
คุณเข้าใจความสัมพันธ์ระหว่างเวอร์เนียร์คาลิเปอร์และไมโครมิเตอร์กับอุตสาหกรรม CNC หรือไม่
ทั้งเวอร์เนียร์คาลิปเปอร์และไมโครมิเตอร์เป็นเครื่องมือวัดที่มีความแม่นยำซึ่งใช้กันทั่วไปในอุตสาหกรรม CNC เพื่อการวัดขนาดที่แม่นยำ
เวอร์เนียคาลิเปอร์หรือที่รู้จักกันในชื่อเวอร์เนียร์สเกลหรือคาลิปเปอร์แบบเลื่อน เป็นเครื่องมือวัดแบบมือถือที่ใช้ในการวัดขนาดภายนอก (ความยาว ความกว้าง และความหนา) ของวัตถุ ประกอบด้วยสเกลหลักและสเกลเวอร์เนียร์แบบเลื่อน ซึ่งช่วยให้อ่านค่าได้อย่างแม่นยำเกินกว่าความละเอียดของสเกลหลัก
ในทางกลับกัน ไมโครมิเตอร์มีความเชี่ยวชาญมากกว่าและสามารถวัดระยะทางที่สั้นมากและมีความแม่นยำสูงได้ ใช้ในการวัดขนาดต่างๆ เช่น เส้นผ่านศูนย์กลาง ความหนา และความลึก ไมโครมิเตอร์มีหน่วยวัดเป็นไมโครเมตร (µm) หรือหนึ่งในพันของมิลลิเมตร
ในอุตสาหกรรม CNC ความแม่นยำถือเป็นสิ่งสำคัญอย่างยิ่งในการรับรองกระบวนการผลิตและเครื่องจักรที่แม่นยำ เวอร์เนียร์คาลิเปอร์และไมโครมิเตอร์มีบทบาทสำคัญในการควบคุมคุณภาพ การตรวจสอบ และการวัดที่แม่นยำชิ้นส่วนเครื่องจักรกลซีเอ็นซี- ช่วยให้ผู้ปฏิบัติงานและช่างเทคนิค CNC สามารถตรวจสอบขนาด รักษาพิกัดความเผื่อที่แคบ และรับรองการทำงานที่เหมาะสมของเครื่องจักร CNC
การผสมผสานระหว่างเทคโนโลยี CNC และเครื่องมือวัดที่แม่นยำ เช่น เวอร์เนียร์คาลิปเปอร์และไมโครมิเตอร์ ช่วยปรับปรุงกระบวนการผลิต ปรับปรุงประสิทธิภาพ และส่งมอบส่วนประกอบที่กลึง CNC คุณภาพสูง
ภาพรวมของเวอร์เนียร์คาลิเปอร์
ในฐานะเครื่องมือวัดที่มีความแม่นยำสูงที่ใช้กันอย่างแพร่หลาย เวอร์เนียร์คาลิเปอร์ประกอบด้วยสองส่วน: สเกลหลักและเวอร์เนียแบบเลื่อนที่ติดอยู่กับสเกลหลัก หากแบ่งตามค่าสเกลของเวอร์เนียร์ เวอร์เนียคาลิเปอร์จะแบ่งออกเป็นสามประเภท: 0.1, 0.05 และ 0.02 มม.
วิธีการอ่านเวอร์เนียร์คาลิเปอร์
ยกตัวอย่างเวอร์เนียคาลิเปอร์ที่มีความแม่นยำด้วยค่าสเกล 0.02 มม. วิธีการอ่านสามารถแบ่งออกเป็นสามขั้นตอน;
1) อ่านค่ามิลลิเมตรทั้งหมดตามสเกลที่ใกล้ที่สุดบนสเกลหลักทางด้านซ้ายของเส้นศูนย์ของสเกลเสริม
2) คูณ 0.02 เพื่ออ่านค่าทศนิยมตามจำนวนเส้นที่แกะสลักซึ่งจัดชิดกับสเกลบนสเกลหลักทางด้านขวาของเส้นศูนย์ของสเกลเสริม
3) เพิ่มจำนวนเต็มและส่วนทศนิยมด้านบนเพื่อให้ได้ขนาดรวม
วิธีการอ่านของเวอร์เนียร์คาลิเปอร์ 0.02 มม
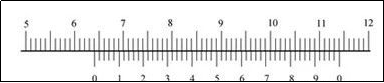
ดังแสดงในรูปด้านบน สเกลที่ด้านหน้าของสเกลหลักหันหน้าไปทางเส้น 0 ของสเกลย่อยคือ 64 มม. และเส้นที่ 9 หลังจากเส้น 0 ของสเกลย่อยนั้นอยู่ในแนวเดียวกับเส้นแกะสลักของสเกลหลัก
บรรทัดที่ 9 หลังบรรทัด 0 ของมาตราส่วนย่อยหมายถึง: 0.02×9= 0.18 มม.
