
“CNC మెషినింగ్ సెంటర్ మెయింటెనెన్స్ మెథడ్” గురించి మీకు ఎంత తెలుసు?
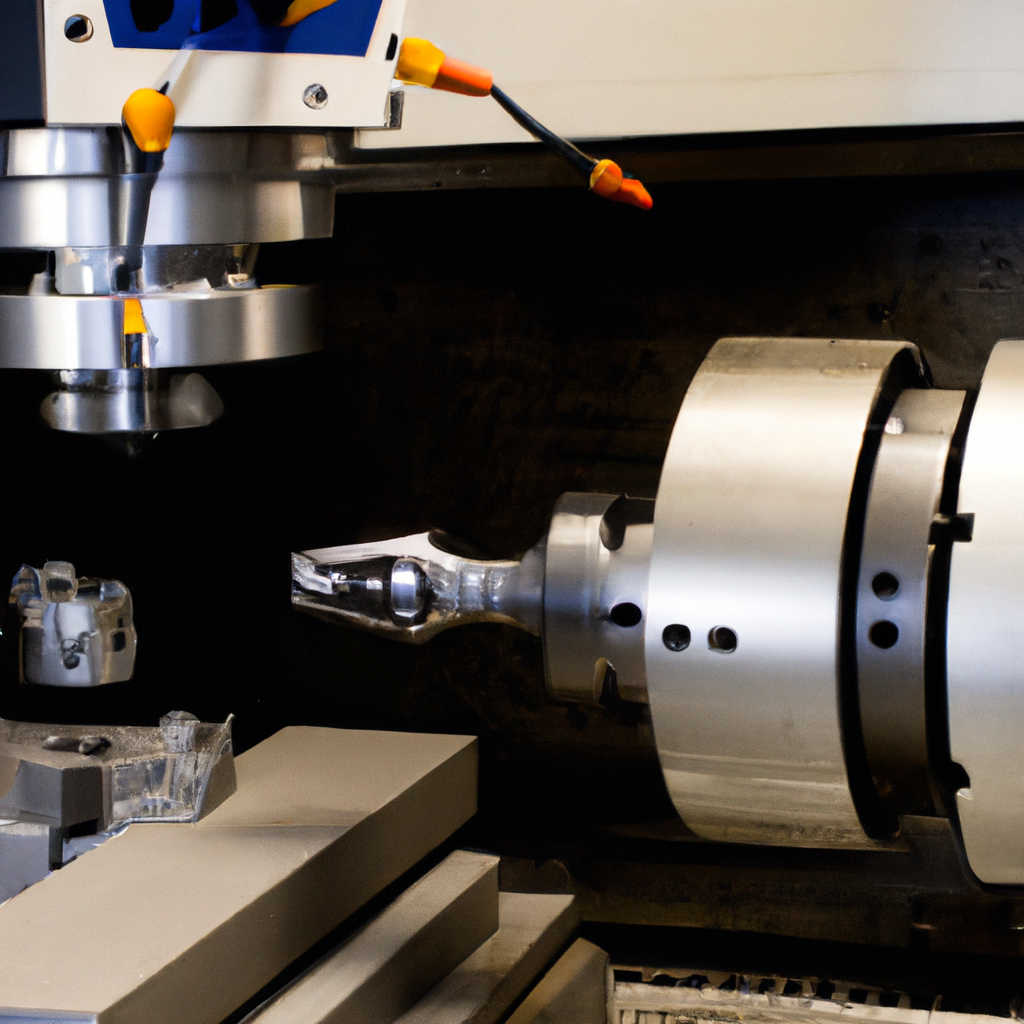
CNC మ్యాచింగ్ కేంద్రాలు సంక్లిష్టమైన యంత్రాలు, ఇవి వాంఛనీయ పనితీరు మరియు దీర్ఘాయువును నిర్ధారించడానికి సాధారణ నిర్వహణ అవసరం. ఇక్కడ కొన్ని ప్రధాన నిర్వహణ పద్ధతులు ఉన్నాయి:
సరళత:CNC మ్యాచింగ్ సెంటర్ యొక్క సాఫీగా పనిచేయడానికి సరైన లూబ్రికేషన్ కీలకం. లూబ్రికేటింగ్ ఆయిల్, గ్రీజు, శీతలకరణి మరియు ఇతర కందెన నూనెలను క్రమం తప్పకుండా తనిఖీ చేయండి మరియు తిరిగి నింపండి. లూబ్రికేషన్ విరామాలు మరియు ఉపయోగించాల్సిన కందెన రకం కోసం తయారీదారు మార్గదర్శకాలను అనుసరించండి.
శుభ్రపరచడం: మురికి పేరుకుపోకుండా ఉండటానికి యంత్రాన్ని క్రమం తప్పకుండా శుభ్రం చేయండి,
స్వర్ఫ్ మరియు ఇతర శిధిలాలు. స్పిండిల్స్, టూల్ హోల్డర్లు మరియు గైడ్లు వంటి క్లిష్టమైన భాగాల నుండి మురికిని తొలగించడానికి తగిన క్లీనింగ్ ఏజెంట్లు మరియు సాధనాలను ఉపయోగించండి.
