
Verniyeli kumpaslar ve mikrometreler ile CNC endüstrisi arasındaki ilişkiyi anlıyor musunuz?
Verniyeli kumpaslar ve mikrometreler, CNC endüstrisinde doğru boyutsal ölçümler için yaygın olarak kullanılan hassas ölçüm araçlarıdır.
Sürmeli kumpaslar veya sürgülü kumpaslar olarak da bilinen sürmeli kumpaslar, nesnelerin dış boyutlarını (uzunluk, genişlik ve kalınlık) ölçmek için kullanılan el tipi ölçüm aletleridir. Ana ölçeğin çözünürlüğünün ötesinde hassas okumalara olanak tanıyan bir ana ölçek ve sürgülü bir sürmeli ölçekten oluşurlar.
Mikrometreler ise daha uzmanlaşmıştır ve son derece küçük mesafeleri yüksek doğrulukla ölçebilmektedir. Çap, kalınlık, derinlik gibi boyutları ölçmek için kullanılırlar. Mikrometreler, mikrometre (μm) veya milimetrenin binde biri cinsinden ölçümler sağlar.
CNC endüstrisinde, doğru işleme ve üretim süreçlerini sağlamak için hassasiyet çok önemlidir. Vernier kumpaslar ve mikrometreler kalite kontrol, muayene ve hassas ölçümlerde hayati rol oynar.CNC işlenmiş parçalar. CNC operatörlerinin ve teknisyenlerinin boyutları doğrulamasını, sıkı toleransları korumasını ve CNC makinelerinin düzgün çalışmasını sağlamasını sağlar.
CNC teknolojisi ile verniyeli kumpaslar ve mikrometreler gibi hassas ölçüm araçlarının birleşimi, üretim süreçlerini kolaylaştırmaya, verimliliği artırmaya ve yüksek kaliteli CNC ile işlenmiş bileşenler sunmaya yardımcı olur.
Vernier Kumpaslara Genel Bakış
Yaygın olarak kullanılan yüksek hassasiyetli bir ölçüm aracı olan sürmeli kumpas iki parçadan oluşur: bir ana ölçek ve ana ölçeğe bağlı kayan bir sürmeli. Verniyenin skala değerine göre bölünürse sürmeli kumpas üç tipe ayrılır: 0,1, 0,05 ve 0,02 mm.
Verniyeli kumpaslar nasıl okunur
Örnek olarak 0,02 mm ölçek değerine sahip hassas sürmeli kumpas alınırsa, okuma yöntemi üç adıma ayrılabilir;
1) Milimetrenin tamamını, yardımcı ölçeğin sıfır çizgisinin solundaki ana ölçekteki en yakın ölçeğe göre okuyun;
2) Yardımcı skalanın sıfır çizgisinin sağ tarafındaki ana skala üzerinde skalaya hizalanmış kazınmış çizgilerin sayısına göre ondalık rakamı okumak için 0,02'yi çarpın;
3) Toplam boyutu elde etmek için yukarıdaki tamsayı ve ondalık kısımları toplayın.
0.02mm sürmeli kumpasın okuma yöntemi
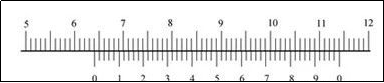
Yukarıdaki şekilde gösterildiği gibi, ana skalanın alt skalanın 0 çizgisine bakan ön tarafındaki skala 64 mm olup, alt skalanın 0 satırından sonraki 9. çizgi, ana skalanın kazınmış çizgisiyle aynı hizadadır.
Alt ölçeğin 0 satırından sonraki 9. satırı şu anlama gelir: 0,02×9= 0,18mm
Yani ölçülen iş parçasının boyutu: 64+0,18=64,18mm
Verniyeli kumpas nasıl kullanılır
Verniyenin ana ölçekteki sıfır işaretiyle hizalanıp hizalanmadığını görmek için çeneleri bir araya getirin. Hizalanmışsa ölçülebilir: Hizalanmamışsa sıfır hata kaydedilmelidir: Verniyenin sıfır ölçek çizgisine, cetvel gövdesindeki sıfır ölçek çizgisinin sağ tarafında pozitif sıfır hatası adı verilir ve Negatif sıfır hatası, cetvel gövdesindeki sıfır ölçek çizgisinin sol tarafında negatif sıfır hatası olarak adlandırılır (bu düzenleme yöntemi sayı ekseninin düzenlenmesiyle tutarlıdır, orijin sağda olduğunda orijin pozitiftir ve başlangıç noktası solda olduğunda negatiftir).
