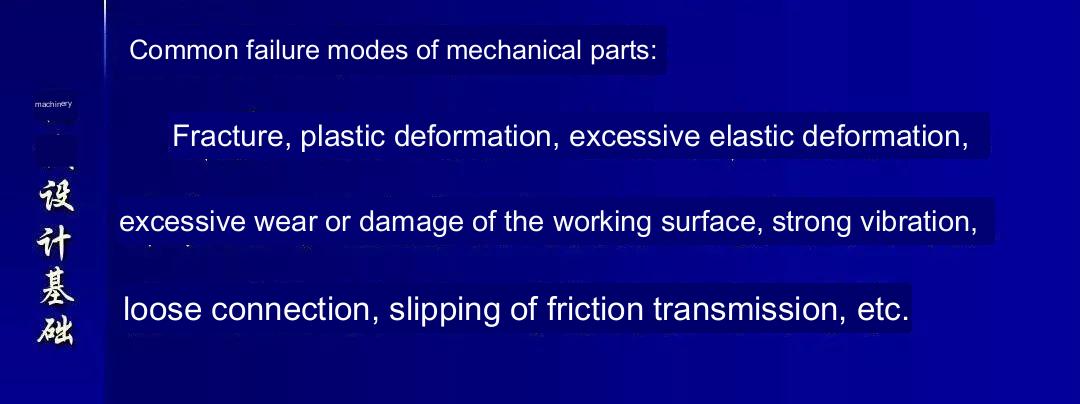
(1) Toplam kırılma
(2) Aşırı kalıcı distorsiyon
(3) Parça yüzeyinde bozulma
(4) Normal çalışma koşullarının bozulmasından kaynaklanan arıza
Dişli bağlantılarda sık sık vidaların sökülmesini önleme gerekliliğinin ardındaki mantık nedir?
Vidaların sökülmesini engellemenin temel konsepti nedir?
Gevşemeyi önlemek için mevcut çeşitli yöntemler nelerdir?
Cevap:
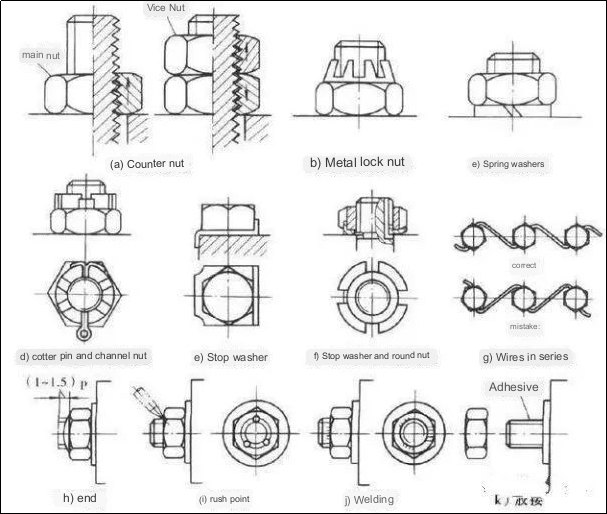
Genel olarak dişli bağlantı, kendinden kilitleme kriterlerini karşılayabilir ve kendiliğinden gevşemez. Ancak titreşim, darbe yükü veya ciddi sıcaklık dalgalanmalarının olduğu durumlarda bağlantı somununun kademeli olarak gevşemesi ihtimali vardır. İplik gevşemesinin ana nedeni iplik çiftleri arasındaki göreceli rotasyonda yatmaktadır. Sonuç olarak, gevşemeyi önleyici önlemlerin gerçek tasarıma dahil edilmesi zorunludur.
Yaygın olarak kullanılan yöntemler şunları içerir:
1. Sürtünmeye dayalı gevşemeyi önleme — üst tarafta yaylı rondelalar ve çift somunlar kullanmak gibi gevşemeyi önlemek için iplik çiftleri arasındaki sürtünmeyi korumak;
2. Mekanik gevşeme önleme - engelleyici kullanmaişlenmiş bileşenlerGevşemeyi önlemeyi garanti etmek için genellikle oluklu somunlar ve kamalı pimler kullanılır;
3. İplik çiftlerinin bozulmaya dayalı gevşemesini önleme - iplik çiftleri arasındaki ilişkiyi, örneğin darbeye dayalı bir tekniğin uygulanması yoluyla değiştirmek ve değiştirmek.
Dişli bağlantılarda sıkmanın amacı nedir?
PUygulanan kuvveti kontrol etmek için çeşitli yaklaşımlar sunar.