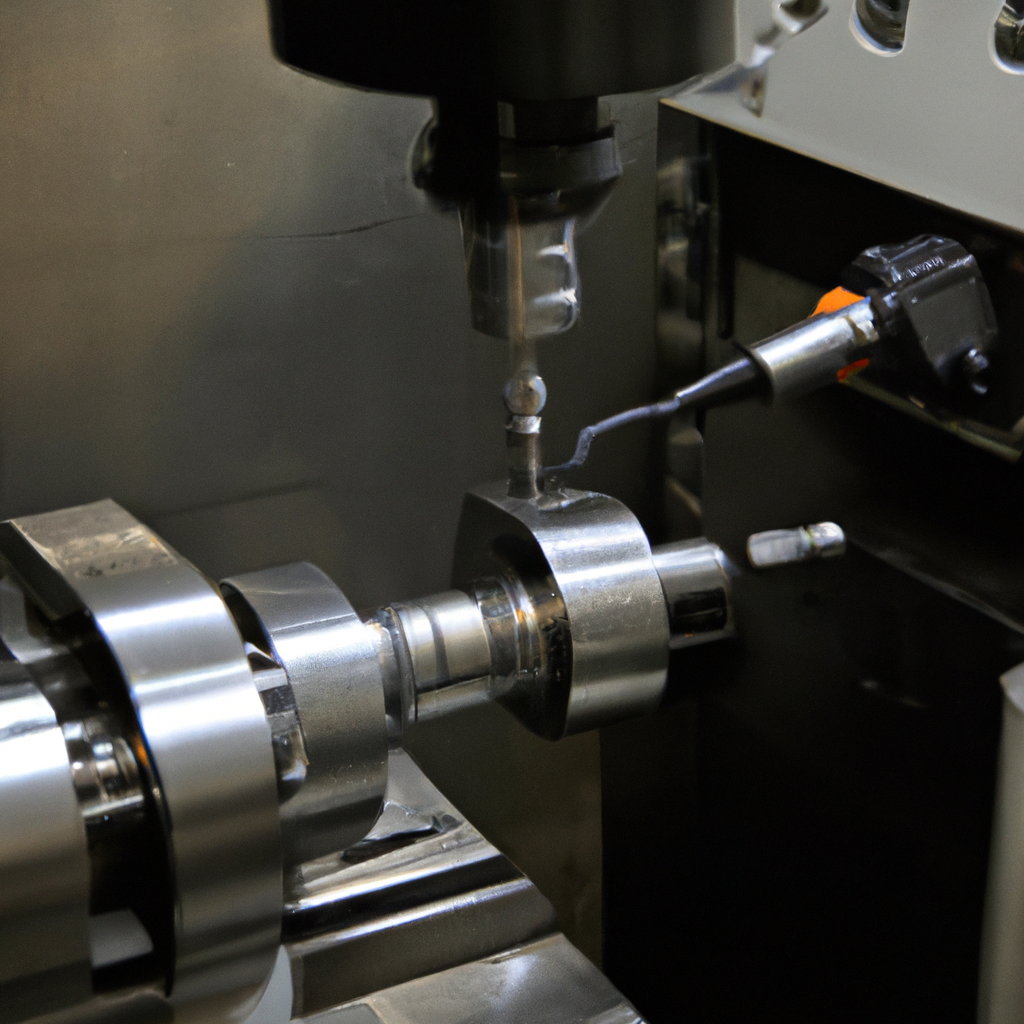
తనిఖీ మరియు సర్దుబాటు:షాఫ్ట్లు, బాల్ స్క్రూలు, ట్రాన్స్మిషన్ బెల్ట్లు, కప్లింగ్లు మరియు ఇతర భాగాల రెగ్యులర్ తనిఖీ మరియు సర్దుబాటు. దుస్తులు, తప్పుగా అమర్చడం లేదా నష్టం యొక్క ఏవైనా సంకేతాల కోసం తనిఖీ చేయండి. అవసరమైన సర్దుబాట్లు లేదా భర్తీ చేయండి.
క్రమాంకనం:CNC మ్యాచింగ్ కేంద్రాలు ఖచ్చితత్వాన్ని నిర్వహించడానికి క్రమం తప్పకుండా క్రమాంకనం చేయాలి. పొజిషనింగ్ ఖచ్చితత్వం, రిపీటబిలిటీ మరియు టూల్ ఆఫ్సెట్లను తనిఖీ చేయడం మరియు సర్దుబాటు చేయడం ఇందులో ఉంటుంది.