Ölçerken cetvelin gövdesini sağ elinizle tutun, imleci başparmağınızla hareket ettirin vecnc alüminyum parçalarölçülecek nesnenin dış ölçüm tırnakları arasında yer alması için sol elinizle dış çapı (veya iç çapı) kullanın ve ölçüm tırnaklarına sıkıca bağlandığında, aşağıdaki şekilde gösterildiği gibi Okuma yapabilirsiniz. :
Vernier Kumpasların CNC İşleme Hizmetlerinde Uygulanması
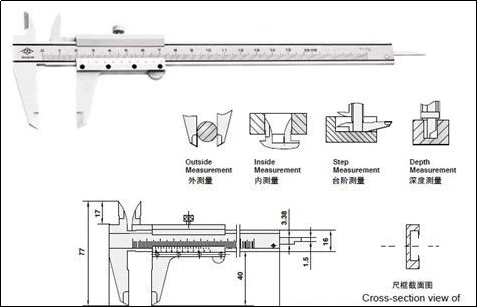
Yaygın bir ölçüm aracı olarak sürmeli kumpas aşağıdaki dört açıdan kullanılabilir:
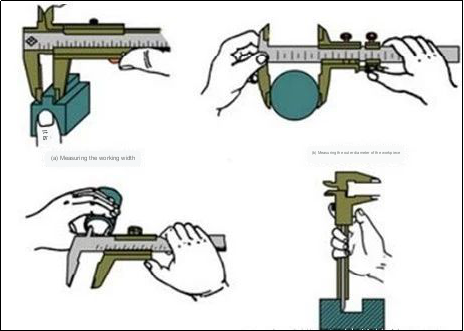
1) İş parçasının genişliğini ölçün
2) İş parçasının dış çapını ölçün
3) İş parçasının iç çapını ölçün
4) İş parçasının derinliğini ölçün
Bu dört hususun özel ölçüm yöntemleri aşağıdaki şekilde gösterilmektedir:
Vernier Kumpasların UygulamasıCNC İşleme Hizmetleri
Yaygın bir ölçüm aracı olarak sürmeli kumpas aşağıdaki dört açıdan kullanılabilir:
1) İş parçasının genişliğini ölçün
2) İş parçasının dış çapını ölçün
3) İş parçasının iç çapını ölçün
4) İş parçasının derinliğini ölçün
Bu dört hususun özel ölçüm yöntemleri aşağıdaki şekilde gösterilmektedir:
Kullanım önlemleri
Verniyeli kumpas nispeten hassas bir ölçüm aletidir ve kullanırken aşağıdaki hususlara dikkat edilmelidir:
1. Kullanmadan önce, iki klips ayağının ölçüm yüzeyini temizleyin, iki klips ayağını kapatın ve yardımcı cetvelin 0 çizgisinin ana cetvelin 0 çizgisiyle hizalanıp hizalanmadığını kontrol edin. Değilse, ölçüm okuması orijinal hataya göre düzeltilmelidir.
2. İş parçasını ölçerken kelepçe ayağının ölçüm yüzeyi iş parçasının yüzeyine paralel veya dik olmalı ve eğri olmamalıdır. Ve klips ayaklarını deforme etmemek veya aşınmamak için kuvvet çok büyük olmamalıdır, bu da ölçüm doğruluğunu etkileyecektir. 3. Okurken görüş hattı terazi yüzeyine dik olmalıdır, aksi takdirde ölçülen değer hatalı olacaktır.
4. İç çapı ölçerken maksimum değeri bulmak için hafifçe sallayın.
5. Sürmeli kumpas kullanıldıktan sonra dikkatlice silin, koruyucu yağ sürün ve kapağa düz bir şekilde yerleştirin. paslanması veya bükülmesi durumunda.
Mikrometre olarak da adlandırılan spiral mikrometre, hassas bir ölçüm aracıdır. Spiral mikrometrenin çalışma prensibi, yapısı ve kullanımı aşağıda anlatılacaktır.