ดังนั้น ขนาดของชิ้นงานที่วัดได้คือ: 64+0.18=64.18มม
วิธีใช้เวอร์เนียร์คาลิเปอร์
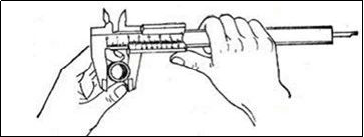
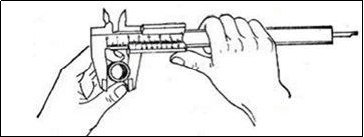
นำปากคีบมารวมกันเพื่อดูว่าเวอร์เนียร์อยู่ในแนวเดียวกับเครื่องหมายศูนย์บนสเกลหลักหรือไม่ หากอยู่ในแนวเดียวกันก็สามารถวัดได้: หากไม่ได้อยู่ในแนวเดียวกัน ควรบันทึกข้อผิดพลาดเป็นศูนย์: เส้นสเกลศูนย์ของเวอร์เนียเรียกว่าข้อผิดพลาดศูนย์บวกทางด้านขวาของเส้นสเกลศูนย์บนตัวไม้บรรทัด และ ข้อผิดพลาดศูนย์ลบเรียกว่าข้อผิดพลาดศูนย์ลบทางด้านซ้ายของเส้นสเกลศูนย์บนตัวไม้บรรทัด (วิธีนี้วิธีการควบคุมนี้สอดคล้องกับการควบคุมของแกนตัวเลข จุดกำเนิดจะเป็นบวกเมื่อจุดกำเนิดอยู่ทางด้านขวา และ ลบเมื่อจุดเริ่มต้นอยู่ทางด้านซ้าย)
เมื่อทำการวัด ให้จับตัวไม้บรรทัดด้วยมือขวา เลื่อนเคอร์เซอร์ด้วยนิ้วโป้ง แล้วกดค้างไว้ชิ้นส่วนอลูมิเนียมซีเอ็นซีด้วยเส้นผ่านศูนย์กลางภายนอก (หรือเส้นผ่านศูนย์กลางภายใน) ด้วยมือซ้าย เพื่อให้วัตถุที่จะวัดอยู่ระหว่างก้ามวัดด้านนอก และเมื่อแนบแน่นกับก้ามวัดแล้ว คุณสามารถอ่านได้ดังแสดงในรูปด้านล่าง : :
การใช้เวอร์เนียคาลิเปอร์ในบริการเครื่องจักรกลซีเอ็นซี
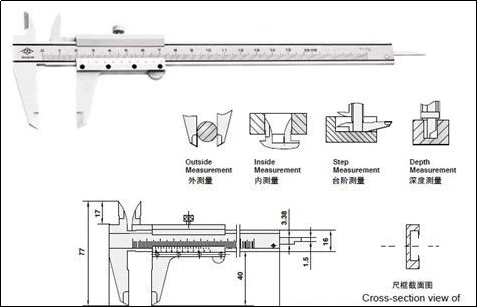
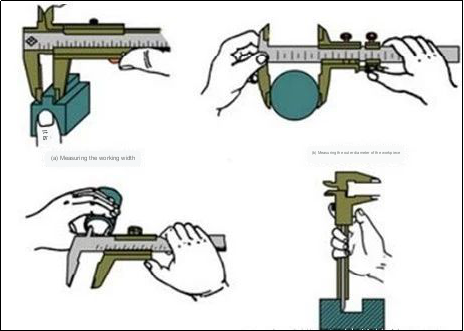
ในฐานะที่เป็นเครื่องมือวัดทั่วไป เวอร์เนียร์คาลิเปอร์สามารถใช้ได้ในสี่ด้านต่อไปนี้:
1) วัดความกว้างของชิ้นงาน
2) วัดเส้นผ่านศูนย์กลางภายนอกของชิ้นงาน
3) วัดเส้นผ่านศูนย์กลางภายในของชิ้นงาน
4) วัดความลึกของชิ้นงาน
วิธีการวัดเฉพาะของสี่ด้านเหล่านี้แสดงอยู่ในภาพด้านล่าง:
การใช้เวอร์เนียร์คาลิเปอร์ในบริการเครื่องจักรกลซีเอ็นซี
ในฐานะที่เป็นเครื่องมือวัดทั่วไป เวอร์เนียร์คาลิเปอร์สามารถใช้ได้ในสี่ด้านต่อไปนี้:
1) วัดความกว้างของชิ้นงาน
2) วัดเส้นผ่านศูนย์กลางภายนอกของชิ้นงาน
3) วัดเส้นผ่านศูนย์กลางภายในของชิ้นงาน
4) วัดความลึกของชิ้นงาน
วิธีการวัดเฉพาะของสี่ด้านเหล่านี้แสดงอยู่ในภาพด้านล่าง:
ข้อควรระวังในการใช้งาน
เวอร์เนียร์คาลิเปอร์เป็นเครื่องมือวัดที่ค่อนข้างแม่นยำ และควรคำนึงถึงรายการต่อไปนี้เมื่อใช้งาน:
1. ก่อนใช้งาน ให้ทำความสะอาดพื้นผิวการวัดของคลิปตีนทั้งสองข้าง ปิดคลิปตีนทั้งสองข้าง และตรวจสอบว่าเส้น 0 ของไม้บรรทัดเสริมอยู่ในแนวเดียวกับเส้น 0 ของไม้บรรทัดหลักหรือไม่ ถ้าไม่เช่นนั้น ควรแก้ไขการอ่านค่าการวัดตามข้อผิดพลาดเดิม
2. เมื่อทำการวัดชิ้นงาน พื้นผิวการวัดของตีนจับจะต้องขนานหรือตั้งฉากกับพื้นผิวของชิ้นงาน และต้องไม่เอียง และแรงไม่ควรมากเกินไปเพื่อไม่ให้ขาคลิปเสียรูปหรือสึกหรอซึ่งจะส่งผลต่อความแม่นยำในการวัด 3. เมื่ออ่าน แนวสายตาควรตั้งฉากกับพื้นผิวสเกล มิฉะนั้นค่าที่วัดได้จะไม่ถูกต้อง
4. เมื่อวัดเส้นผ่านศูนย์กลางภายใน ให้เขย่าเล็กน้อยเพื่อหาค่าสูงสุด
5. หลังจากใช้เวอร์เนียร์คาลิเปอร์หมดแล้ว ให้เช็ดอย่างระมัดระวัง ทาน้ำมันป้องกัน และวางราบลงในฝาครอบ ในกรณีที่เกิดสนิมหรืองอ
ไมโครมิเตอร์แบบเกลียวหรือที่เรียกว่าไมโครมิเตอร์เป็นเครื่องมือวัดที่แม่นยำ หลักการ โครงสร้าง และการใช้งานของไมโครมิเตอร์แบบเกลียวจะอธิบายไว้ด้านล่างนี้
ไมโครมิเตอร์แบบเกลียวคืออะไร?
ไมโครมิเตอร์แบบเกลียวหรือที่เรียกว่าไมโครมิเตอร์ ไมโครมิเตอร์แบบเกลียว การ์ดเซนติเมตร เป็นเครื่องมือในการวัดความยาวที่แม่นยำกว่าเวอร์เนียร์คาลิเปอร์ สามารถวัดความยาวได้อย่างแม่นยำถึง 0.01 มม. และช่วงการวัดคือหลายเซนติเมตร
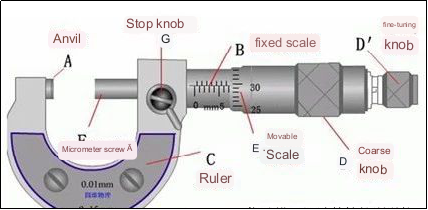
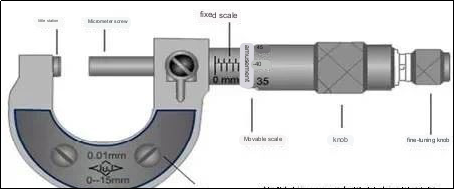
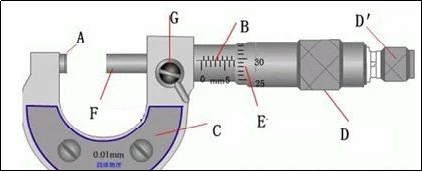
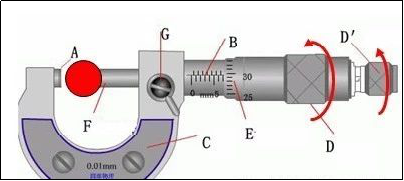
โครงสร้างของไมโครมิเตอร์แบบเกลียว
ต่อไปนี้เป็นแผนผังโครงสร้างของไมโครมิเตอร์แบบเกลียว:
หลักการทำงานของไมโครมิเตอร์แบบสกรู
ไมโครมิเตอร์แบบสกรูทำตามหลักการขยายสกรู กล่าวคือ สกรูจะหมุนหนึ่งครั้งในน็อต และสกรูจะเลื่อนหรือถอยกลับตามทิศทางของแกนหมุนในระยะห่างหนึ่งระดับ ดังนั้น ระยะทางเล็กๆ ที่เคลื่อนที่ไปตามแกนสามารถแสดงได้ด้วยการอ่านค่าเส้นรอบวง