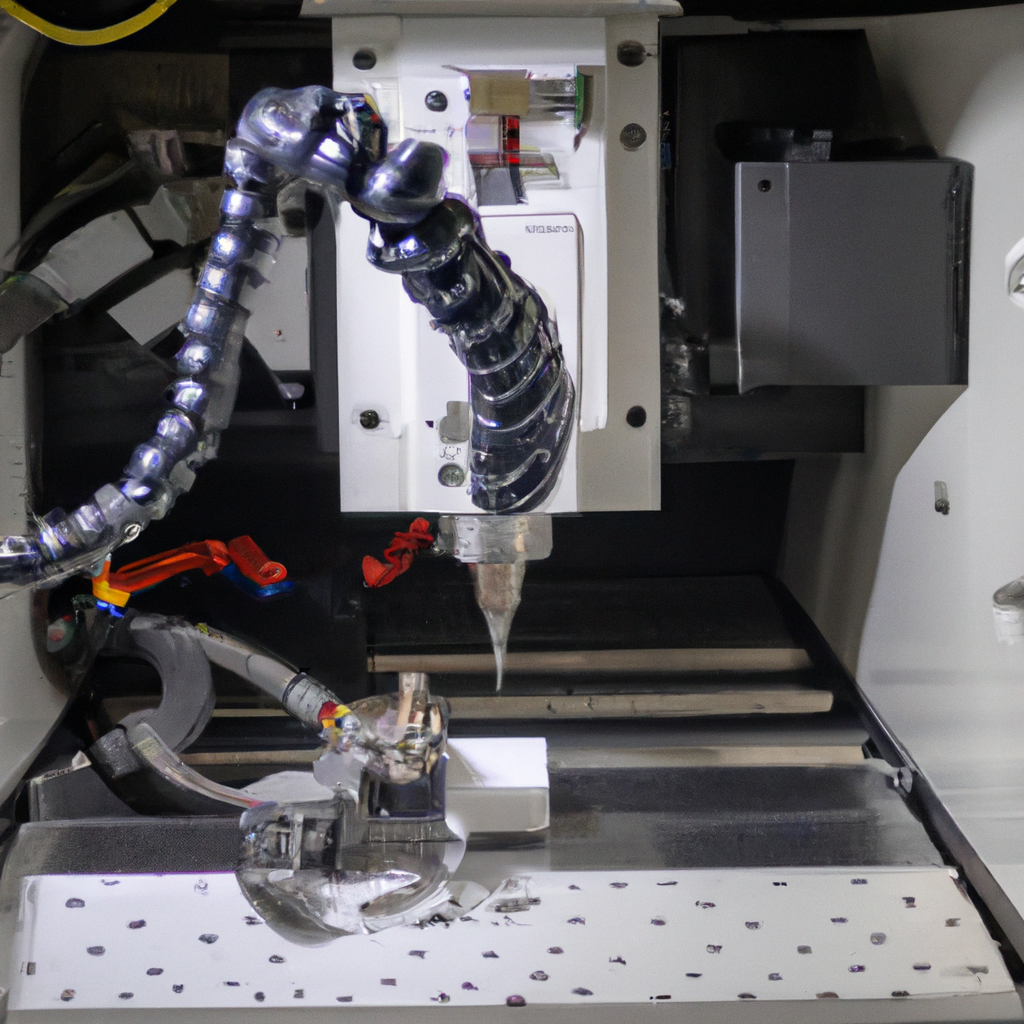
ప్రివెంటివ్ మెయింటెనెన్స్ ప్రోగ్రామ్:ఫిల్టర్లను మార్చడం, ఎలక్ట్రికల్ కనెక్షన్లను తనిఖీ చేయడం మరియు భద్రతా లక్షణాలను తనిఖీ చేయడం వంటి సాధారణ పనులను కలిగి ఉండే నివారణ నిర్వహణ ప్రోగ్రామ్ను అమలు చేయండి. సూచన కోసం నిర్వహణ కార్యకలాపాల రికార్డులను ఉంచండి. CNC మ్యాచింగ్ సెంటర్ యొక్క నిర్దిష్ట రకం మరియు నమూనా ప్రకారం ఈ నిర్వహణ పద్ధతులు మారవచ్చని గమనించాలి. ఎల్లప్పుడూ మీ మెషిన్ తయారీదారుల డాక్యుమెంటేషన్ను సంప్రదించండి మరియు అవసరమైతే వృత్తిపరమైన సహాయం తీసుకోండి.
సరైన ఆపరేషన్ మరియు CNC పరికరాల నిర్వహణ పరికరం యొక్క క్రమరహిత క్షీణతను ఆపగలదు మరియు పరికర పరికరం యొక్క ఆకస్మిక వైఫల్యం నుండి స్పష్టంగా ఉంటుంది. పరికర సాధనం యొక్క శ్రద్ధగల నిర్వహణ మేకర్ సాధనం యొక్క మ్యాచింగ్ ఖచ్చితత్వం యొక్క దీర్ఘకాలిక భద్రతను అలాగే పరికర పరికరం యొక్క సేవా జీవితాన్ని పొడిగించగలదు. కర్మాగారం యొక్క పర్యవేక్షణ స్థాయి నుండి ఈ పనిని అత్యంత విలువైనదిగా పరిగణించాలి అలాగే అమలు చేయాలి!
▌ నిర్వహణ కోసం జవాబుదారీ వ్యక్తి
1. పరికరాల ఉపయోగం, నిర్వహణ మరియు ప్రాథమిక నిర్వహణకు ఆపరేటర్ బాధ్యత వహిస్తాడు;
2. పరికరాల నిర్వహణ ఉద్యోగులు సాధనాల నిర్వహణ మరియు అవసరమైన నిర్వహణకు బాధ్యత వహిస్తారు;
3. వర్క్షాప్ నిర్వహణ ఉద్యోగులు డ్రైవర్ల పర్యవేక్షణకు అలాగే మొత్తం వర్క్షాప్ యొక్క సాధనాల నిర్వహణకు బాధ్యత వహిస్తారు.