Spiral Mikrometre Nedir?
Mikrometre, spiral mikrometre, santimetre kartı olarak da bilinen spiral mikrometre, uzunluk ölçümünde sürmeli kumpasa göre daha hassas bir araçtır. Uzunluğu 0,01 mm'ye kadar doğru bir şekilde ölçebilir ve ölçüm aralığı birkaç santimetredir.
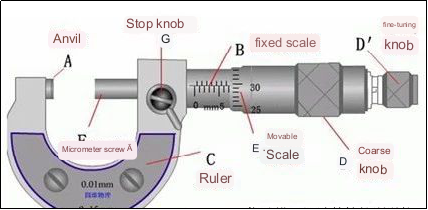
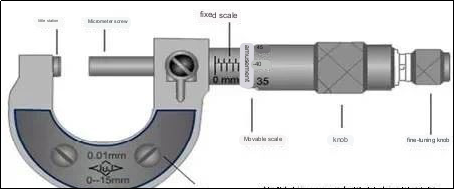
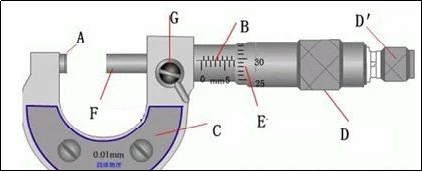
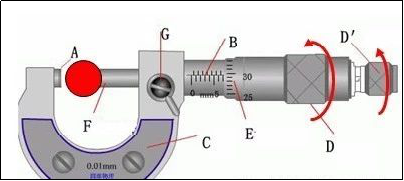
Spiral mikrometrenin yapısı
Spiral mikrometrenin yapısının şematik diyagramı aşağıdadır:
Vidalı mikrometrenin çalışma prensibi
Vida mikrometresi, vida amplifikasyonu prensibine göre yapılır, yani vida somunun içinde bir kez döner ve vida, dönme ekseni yönü boyunca bir adım mesafe kadar ilerler veya geri çekilir. Bu nedenle eksen boyunca hareket eden küçük mesafe, çevre üzerindeki okumayla ifade edilebilir.
Vida mikrometresinin hassas diş aralığı 0,5 mm'dir ve hareketli ölçek 50 eşit bölünmüş ölçeğe sahiptir. Hareketli ölçek bir kez döndüğünde, mikrometre vidası 0,5 mm ilerleyebilir veya geri çekilebilir, böylece her küçük bölümün döndürülmesi ölçüme eşdeğerdir. Mikro vida 0,5/50=0,01 mm ilerler veya geri çekilir. Hareketli ölçeğin her küçük bölümünün 0,01 mm'yi temsil ettiği görülebilir, dolayısıyla vidalı mikrometre 0,01 mm'ye kadar doğru olabilir. Bir başkasını okuyacağı tahmin edilebildiği için milimetrenin binde birine kadar okunabildiğinden mikrometre olarak da anılır.
Spiral mikrometre nasıl kullanılır?
Müşterilerimizin yüksek verimli ölçüm için veri toplama cihazımızı spiral mikrometreye bağlamasına sıklıkla yardımcı olduğumuzda, spiral mikrometre yaparken genellikle müşterilerimize aşağıdakileri yapmaları konusunda rehberlik ederiz:
1. Kullanmadan önce sıfır noktasını kontrol edin: ölçüm çubuğunun (F) ölçüm örsüne (A) temas etmesini sağlamak için mandal ses çıkarana kadar ince ayar düğmesini D' yavaşça çevirin. Bu sırada, hareketli cetvelin (hareketli manşon) üzerindeki sıfır noktası, kazınmış çizgi, sabit manşon üzerindeki referans çizgisi (uzun yatay çizgi) ile aynı hizada olmalıdır, aksi takdirde sıfır hata olacaktır.
2. Cetvel çerçevesini (C) sol elinizde tutun, ölçüm çubuğu F ile örs A arasındaki mesafenin ölçülen nesneden biraz daha büyük olmasını sağlamak için kaba ayar düğmesini D sağ elinizle çevirin, ölçülen nesneyi içine koyun, Ölçülen nesneyi kelepçelemek için koruma düğmesini D' çevirin. Mandal ses çıkarana kadar, ölçüm çubuğunu sabitlemek için sabit düğmeyi G çevirin ve bir okuma yapın.