Cevap:
Dişli bağlantılarda sıkmanın ardındaki amaç, cıvataların ön sıkma kuvveti oluşturmasına izin vermektir. Bu ön sıkma işlemi, yükleme koşulları altında birbirine bağlı parçalar arasında herhangi bir boşluk veya göreceli hareketi önlemek için bağlantının güvenilirliğini ve sağlamlığını arttırmaya çalışır. Sıkma kuvvetini kontrol etmek için iki etkili teknik, bir tork anahtarı veya sabit bir tork anahtarı kullanmaktır. Gerekli torka ulaşıldığında yerine kilitlenebilir. Alternatif olarak, ön sıkma kuvvetini düzenlemek için cıvatanın uzaması ölçülebilir.
Kayışlı tahriklerde elastik kaymanın kaymadan farkı nedir?
V kayış tahrikinin tasarımında neden küçük kasnağın minimum çapında bir sınırlama var?
Cevap:
Elastik kayma, kayış tahriklerinin kaçınılmaz bir özelliğidir. Gerilimde bir fark olduğunda ve kayış malzemesinin kendisi bir elastomer olduğunda ortaya çıkar. Savrulma ise aşırı yükleme nedeniyle ortaya çıkan ve ne pahasına olursa olsun önlenmesi gereken bir arıza türüdür.
Özellikle küçük makara üzerinde kayma meydana gelir. Artan dış yükler, iki taraf arasında daha büyük bir gerilim farkına yol açar ve bu da elastik kaymanın meydana geldiği alanın genişlemesine neden olur. Elastik kayma niceliksel bir değişimi temsil ederken savrulma niteliksel bir değişimi ifade eder. Sonuç olarak, kaymayı önlemek için, küçük makaranın minimum çapında bir sınırlama vardır, çünkü daha küçük makara çapları daha küçük sarma açılarına ve azaltılmış temas alanlarına neden olur, bu da kaymanın meydana gelme olasılığını artırır.
Diş yüzeyinin kayma hızı, gri dökme demir ve alüminyum-demir bronz türbinlerin izin verilen temas gerilimiyle nasıl ilişkilidir?
Cevap:
Gri dökme demir ve alüminyum-demir bronz türbinlerin izin verilen temas gerilimi, diş yüzeyi yapışması olarak bilinen önemli arıza modundan dolayı diş yüzeyinin kayma hızından etkilenir. Yapışma, kayma hızından doğrudan etkilenir, dolayısıyla izin verilen temas gerilimini etkiler. Öte yandan, dökme kalay bronz türbinlerin ana arıza modu, temas stresinden kaynaklanan diş yüzeyindeki çukurlardır. Bu nedenle izin verilen temas geriliminin kayma hızıyla ilgisi yoktur.
NumaralandırmaKam mekanizması izleyicisi için tipik hareket yasalarını, darbe özelliklerini ve uygun senaryoları öğrenin.
Cevap:
Kam mekanizması takipçisi için hareket yasaları, sabit hız hareketini, çeşitli yavaşlama hareket yasalarını ve basit harmonik hareketi (kosinüs ivmeli hareket yasası) içerir. Sabit hızlı hareket kanunu katı bir etki gösterir ve düşük hız ve hafif yük senaryolarında uygulama alanı bulur.
Sabit hızlanma da dahil olmak üzere yavaşlama hareketi yasaları esnek etkiye sahiptir ve orta ila düşük hız durumları için uygundur. Basit harmonik hareket (kosinüs 4 akorlu ivmelenme hareket yasası), bir duraklama aralığı olduğunda yumuşak bir etki sunarak orta ve düşük hızlı senaryolar için avantajlı hale getirir. Dinlenme aralıklarının olmadığı yüksek hız senaryolarında esnek bir etki yoktur, bu da onu bu koşullara uygun hale getirir.
Diş profilinin meshlenmesine ilişkin temel prensipleri özetleyin.
Cevap:
Diş profilleri nerede temas ederse etsin, temas noktasından geçen ortak normal çizginin merkez çizgi üzerinde belirli bir noktadan geçmesi gerekir. Bu durum tutarlı bir iletim oranının korunmasını sağlar.