▌ CNC పరికరాలను ఉపయోగించడం కోసం ప్రాథమిక అవసరాలు
1. తేమ, అధిక ధూళి మరియు తినివేయు వాయువులు ఉన్న ప్రాంతాలను నివారించడానికి సంఖ్యా నియంత్రణ సాధనాలు అవసరం;
2. ప్రత్యక్ష సూర్యకాంతి మరియు ఇతర ఉష్ణ వికిరణం నుండి దూరంగా ఉండండి.ఖచ్చితమైన CNC మ్యాచింగ్పరికరాలను పంచింగ్ మేకర్స్, ఫోర్జింగ్ పరికరాలు మొదలైన భారీ ప్రతిధ్వని కలిగిన పరికరాలను నివారించాలి.
3. పరికరాల ఆపరేటింగ్ ఉష్ణోగ్రత స్థాయిని 15 స్థాయిలు మరియు 35 డిగ్రీల మధ్య నియంత్రించాలి. ఖచ్చితమైన మ్యాచింగ్ ఉష్ణోగ్రత స్థాయిని తప్పనిసరిగా 20 స్థాయిలలో నిర్వహించాలి మరియు ఉష్ణోగ్రత హెచ్చుతగ్గులను పూర్తిగా నిర్వహించాలి;.
4. పెద్ద శక్తి వైవిధ్యాల (ప్లస్ లేదా మైనస్ 10% కంటే ఎక్కువ) అలాగే సాధ్యమయ్యే తక్షణ భంగం సంకేతాల ప్రభావాన్ని నివారించడానికి, CNC పరికరాలు సాధారణంగా అంకితమైన లైన్ విద్యుత్ సరఫరాను తీసుకుంటాయి (ఉదాహరణగా, నెట్వర్క్ను తక్కువ నుండి విభజించండి- CNC మెషిన్ పరికరాల కోసం వోల్టేజ్ పవర్ సర్క్యులేషన్ ప్రాంతం), మరియు వోల్టేజ్ సపోర్టింగ్ టూల్ మొదలైన వాటిని కూడా జోడించడం వల్ల విద్యుత్ సరఫరా అత్యుత్తమ నాణ్యత మరియు విద్యుత్ భంగం యొక్క ప్రభావాన్ని తగ్గిస్తుంది.
▌ రోజువారీ మ్యాచింగ్ ఖచ్చితత్వ నిర్వహణ
1. ప్రారంభించిన తర్వాత, దానిని హ్యాండిల్ చేయడానికి ముందు 10 నిమిషాలు ముందుగా వేడి చేయాలి; పరికరం చాలా కాలం పాటు ఉపయోగించబడకపోతే, ముందుగా వేడి చేసే సమయాన్ని పొడిగించాలి;
2. చమురు సర్క్యూట్ మృదువైనదో లేదో తనిఖీ చేయండి;
3. మూసివేసే ముందు, వర్క్బెంచ్ అలాగే జీనును పరికరాలు మధ్యలో ఉంచండి (మూడు-అక్షం స్ట్రోక్ను ప్రతి యాక్సిస్ స్ట్రోక్ మధ్య అమరికకు తరలించండి);
4. పరికరాల పరికరం పూర్తిగా పొడిగా అలాగే చక్కగా ఉంచబడుతుంది.
▌ రోజువారీ నిర్వహణ.
1. ప్రతిరోజూ పరికరాల పరికరం యొక్క దుమ్ము మరియు ఇనుప ఫైలింగ్లను శుభ్రపరచడంతోపాటు శుభ్రం చేయండి: పరికరాల పరికర నియంత్రణ ప్యానెల్, పిన్ టేపర్ హోల్, టూల్ కార్ట్, టూల్ హెడ్ అలాగే టేపర్ మేనేజ్, డివైజ్ మ్యాగజైన్ ఆర్మ్ అలాగే డివైజ్ స్టాక్రూమ్, గోపురం; XY యాక్సిస్ షీట్ స్టీల్ గార్డ్, డివైజ్ ఇన్నర్ అడాప్టబుల్ హోస్, ట్యాంక్ చైన్ టూల్, చిప్ ఫ్లూట్ మరియు మొదలైనవి;.
2. పరికర సాధనం యొక్క సరళతను నిర్ధారించడానికి కందెన నూనె స్థాయిని తనిఖీ చేయండి;.
3. శీతలకరణి కంటైనర్లోని శీతలకరణి సరిపోతుందో లేదో తనిఖీ చేయండి మరియు అది సరిపోకపోతే, దానిని సమయానికి చేర్చండి;.
4. గాలి పీడనం విలక్షణంగా ఉందో లేదో తనిఖీ చేయండి;.
5. పిన్లోని కోన్ హోల్ నుండి గాలి వీచడం సాధారణంగా ఉందో లేదో పరిశీలించండి, పిన్లోని కోన్ ఓపెనింగ్ను శుభ్రమైన కాటన్ క్లాత్తో శుభ్రం చేయండి మరియు తేలికపాటి నూనెను కూడా పిచికారీ చేయండి;.
6. పరికరం మ్యాగజైన్ చేయి అలాగే పరికరం, ప్రత్యేకంగా పంజా శుభ్రం;.