ระยะพิทช์ของเกลียวที่มีความแม่นยำของไมโครมิเตอร์แบบสกรูคือ 0.5 มม. และสเกลแบบเคลื่อนย้ายได้มี 50 สเกลที่แบ่งเท่า ๆ กัน เมื่อสเกลแบบเคลื่อนย้ายได้หมุนหนึ่งครั้ง สกรูไมโครมิเตอร์สามารถเลื่อนหรือถอยหลังได้ 0.5 มม. ดังนั้นการหมุนแต่ละส่วนเล็ก ๆ จึงเทียบเท่ากับการวัด ไมโครสกรูจะเลื่อนหรือถอยกลับ 0.5/50=0.01 มม. จะเห็นได้ว่าแต่ละส่วนเล็กๆ ของเครื่องชั่งแบบเคลื่อนย้ายได้มีค่าเท่ากับ 0.01 มม. ดังนั้นไมโครมิเตอร์แบบสกรูจึงมีความแม่นยำถึง 0.01 มม. เนื่องจากสามารถประมาณได้ว่าอ่านค่าอื่นได้ จึงอ่านได้ละเอียดถึงหนึ่งในพันมิลลิเมตร จึงเรียกอีกอย่างว่าไมโครมิเตอร์
วิธีใช้ไมโครมิเตอร์แบบเกลียว
เมื่อเรามักจะช่วยลูกค้าเชื่อมต่อเครื่องมือเก็บข้อมูลของเรากับไมโครมิเตอร์แบบเกลียวเพื่อการวัดที่มีประสิทธิภาพสูง เรามักจะแนะนำให้ลูกค้าทำสิ่งต่อไปนี้เมื่อสร้างไมโครมิเตอร์แบบเกลียว:
1. ตรวจสอบจุดศูนย์ก่อนใช้งาน: ค่อยๆ หมุนปุ่มปรับละเอียด D′ เพื่อให้แท่งวัด (F) สัมผัสกับทั่งวัด (A) จนกระทั่งวงล้อส่งเสียง ในเวลานี้ จุดศูนย์บนไม้บรรทัดที่สามารถเคลื่อนย้ายได้ (ปลอกที่สามารถเคลื่อนย้ายได้) เส้นที่แกะสลักควรสอดคล้องกับเส้นอ้างอิง (เส้นแนวนอนยาว) บนปลอกคงที่ มิฉะนั้นจะไม่มีข้อผิดพลาดเป็นศูนย์
2. จับกรอบไม้บรรทัด (C) ไว้ในมือซ้าย หมุนปุ่มปรับหยาบ D ด้วยมือขวาเพื่อทำให้ระยะห่างระหว่างแท่งวัด F และทั่ง A ใหญ่กว่าวัตถุที่วัดเล็กน้อย ใส่วัตถุที่วัดเข้าไป หมุนปุ่มป้องกัน D' เพื่อยึดวัตถุที่วัดไว้จนกระทั่งวงล้อส่งเสียง ให้หมุนปุ่มคงที่ G เพื่อยึดแท่งวัดแล้วอ่านค่า
วิธีการอ่านค่าไมโครมิเตอร์แบบสกรู
1. อ่านมาตราส่วนคงที่ก่อน
2. อ่านครึ่งสเกลอีกครั้ง หากสัมผัสเส้นครึ่งสเกล ให้บันทึกเป็น 0.5 มม. หากไม่ได้สัมผัสเส้นครึ่งสเกล ให้บันทึกเป็น 0.0 มม.
3. อ่านมาตราส่วนที่สามารถเคลื่อนย้ายได้อีกครั้ง (ให้ความสนใจกับการประมาณการ) และบันทึกเป็น n×0.01มม.