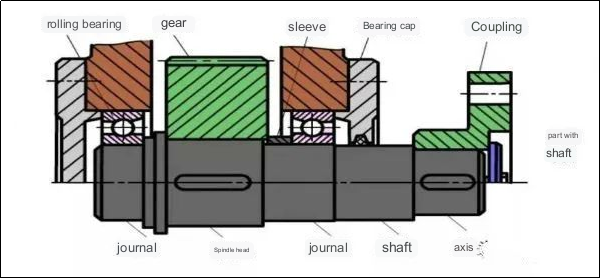
Parçaların bir şaft üzerine çevresel olarak sabitlenmesine yönelik çeşitli yaklaşımlar nelerdir? (dörtten fazla yöntem sağlayın)
Cevap:
Çevresel sabitleme olanakları arasında kamalı bağlantı, kanallı bağlantı, sıkı geçmeli bağlantı, ayar vidası, pim bağlantısı ve genleşme bağlantısının kullanılması yer alır.
Parçaları bir mile tutturmak için başlıca eksenel sabitleme teknikleri nelerdir?
Her birinin ayırt edici özellikleri nelerdir? (dörtten fazlasını belirtin)
Cevap:
Parçaların bir mile bağlanmasına yönelik eksenel sabitleme yöntemleri, her biri farklı özelliklere sahip olan çeşitli anahtar türlerini kapsar. Bunlara yaka sabitlemesi, dişli sabitleme, hidrolik sabitleme ve flanş sabitlemesi dahildir. Yaka sabitlemesi, parçayı eksenel olarak sabitlemek için şaftın etrafına sıkılan bir bilezik veya kelepçenin kullanılmasını içerir. Dişli sabitleme, bunları birbirine sıkıca tutturmak için şaft veya parça üzerinde dişlerin kullanılmasını gerektirir. Hidrolik sabitleme, parça ile şaft arasında sıkı bir bağlantı oluşturmak için hidrolik basınç kullanır. Flanş sabitlemesi, cıvatalanmış veya kaynaklanmış bir flanşın kullanımını içerir.cnc işleme parçalarıve şaft, güvenli bir eksenel bağlantı sağlar.
Kapalı sonsuz sürücüler için ısı dengesi hesaplamalarının yapılması neden gereklidir?
Cevap:
Kapalı sonsuz dişli tahrikleri göreceli kayma ve yüksek düzeyde sürtünme sergiler. Sınırlı ısı dağıtma yetenekleri ve yapışma sorunlarına yatkınlıkları nedeniyle, ısı dengesi hesaplamalarının yapılması zorunlu hale gelir.
Dişli mukavemet hesaplamalarında hangi iki mukavemet hesaplama teorisi kullanılır?
Hangi başarısızlıkları hedefliyorlar?
Dişli transmisyonunda kapalı yumuşak diş yüzeyi kullanılıyorsa tasarım kriteri nedir?
Cevap:
Dişli mukavemeti hesaplamaları, diş yüzeyinin temas yorulma mukavemetinin ve diş kökünün eğilme yorulma mukavemetinin belirlenmesini içerir. Temas yorulma mukavemeti, diş yüzeyindeki yorulma çukurlaşmalarını önlemeyi amaçlarken, bükülme yorulma mukavemeti, diş kökündeki yorulma kırılmalarına yöneliktir. Kapalı bir yumuşak diş yüzeyi kullanan bir dişli aktarımı, diş yüzeyinin temas yorulma mukavemetinin dikkate alınması ve diş kökünün bükülme yorulma mukavemetinin doğrulanması tasarım kriterini takip etmektedir.
Kaplinlerin ve kavramaların ilgili işlevleri nelerdir?
Birbirlerinden nasıl farklılar?
Cevap:
Hem kaplinler hem de kavramalar, tork iletimini ve senkronize dönüşü mümkün kılmak için iki şaftı bağlama amacına hizmet eder. Ancak operasyon sırasında devreden çıkma kabiliyetleri bakımından farklılık gösterirler. Ckaplinler kullanım sırasında ayrılamayan milleri birbirine bağlar; bağlantılarının kesilmesi ancak sökülmesiyle mümkündürdönüm parçalarıKapatıldıktan sonra. Öte yandan kavramalar, makinenin çalışması sırasında herhangi bir anda iki şaftın birbirine bağlanıp ayrılmasını sağlar.
Yağ filmi rulmanlarının düzgün çalışması için gerekli ön koşulları ana hatlarıyla belirtin.
Cevap:
Göreceli hareket eden iki yüzeyin kama şeklinde bir boşluk oluşturması gerekir; yüzeyler arasındaki kayma hızı, yağlama yağının büyük porttan girişini ve küçük porttan çıkışını garanti etmelidir; yağlama yağının belirli bir viskoziteye sahip olması ve yeterli miktarda yağ beslemesinin olması gerekir.