7. అన్ని సిగ్నల్ లైట్లు అలాగే సక్రమంగా లేని హెచ్చరిక లైట్లు విలక్షణంగా ఉన్నాయో లేదో తనిఖీ చేయండి;.
8. చమురు ఒత్తిడి పరికరం పైపులో లీక్ ఉందో లేదో తనిఖీ చేయండి;.
9. పరికరాల పరికరం యొక్క రోజువారీ పని పూర్తయిన తర్వాత, శుభ్రపరచడం మరియు శుభ్రపరిచే పనిని అమలు చేయండి;.
10. మేకర్ చుట్టూ వాతావరణాన్ని చక్కగా నిర్వహించండి.
▌ వారపు నిర్వహణ
1. ఉష్ణ వినిమాయకం యొక్క ఎయిర్ ఫిల్టర్, శీతలీకరణ పంపు మరియు కందెన చమురు పంపు యొక్క వడపోత శుభ్రం చేయండి;
2. పరికరం యొక్క పుల్ స్క్రూ వదులుగా ఉందో లేదో మరియు కత్తితో ఒప్పందం చక్కగా ఉందో లేదో తనిఖీ చేయండి;
3. మూడు-అక్షం యాంత్రిక మూలం కౌంటర్ చేయబడిందో లేదో పరిశీలించండి;
4. టూల్ మ్యాగజైన్ యొక్క పరికర సర్దుబాటు చేయి యొక్క కదలిక లేదా పరికర పత్రిక యొక్క నైఫ్ డిస్క్ యొక్క భ్రమణ సజావుగా ఉందో లేదో పరిశీలించండి;
5. ఆయిల్ కూలర్ ఉన్నట్లయితే, ఆయిల్ కూలర్ యొక్క ఆయిల్ను తనిఖీ చేయండి, అది స్కేల్ లైన్ కంటే తక్కువగా ఉంటే, దయచేసి ఆయిల్ కోల్డ్ ఆయిల్ను సమయానికి పూరించండి;
6. నొక్కిన గ్యాస్లోని కాలుష్య కారకాలను అలాగే నీటిని చక్కబెట్టండి, ఆయిల్ హేజ్ సెపరేటర్లోని చమురు పరిమాణాన్ని పరిశీలించండి, సోలనోయిడ్ వాల్వ్లు సాధారణంగా పని చేస్తున్నాయో లేదో పరిశీలించండి, అలాగే వాయు వ్యవస్థ యొక్క సీలింగ్ను తనిఖీ చేయండి. గ్యాస్ వ్యవస్థ నేరుగా భర్తీ కత్తిని అలాగే సరళత వ్యవస్థను ప్రభావితం చేస్తుంది;
7. CNC సాధనంలోకి ప్రవేశించకుండా ధూళి మరియు ధూళిని నివారించండి. మ్యాచింగ్ వర్క్షాప్లో, గాలిలో సాధారణంగా నూనె పొగమంచు, ధూళితో పాటు మెటల్ పౌడర్ కూడా ఉంటాయి. CNC సిస్టమ్లోని మదర్బోర్డు లేదా ఎలక్ట్రానిక్ సాధనాలపై ఒకసారి అవి పడితే, మధ్యలో ఇన్సులేషన్ నిరోధకతను సృష్టించడం చాలా సులభం.మ్యాచింగ్ భాగాలుడౌన్ వెళ్ళడానికి, మరియు కూడా నష్టం సృష్టించడానికిcnc మిల్లింగ్ భాగాలుమరియు మదర్బోర్డు.
▌ నెల నుండి నెల నిర్వహణ
1. షాఫ్ట్ ట్రాక్ యొక్క సరళత స్థితిని తనిఖీ చేయండి మరియు ట్రాక్ ఉపరితలం కూడా బాగా నూనె వేయాలి;
2. పరిశీలించండి మరియు చక్కనైన పరిమితి బటన్లు మరియు బ్లాక్లను కూడా తాకండి;
3. బ్లేడ్ సిండ్రికల్ ట్యూబ్ ఆయిల్ మగ్లోని నూనె సరిపోతుందో లేదో తనిఖీ చేయండి మరియు అది సరిపోకపోతే సమయానికి కూడా జోడించండి;
4. మెషీన్పై సైన్ ప్లేట్ మరియు హెచ్చరిక నేమ్ప్లేట్ స్పష్టంగా ఉన్నాయా లేదా ఉనికిలో ఉన్నాయో లేదో పరిశీలించండి.