Vidalı mikrometre okuma yöntemi
1. Önce sabit ölçeği okuyun
2. Yarım ölçeği tekrar okuyun, yarım ölçek çizgisi açıktaysa bunu 0,5 mm olarak kaydedin; yarım ölçek çizgisi açıkta değilse, bunu 0,0 mm olarak kaydedin;
3. Hareketli ölçeği tekrar okuyun (tahmini dikkate alın) ve n×0,01 mm olarak kaydedin;
4. Nihai okuma sonucu sabit ölçek + yarım ölçek + hareketli ölçektir
Spiral mikrometrenin okuma sonucu mm cinsinden binde bir doğru olduğundan, spiral mikrometreye mikrometre de denir.
Spiral mikrometre için önlemler
1. Ölçerken, mikrometre vidası ölçülecek nesneye yaklaştığında düğmeyi kullanmayı bırakmaya dikkat edin ve aşırı basıncı önlemek için bunun yerine ince ayar düğmesini kullanın; bu yalnızca ölçüm sonucunu doğru yapmakla kalmaz, aynı zamanda korur. vida mikrometresi.
2. Okurken sabit ölçekte yarım milimetreyi gösteren kazınmış çizginin açıkta olup olmadığına dikkat edin.
3. Okurken binde bir yerde tesadüfen atılamayacak tahmini bir sayı vardır. Sabit terazinin sıfır noktası, hareketli terazinin belirli bir terazi çizgisine tam hizalanmış olsa bile bininci basamağın da “0” olarak okunması gerekir.
4. Küçük örs ve mikrometre vidası birbirine yakın olduğunda, hareketli ölçeğin sıfır noktası, sabit ölçeğin sıfır noktasıyla çakışmaz ve düzeltilmesi gereken bir sıfır hatası olacaktır. sıfır hata değeri, son uzunluk ölçümünün okunmasından çıkarılmalıdır.
Spiral Mikrometrenin Doğru Kullanımı ve Bakımı
• Sıfır çizgisinin doğru olup olmadığını kontrol edin;
• Ölçüm yaparken iş parçasının ölçülen yüzeyi silinerek temizlenmelidir;
• İş parçası büyük olduğunda V şeklinde bir demir veya düz plaka üzerinde ölçülmelidir;
• Ölçmeden önce ölçüm çubuğunu ve örsünü silerek temizleyin;
• Hareketli manşonu vidalarken bir mandal cihazı gereklidir;
• Sıfır çizgisini değiştirmemek için arka kapağı gevşetmeyin;
• Sabit manşon ile hareketli manşon arasına normal motor yağı eklemeyin;
• Kullandıktan sonra yağı silin ve kuru bir yerde özel bir kutuya koyun.
Anebon'un peşinde ve kurumsal hedefi "Her zaman müşteri gereksinimlerimizi karşılamaktır". Anebon, hem eski hem de yeni potansiyel müşterilerimiz için olağanüstü en kaliteli ürünler oluşturmaya, tasarlamaya ve tasarlamaya devam ediyor ve müşterilerimiz için yüksek hassasiyetli ekstrüzyon profillerini, cnc torna alüminyum parçalarını ve alüminyum freze parçalarını özelleştirdiğimiz gibi, müşterilerimiz için bir kazan-kazan beklentisini gerçekleştiriyor. . Anebon kollarını açarak ilgilenen tüm alıcıları web sitemizi ziyaret etmeye veya daha fazla bilgi için doğrudan bizimle iletişime geçmeye davet etti.
Fabrika Özelleştirilmiş Çin CNC Makinesi ve CNC Gravür Makinesi, Anebon'un ürünü kullanıcılar tarafından yaygın olarak tanınmakta ve güvenilmektedir ve sürekli gelişen ekonomik ve sosyal ihtiyaçları karşılayabilmektedir. Anebon, gelecekteki iş ilişkileri ve karşılıklı başarıya ulaşmak için bizimle iletişime geçmek üzere hayatın her kesiminden yeni ve eski müşterilere hoş geldiniz!
Gönderim zamanı: Temmuz-03-2023