Rulman modeli 7310'un etkileri, ayırt edici özellikleri ve tipik uygulamaları hakkında kısa bir açıklama yapın.
Cevap:
Kodun yorumu: "7" kodu eğik bilyalı rulmanı temsil eder. "(0)" tanımı standart genişliği ifade eder, "0" isteğe bağlıdır. “3” sayısı çap bakımından orta seriyi ifade etmektedir. Son olarak “10”, 50 mm'lik iç yatak çapına karşılık gelir.
Özellikler ve uygulamalar:
Bu rulman modeli aynı anda tek yönde radyal ve eksenel yüklere dayanabilmektedir. Yüksek limitli bir hız sunar ve genellikle çiftler halinde kullanılır.
Dişli transmisyonunu, kayış transmisyonunu ve zincir transmisyonunu içeren bir transmisyon sisteminde, tipik olarak hangi tip transmisyon en yüksek hız seviyesine yerleştirilir?
Tersine, hangi şanzıman bileşeni en düşük vites konumunda düzenlenmiştir?
Bu düzenlemenin ardındaki mantığı açıklayın.
Cevap:
Genellikle kayış tahriki en yüksek hız seviyesinde konumlandırılırken, zincir tahriki en düşük dişli konumuna yerleştirilir. Kayışlı tahrik, istikrarlı iletim, yastıklama ve şok emilimi gibi özelliklere sahiptir ve bu da onu daha yüksek hızlarda motor için avantajlı kılar. Öte yandan, zincir tahrikleri çalışma sırasında gürültü üretme eğilimindedir ve düşük hız senaryoları için daha uygundur, dolayısıyla genellikle daha düşük dişli kademesine tahsis edilir.
Zincir aktarımında eşit olmayan hıza ne sebep olur?
Bunu etkileyen temel faktörler nelerdir?
Anlık iletim oranı hangi koşullar altında sabit kalabilir?
Cevap:
1) Zincir aktarımındaki düzensiz hız, öncelikle zincir mekanizmasının doğasında bulunan çokgen etkiden kaynaklanır; 2) Bunu etkileyen temel faktörler arasında zincir hızı, zincir adımı ve dişli diş sayısı yer alır; 3) Hem büyük hem de küçük dişlilerdeki diş sayısı eşit olduğunda (yani, z1=z2) ve aralarındaki merkez mesafesi adımın (p) tam katı olduğunda, anlık aktarım oranı 1'de sabit kalır.
Silindirik dişli redüksiyonunda pinyonun diş genişliği (b1) neden daha büyük dişlinin diş genişliğinden (b2) biraz daha büyüktür?
Mukavemet hesaplanırken diş genişliği katsayısı (ψd) b1'e mi yoksa b2'ye mi göre alınmalı? Neden?
Cevap:
1) Montaj hatalarından dolayı dişlilerin eksenel yanlış hizalanmasını önlemek için birbirine geçen diş genişliği azaltılır, bu da çalışma yükünün artmasına neden olur. Bu nedenle küçük dişlinin diş genişliği (b1), büyük dişlinin b2 genişliğinden biraz daha büyük olmalıdır. Mukavemet hesaplaması daha büyük dişlinin diş genişliğine (b2) dayanmalıdır çünkü bu, bir çift silindirik dişli devreye girdiğinde gerçek temas genişliğini temsil eder.
Yavaşlama kayışı tahrikinde neden küçük kasnağın çapı (d1) minimum çapa (dmin) eşit veya ondan daha büyük olmalı ve tahrik tekerleğinin sarma açısı (α1) neden 120°'ye eşit veya daha büyük olmalı?
Genellikle önerilen bant hızı 5 ila 25 m/s arasındadır.
c nelerdirbant hızı bu aralığı aşarsa ne olur?
Cevap:
1) Küçük kasnağın çapının küçük olması, bantta daha yüksek bükülme gerilimine yol açar. Aşırı bükülme gerilimini önlemek için küçük makaranın minimum çapı korunmalıdır.
2) Tahrik tekerleğinin sarma açısı (α1) kayışın maksimum etkili gerilimini etkiler. Daha küçük α1, daha düşük maksimum etkili çekme kuvvetiyle sonuçlanır. Maksimum etkili çekme kuvvetini arttırmak ve kaymayı önlemek için genellikle α1≥120° sarma açısı önerilir.