▌ సెమీ-వార్షిక నిర్వహణ
1. షాఫ్ట్ చిప్ సెక్యూరిటీ కవర్ను విడదీయండి, షాఫ్ట్ ఆయిల్ పైప్ జాయింట్, రౌండ్ ఓవర్వ్యూ స్క్రూ, త్రీ-యాక్సిస్ లిమిటేషన్ బటన్ను శుభ్రం చేయండి, అలాగే ఇది విలక్షణంగా ఉందో లేదో తనిఖీ చేయండి. ప్రతి అక్షం యొక్క కష్టమైన రైలు వైపర్లు మంచి స్థితిలో ఉన్నాయో లేదో తనిఖీ చేయండి;
2. ప్రతి అక్షం మరియు తల యొక్క సర్వో మోటార్లు సాధారణంగా నడుస్తున్నాయో లేదో తనిఖీ చేయండి, అలాగే ఏదైనా అసాధారణ శబ్దం ఉందా;
3. హైడ్రాలిక్ యూనిట్ యొక్క చమురును భర్తీ చేయండి మరియు పరికర పత్రిక యొక్క మందగింపు వ్యవస్థ యొక్క నూనెను కూడా మార్చండి;
4. ప్రతి అక్షం యొక్క క్లియరెన్స్ను తనిఖీ చేయండి, అలాగే అవసరమైతే సెటిల్మెంట్ పరిమాణాన్ని మార్చండి;
5. ఎలక్ట్రిక్ బాక్స్లోని మురికిని శుభ్రం చేయండి (మెషిన్ స్విచ్ ఆఫ్ చేయబడిందో చూడండి);
6. కాల్లు, జాయింట్లు, అవుట్లెట్లు మరియు స్విచ్లు కూడా సాధారణమైనవి కాదా అని పూర్తిగా తనిఖీ చేయండి;.
7. అన్ని రహస్యాలు సున్నితమైనవి మరియు విలక్షణమైనవి కాదా అని పరిశీలించండి;.
8. మెకానికల్ డిగ్రీని తనిఖీ చేయండి అలాగే మార్చండి;.
9. కట్టింగ్ వాటర్ ట్యాంక్ను శుభ్రపరచడంతోపాటు కటింగ్ ద్రవాన్ని కూడా మార్చండి.
▌ వార్షిక వృత్తిపరమైన నిర్వహణ లేదా ఫిక్సింగ్
గుర్తుంచుకోండి: నిపుణులైన డిజైనర్లు నిపుణుల నిర్వహణ లేదా ఫిక్సింగ్లను అమలు చేయాలి.
1. వ్యక్తిగత భద్రతను నిర్ధారించడానికి బేసింగ్ సెక్యూరిటీ సిస్టమ్ గొప్ప కనెక్షన్ని కలిగి ఉండాలి;
2. సర్క్యూట్ బ్రేకర్లు, కాంటాక్టర్లు, సింగిల్-ఫేజ్ లేదా త్రీ-ఫేజ్ ఆర్క్ ఆర్క్ ఎక్స్టింగ్విషర్స్ వంటి కీలక భాగాలపై సాధారణ తనిఖీలను నిర్వహించండి. సర్క్యూట్రీ వదులుగా ఉంటే లేదా శబ్దం కూడా బిగ్గరగా ఉంటే, కారకాన్ని నేర్చుకోండి అలాగే దాచిన ప్రమాదాలను తొలగించండి;
3. ఎలక్ట్రిక్ అల్మారాలోని శీతలీకరణ ఫ్యాన్ సాధారణంగా నడుస్తోందని నిర్ధారించుకోండి, లేకుంటే అది జీవశక్తి భాగాలకు హాని కలిగించవచ్చు;
4. ఫ్యూజ్ ఎగిరితే అలాగే ఎయిర్ స్విచ్ తరచుగా ప్రయాణిస్తే, కారణాన్ని తెలుసుకోవాలి మరియు సమయానికి కూడా తొలగించాలి;
5. ప్రతి అక్షం యొక్క నిటారుగా ఉండే ఖచ్చితత్వాన్ని తనిఖీ చేయండి మరియు పరికరాల పరికరం యొక్క రేఖాగణిత ఖచ్చితత్వాన్ని కూడా సరిదిద్దండి. పరికర సాధనం యొక్క అవసరాలను పునరుద్ధరించండి లేదా తీర్చండి. ఎందుకంటే రేఖాగణిత ఖచ్చితత్వం యంత్ర పరికరాల యొక్క వివరణాత్మక సామర్థ్యానికి ఆధారం. ఉదాహరణకు, XZ మరియు YZ యొక్క నిలువుత్వం బాగా లేకుంటే, అది వర్క్పీస్ యొక్క ఏకాక్షకత మరియు సమరూపతను ప్రభావితం చేస్తుంది, అలాగే టేబుల్కి పిన్ లంబంగా ఉంటే, అది పని ఉపరితలం మరియు మరిన్నింటి సారూప్యతను ప్రభావితం చేస్తుంది. . ఆ కారణంగా, రేఖాగణిత ఖచ్చితత్వం యొక్క పునరుద్ధరణ మన సంరక్షణలో దృష్టి కేంద్రీకరిస్తుంది;