4. ผลการอ่านขั้นสุดท้ายคือสเกลคงที่ + ครึ่งสเกล + สเกลที่เคลื่อนย้ายได้
เนื่องจากผลการอ่านค่าของไมโครมิเตอร์แบบเกลียวมีความแม่นยำถึงหนึ่งในพันในหน่วยมิลลิเมตร ไมโครมิเตอร์แบบเกลียวจึงถูกเรียกว่าไมโครมิเตอร์
ข้อควรระวังสำหรับไมโครมิเตอร์แบบเกลียว
1. เมื่อทำการวัด ควรหยุดใช้ลูกบิดเมื่อสกรูไมโครมิเตอร์เข้าใกล้วัตถุที่จะวัด และใช้ลูกบิดปรับละเอียดแทนเพื่อหลีกเลี่ยงแรงกดที่มากเกินไป ซึ่งไม่เพียงแต่ทำให้ผลการวัดแม่นยำ แต่ยังป้องกันอีกด้วย ไมโครมิเตอร์แบบสกรู
2. เมื่ออ่าน ให้สังเกตว่าเส้นแกะสลักซึ่งบ่งชี้ว่าครึ่งมิลลิเมตรของมาตราส่วนคงที่นั้นถูกเปิดเผยหรือไม่
3. เมื่ออ่านจะมีตัวเลขประมาณหนึ่งในพันซึ่งไม่สามารถโยนทิ้งไปโดยไม่ตั้งใจได้ แม้ว่าจุดศูนย์ของมาตราส่วนคงที่จะอยู่ในแนวเดียวกับเส้นมาตราส่วนที่แน่นอนของมาตราส่วนที่สามารถเคลื่อนย้ายได้ ตำแหน่งที่พันก็ควรอ่านเป็น "0"
4. เมื่อทั่งขนาดเล็กและสกรูไมโครมิเตอร์อยู่ใกล้กัน จุดศูนย์ของสเกลที่เคลื่อนย้ายได้จะไม่ตรงกับจุดศูนย์ของสเกลคงที่ และจะมีข้อผิดพลาดเป็นศูนย์ซึ่งควรได้รับการแก้ไขนั่นคือ ควรลบค่าของข้อผิดพลาดเป็นศูนย์ออกจากการอ่านการวัดความยาวสุดท้าย
การใช้งานและการบำรุงรักษาเกลียวไมโครมิเตอร์อย่างเหมาะสม
• ตรวจสอบว่าเส้นศูนย์ถูกต้องหรือไม่
• เมื่อทำการวัด ควรเช็ดพื้นผิวที่วัดของชิ้นงานให้สะอาด
• เมื่อชิ้นงานมีขนาดใหญ่ควรวัดด้วยเหล็กรูปตัววีหรือแผ่นแบน
• เช็ดทำความสะอาดแท่งวัดและทั่งตีเหล็กก่อนทำการวัด
• จำเป็นต้องใช้อุปกรณ์วงล้อเมื่อขันสกรูปลอกแบบเคลื่อนย้ายได้
• อย่าคลายฝาหลังเพื่อไม่ให้เปลี่ยนเส้นศูนย์
• อย่าเติมน้ำมันเครื่องธรรมดาระหว่างปลอกยึดกับปลอกแบบเคลื่อนย้ายได้
• หลังการใช้งานเช็ดน้ำมันออกแล้วใส่ในกล่องพิเศษในที่แห้ง
การแสวงหา Anebon และเป้าหมายขององค์กรคือ "ตอบสนองความต้องการของลูกค้าเสมอ" Anebon มุ่งมั่นที่จะสร้างและจัดรูปแบบและออกแบบสินค้าคุณภาพสูงที่โดดเด่นสำหรับทั้งลูกค้าเก่าและลูกค้าใหม่ของเรา และตระหนักถึงโอกาสที่ win-win สำหรับลูกค้าของเรา เช่นเดียวกับที่เราปรับแต่งโปรไฟล์การอัดขึ้นรูปที่มีความแม่นยำสูง ชิ้นส่วนอลูมิเนียมกลึง CNC และชิ้นส่วนอลูมิเนียมกัดสำหรับลูกค้า . Anebon เปิดกว้าง เชิญชวนผู้ซื้อที่สนใจเยี่ยมชมเว็บไซต์ของเราหรือติดต่อเราโดยตรงสำหรับข้อมูลเพิ่มเติม
เครื่อง CNC จีนและเครื่องแกะสลัก CNC แบบกำหนดเองจากโรงงาน ผลิตภัณฑ์ของ Anebon ได้รับการยอมรับและไว้วางใจจากผู้ใช้อย่างกว้างขวาง และสามารถตอบสนองความต้องการทางเศรษฐกิจและสังคมที่มีการพัฒนาอย่างต่อเนื่อง Anebon ยินดีต้อนรับลูกค้าใหม่และลูกค้าเก่าจากทุกสาขาอาชีพเพื่อติดต่อเราสำหรับความสัมพันธ์ทางธุรกิจในอนาคตและบรรลุความสำเร็จร่วมกัน!
เวลาโพสต์: Jul-03-2023