3) Bant hızı 5 ila 25 m/s aralığının dışına çıkarsa bunun sonuçları olabilir. Aralığın altındaki bir hız, daha büyük bir etkili çekme kuvveti (Fe) gerektirebilir, bu da kayış sayısında (z) bir artışa ve daha büyük bir kayış tahrik yapısına yol açabilir. Tersine, aşırı bant hızı daha yüksek merkezkaç kuvvetine (Fc) neden olabilir ve bu da dikkatli olunmasını gerektirir.
Helisel haddelemenin artıları ve eksileri.
Cevap:
Avantajları
1) Minimum aşınma gösterir ve boşluğu ortadan kaldırmak ve belirli bir düzeyde ön deformasyona neden olmak için ayarlama tekniği uygulanabilir, böylece sağlamlık arttırılır ve yüksek iletim doğruluğu elde edilir.
2) Kendinden kilitlemeli sistemlerden farklı olarak doğrusal hareketi dönme hareketine çevirebilme özelliğine sahiptir.
Dezavantajları
1) Yapı karmaşıktır ve üretimde zorluklar doğurur.
2) Bazı mekanizmalar, geri dönüşü önlemek için ek bir kendinden kilitleme mekanizması gerektirebilir.
Anahtar seçiminde temel prensip nedir?
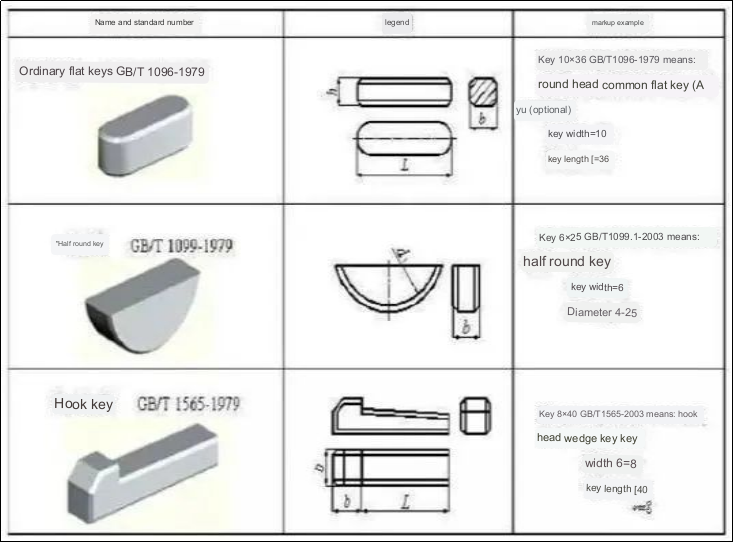
Cevap:
Anahtarları seçerken iki önemli husus vardır: tür ve boyut. Tip seçimi anahtar bağlantının yapısal özellikleri, kullanım gereksinimleri ve çalışma koşulları gibi faktörlere bağlıdır.
Öte yandan boyut seçimi standart spesifikasyonlara ve dayanıklılık gerekliliklerine uygun olmalıdır. Anahtarın boyutu, kesit boyutlarından (anahtar genişliği b * anahtar yüksekliği h) ve L uzunluğundan oluşur. Kesit boyutlarının seçimi b*h, mil çapı d tarafından belirlenir, L anahtar uzunluğu ise genellikle göbek uzunluğuna göre belirlenir; bu, L kama uzunluğunun göbek uzunluğunu aşmaması gerektiği anlamına gelir. Ek olarak, kılavuz düz anahtarlar için göbek uzunluğu L', göbeğin uzunluğu ve kayma mesafesi dikkate alındığında tipik olarak mil çapının d (1,5-2) katı civarındadır.
Anebon, güçlü teknik yeteneklerine güvenmekte ve CNC metal işleme gereksinimlerini karşılamak için sürekli olarak ileri teknolojiler geliştirmektedir.5 eksenli cnc frezeve otomobil dökümü. Tüm öneri ve geri bildirimlere çok değer veriyoruz. İyi bir işbirliği sayesinde karşılıklı gelişme ve iyileşme sağlayabiliriz.
Çin'de bir ODM üreticisi olan Anebon, alüminyum damgalama parçalarının özelleştirilmesi ve makine bileşenlerinin imalatında uzmanlaşmıştır. Şu anda ürünlerimiz, Güneydoğu Asya, Amerika, Afrika, Doğu Avrupa, Rusya ve Kanada dahil olmak üzere dünya çapında altmışın üzerinde ülkeye ve çeşitli bölgelere ihraç edilmektedir. Anebon, Çin'deki ve dünyanın diğer bölgelerindeki potansiyel müşterilerle kapsamlı bağlantılar kurmaya kararlıdır.
Gönderim zamanı: Ağu-16-2023