6. ప్రతి అక్షం యొక్క ఎలక్ట్రిక్ మోటార్లు మరియు స్క్రూ పోల్స్ మధ్య దుస్తులు మరియు క్లియరెన్స్ను తనిఖీ చేయండి, అలాగే ప్రతి అక్షం యొక్క రెండు చివర్లలోని సపోర్టింగ్ బేరింగ్లు దెబ్బతిన్నాయో లేదో తనిఖీ చేయండి. కప్లింగ్ లేదా బేరింగ్ దెబ్బతిన్నప్పుడు, అది ఖచ్చితంగా పరికర ఆపరేషన్ యొక్క ధ్వనిని పెంచుతుంది, యంత్ర సాధనం యొక్క ప్రసార ఖచ్చితత్వాన్ని ప్రభావితం చేస్తుంది, స్క్రూ పోల్ యొక్క శీతలీకరణ సీల్ రింగ్ను దెబ్బతీస్తుంది, ద్రవాన్ని తగ్గించే లీకేజీని ప్రేరేపిస్తుంది మరియు జీవితాన్ని తీవ్రంగా ప్రభావితం చేస్తుంది. స్క్రూ పోల్ మరియు కుదురు;
7. ప్రతి అక్షం యొక్క రక్షిత కవర్ను తనిఖీ చేయండి మరియు అవసరమైతే దాన్ని భర్తీ చేయండి. సేఫ్టీ కవర్ బాగా లేకుంటే, అది నేరుగా గైడ్ రైల్ ధరించడాన్ని వేగవంతం చేస్తుంది. భారీ కంటార్షన్ ఉన్నట్లయితే, అది ఖచ్చితంగా పరికరాల పరికరంలో టన్నులను పెంచడమే కాకుండా, ఓవర్వ్యూ రైలుకు అధిక నష్టాలను కలిగిస్తుంది;
8. స్క్రూ పోల్ని స్ట్రెయిట్ చేయడం, కొంతమంది కస్టమర్లు ఎక్విప్మెంట్ టూల్ క్లాష్ల తర్వాత స్క్రూ రాడ్ యొక్క వైకల్యాన్ని ప్రేరేపిస్తారు లేదా ప్లగ్ ఐరన్ మధ్య ఉన్న శూన్యత మంచిది కాదు, ఇది నేరుగా మేకర్ పరికరం యొక్క మ్యాచింగ్ ఖచ్చితత్వాన్ని ప్రభావితం చేస్తుంది. మేము మొదట స్క్రూ పోల్ను సహజ స్థితిలో ఉంచడానికి విప్పుతాము, ఆపై స్క్రూ రాడ్ చలనం అంతటా వీలైనంత వరకు డైగ్రెసివ్ ఫోర్స్ లేకుండా ఉండేలా చూసుకోవడానికి నిర్వహణ నిబంధనల ప్రకారం స్క్రూ పోల్ను సెటప్ చేస్తాము. నిర్వహణ సమయంలో స్క్రూ పోల్ కూడా సహజ స్థితిలో ఉంటుంది;
9. పరికర సాధనం యొక్క ప్రధాన షాఫ్ట్ యొక్క బెల్ట్ ట్రాన్స్మిషన్ సిస్టమ్ను తనిఖీ చేసి, మళ్లీ సర్దుబాటు చేయండి, V-బెల్ట్ యొక్క బిగుతును తగిన విధంగా సరిదిద్దండి, ప్రాసెసింగ్లో తయారీదారుని జారడం లేదా టర్నింగ్ కోల్పోకుండా నివారించండి, అవసరమైతే ప్రధాన షాఫ్ట్ యొక్క V-బెల్ట్ను మార్చండి , మరియు అధిక మరియు తక్కువ గేర్ మార్పిడి కోసం 1000r/నిమి ప్రైమరీ షాఫ్ట్ యొక్క స్ట్రెస్ బెల్ట్ను తనిఖీ చేయండి చక్రం సిండ్రికల్లోని నూనె పరిమాణం గొట్టం. అవసరమైనప్పుడు దీన్ని జోడించండి, తక్కువ గేర్ మార్పిడి సమయంలో చమురు లేకపోవడం ఖచ్చితంగా వైఫల్యానికి కారణమవుతుంది, మిల్లింగ్ అంతటా ఉపరితల కరుకుదనాన్ని తీవ్రంగా ప్రభావితం చేస్తుంది మరియు దిగువకు తగ్గించే టార్క్ను తగ్గిస్తుంది;
10. పరికర పత్రికను శుభ్రపరచడం అలాగే సర్దుబాటు చేయడం. పరికర మ్యాగజైన్ను టేబుల్తో పాటుగా మార్చడానికి మార్చండి, అవసరమైతే సర్క్లిప్ను భర్తీ చేయండి, కుదురు ఓరియంటేషన్ వంతెన యొక్క కోణాన్ని మరియు టూల్ మ్యాగజైన్ యొక్క భ్రమణ గుణకాన్ని సర్దుబాటు చేయండి, అలాగే ప్రతి రీలొకేటింగ్ కాంపోనెంట్కు లూబ్రికేటింగ్ గ్రీజును జోడించండి;
11. సిస్టమ్ వేడెక్కకుండా ఆపండి: CNC క్లోసెట్లోని ఎయిర్ కండిషనింగ్ ఫ్యాన్లు సాధారణంగా పని చేస్తున్నాయో లేదో మీరు పరిశీలించాలి. ఎయిర్ డక్ట్ ఫిల్టర్ బ్లాక్ చేయబడిందో లేదో తనిఖీ చేయండి. వడపోతపై అధిక దుమ్ము ఉన్నట్లయితే, అది సమయం లో శుభ్రం చేయకపోతే, CNC క్యాబినెట్లో ఉష్ణోగ్రత స్థాయి ఖరీదైనది;
12. CNC సిస్టమ్ యొక్క ఇన్పుట్/అవుట్పుట్ పరికరం యొక్క రెగ్యులర్ మెయింటెనెన్స్: పరికరాల పరికరం యొక్క ట్రాన్స్మిషన్ సిగ్నల్ లైన్ పాడైపోయిందా, ఇంటర్ఫేస్ మరియు పోర్ట్ స్క్రూ నట్లు వదులుగా ఉన్నాయా మరియు పడిపోతున్నాయా, నెట్వర్క్ కేబుల్ బలంగా ఉంచబడిందా అని తనిఖీ చేయండి. , మరియు రూటర్ కూడా శుభ్రం చేయబడుతుంది మరియు సంరక్షించబడుతుంది;
13. రెగ్యులర్ తనిఖీ అలాగే DC మోటార్ బ్రష్ల భర్తీ: DC మోటారు బ్రష్లను ఎక్కువగా ధరించడం ఖచ్చితంగా ఎలక్ట్రిక్ మోటారు పనితీరుపై ప్రభావం చూపుతుంది మరియు ఎలక్ట్రిక్ మోటారుకు నష్టాన్ని కూడా కలిగిస్తుంది. పర్యవసానంగా, సాధారణ మూల్యాంకనం మరియు మోటారు బ్రష్ల ప్రత్యామ్నాయం కూడా నిర్వహించబడాలి.CNC టర్నింగ్, CNC మిల్లింగ్ యంత్రాలు, మ్యాచింగ్ కేంద్రాలు, మొదలైనవి ఏటా పరిశీలించబడాలి;
14. నిల్వ బ్యాటరీని తరచుగా తనిఖీ చేయండి మరియు మార్చండి: సాధారణ సంఖ్యా నియంత్రణ వ్యవస్థలో CMOS RAM నిల్వ పరికరం కోసం పునర్వినియోగపరచదగిన బ్యాటరీ అప్కీప్ సర్క్యూట్ ఉంది, సిస్టమ్ పవర్ ఆన్ చేయనప్పుడు సిస్టమ్ మెమరీలోని పదార్థాలను సంరక్షించగలదని హామీ ఇస్తుంది. సాధారణంగా, అవి విఫలం కాకపోయినా, సిస్టమ్ పనితీరును సరిగ్గా హామీ ఇవ్వడానికి వాటిని సంవత్సరానికి ఒకసారి మార్చాలి. RAMలోని సమాచారం ప్రత్యామ్నాయం అంతటా షెడ్ చేయబడకుండా నిరోధించడానికి CNC సిస్టమ్ యొక్క విద్యుత్ సరఫరా స్థితిలో బ్యాటరీని మార్చడం తప్పనిసరిగా అమలు చేయబడాలి;
15. కంట్రోల్ అల్మారాలో ఎలక్ట్రికల్ భాగాలను చక్కబెట్టండి, టెర్మినల్స్ యొక్క బందు స్థితిని తనిఖీ చేయండి మరియు కట్టుకోండి; చక్కనైన అలాగే CNC సిస్టమ్ నియంత్రణ భాగం, సర్క్యూట్ బోర్డ్, ఫాలోయర్, ఎయిర్ ఫిల్టర్, వార్త్ సింక్ మొదలైనవాటిని శుభ్రం చేయండి; ఆపరేషన్ ప్యానెల్, సర్క్యూట్ కార్డ్, ఫ్యాన్ యొక్క అంతర్గత భాగాలను చక్కదిద్దండి, పోర్ట్ల బిగుతును తనిఖీ చేయండి.
అనెబాన్ యొక్క చక్కగా నియమించబడిన కేంద్రాలు అలాగే తయారీ యొక్క అన్ని దశలలో అద్భుతమైన నాణ్యత హామీ, చైనాలో తయారు చేయబడిన 0.001 మిమీ వరకు ఖచ్చితత్వంతో cnc చిన్న భాగాలు, మిల్లింగ్ భాగం, కాస్టింగ్ భాగాల కోసం మొత్తం క్లయింట్ నెరవేర్పును నిర్ధారించడానికి Anebonని అనుమతిస్తుంది. మీ ప్రశ్నకు అనెబాన్ విలువైనది, మరింత సమాచారం కోసం, దయచేసి వెంటనే అనెబాన్ను సంప్రదించండి, మేము మీకు వీలైనంత త్వరగా ప్రత్యుత్తరం ఇస్తాము!
చైనా ధర అంచనా యంత్ర భాగాలు, cnc టర్నింగ్ భాగం మరియు cnc మిల్లింగ్ భాగం కోసం పెద్ద తగ్గింపు రేటు. అత్యంత అంకితభావం కలిగిన వ్యక్తుల సమూహం సాధించిన నాణ్యత మరియు వినియోగదారు సంతృప్తిపై అనెబాన్ గణన. అత్యాధునిక ఆధునిక సాంకేతిక పరిజ్ఞానాన్ని ఉపయోగించి అనెబాన్ బృందం ప్రపంచవ్యాప్తంగా మా క్లయింట్లచే అత్యంత ఆరాధించబడిన మరియు ప్రశంసించబడిన పాపము చేయని అత్యుత్తమ నాణ్యత గల వస్తువులను మరియు నివారణలను సరఫరా చేస్తుంది.
పోస్ట్ సమయం: జూలై-15-2023