
Površinska obdelava je oblikovanje površinske plasti z eno ali več posebnimi lastnostmi na površini materiala s fizikalnimi ali kemičnimi metodami. Površinska obdelava lahko izboljša videz izdelka, teksturo, funkcijo in druge vidike delovanja.

1. Anodiziranje
Gre predvsem za anodno oksidacijo aluminija, ki uporablja princip elektrokemije za oblikovanje plasti filma Al2O3 (aluminijevega oksida) na površini aluminija in aluminijevih zlitin. Ta sloj oksidnega filma ima edinstvene lastnosti, kot so zaščita, dekoracija, izolacija in odpornost proti obrabi.CNC stružni del iz anodiziranega zlata
Potek procesa:
Enobarvna, gradientna barva: poliranje/peskanje/risanje→razmaščevanje→eloksiranje→nevtraliziranje→barvanje→tesnjenje→sušenje
Dvobarvni:
①Poliranje / peskanje / vlečenje žice → razmaščevanje → maskiranje → eloksiranje 1 → eloksiranje 2 → tesnjenje → sušenje
②Poliranje / peskanje / vlečenje žice → razmaščevanje → eloksiranje 1 → lasersko graviranje → eloksiranje 2 → tesnjenje → sušenje
Tehnične lastnosti:
1. Povečajte moč
2. Uresničite katero koli barvo, razen bele
3. Dosezite tesnjenje brez niklja in izpolnite zahteve Evrope, Združenih držav in drugih držav za brez niklja
Tehnične težave in ključne točke za izboljšanje: stopnja izkoristka eloksiranja je povezana s ceno končnega izdelka. Ključ do izboljšanja oksidacijskega izkoristka je ustrezna količina oksidanta, ustrezna temperatura in gostota toka, zaradi česar morajo proizvajalci strukturnih komponent še naprej raziskovati v proizvodnem procesu in iskati preboj. (Priporočamo, da ste pozorni na javni račun "Inženir strojništva" in čim prej osvojite znanje o suhi robi in informacijah o industriji)
Priporočilo izdelka: E+G obločni ročaj, izdelan iz eloksiranega materiala, okolju prijazen in trpežen.CNC obdelava nerjavečega jekla.
2. Elektroforeza
Uporablja se v nerjavnem jeklu, aluminijevih zlitinah itd., tako da lahko izdelek pokaže različne barve, ohrani kovinski sijaj in hkrati izboljša površinsko delovanje z dobro protikorozijsko učinkovitostjo.
Potek procesa: predobdelava→elektroforeza→sušenje
prednost:
1. Bogate barve;
2. Brez kovinske teksture, lahko sodeluje pri peskanju, poliranju, vlečenju žice itd.;
3. Obdelava v tekočem okolju lahko uresniči površinsko obdelavo kompleksnih struktur;
4. Tehnologija je zrela in se lahko množično proizvaja.
Slabosti: Sposobnost prekrivanja napak je splošna, elektroforeza tlačnih ulitkov pa zahteva večjo predobdelavo.
3. Oksidacija z mikrolokom
Postopek uporabe visoke napetosti v raztopini elektrolita (običajno šibki alkalni raztopini) za ustvarjanje keramične površinske filmske plasti, ki je rezultat sinergističnega učinka fizične razelektritve in elektrokemične oksidacije.

Potek procesa: predobdelava → pranje z vročo vodo → MAO → sušenje
prednost:
1. Keramična tekstura, dolgočasen videz, brez izdelkov z visokim sijajem, nežen občutek za roke, proti prstnim odtisom;
2. Široka paleta substratov: Al, Ti, Zn, Zr, Mg, Nb in njihove zlitine itd.;
3. Predobdelava je preprosta; izdelek ima odlično odpornost proti koroziji in vremenskim vplivom ter dobro odvajanje toplote.
Slabosti: Trenutno je barva omejena; le črna in siva sta bolj zreli, svetle barve pa je trenutno težko doseči; na stroške vpliva predvsem visoka poraba energije in je eden najvišjih stroškov pri površinski obdelavi.
4. PVD vakuumsko prevleko
Polno ime je fizično nanašanje s paro, industrijski proizvodni proces, ki v glavnem uporablja fizikalne postopke za nanašanje tankih filmov.CNC obdelovalni del

Potek procesa: čiščenje pred PVD → vakuumiranje v peči → ciljno pranje in ionsko čiščenje → premaz → zaključek premaza, hlajenje iz peči → naknadna obdelava (poliranje, AFP) (priporočamo, da ste pozorni na "Inženir strojništva" uradni račun, prvič, da dojamete znanje o suhi robi, informacije o industriji)
Tehnične lastnosti: PVD (Physical Vapor Deposition, Physical Vapor Deposition) lahko prevleče kovinske površine z visoko trdnim kermetnim premazom, odpornim proti obrabi.
5. Galvanizacija
To je tehnologija, ki z elektrolizo pritrdi plast kovinskega filma na površino kovine, da prepreči korozijo, izboljša odpornost proti obrabi, električno prevodnost, odbojnost in izboljša estetiko.
Potek procesa: predobdelava → alkalni baker brez cianida → bakronikljev kositer brez cianida → kromiranje
Prednost:
1. Prevleka ima visok sijaj in visokokakovosten kovinski videz;
2. Osnovni material je SUS, Al, Zn, Mg itd.; stroški so nižji od PVD.
Slabosti: slaba zaščita okolja in velika nevarnost onesnaženja okolja.
6. Prašno lakiranje
Praškasti premaz se nanese na površino obdelovanca z opremo za brizganje prahu (elektrostatični brizgalni stroj). Pod statično elektriko se prašek enakomerno adsorbira na površino obdelovanca in tvori praškasti premaz. Strdi se ravno in postane končni premaz z različnimi učinki (različni učinki za praškaste premaze).
Tehnološki proces: zgornji del→elektrostatično odstranjevanje prahu→brizganje→nizkotemperaturno izravnavanje→pečenje
Prednost:
1. Bogate barve, visok sijaj in mat neobvezno;
2. Nizki stroški, primerni za gradnjo pohištvenih izdelkov in lupin toplotnih odvodov itd.;
3. Visoka stopnja izkoriščenosti, 100% izkoriščenost, varstvo okolja;
4. Močna sposobnost pokrivanja napak; 5. Lahko posnema učinek lesnih zrn.
Slabosti: Trenutno se manj uporablja v elektronskih izdelkih.
7. Vlečenje kovinske žice
Gre za metodo površinske obdelave, ki z brušenjem izdelka na površini obdelovanca oblikuje črte, ki delujejo dekorativno. Različne črte po risanju lahko razdelimo na ravne črte, naključne vzorce, valovite vzorce in vrtinčaste vzorce.
Tehnične lastnosti: obdelava z vlečenjem žice lahko kovinski površini da kovinski sijaj, ki ni podoben zrcalu, obdelava z vlečenjem žice pa lahko odpravi tudi subtilne napake na kovinski površini.
Priporočilo izdelka: ročaj LAMP, obdelava Zwei L, uporaba odlične tehnologije mletja za prikaz okusa.
8. Peskanje
To je postopek, pri katerem se stisnjen zrak uporablja kot pogon za oblikovanje visokohitrostnega pršilnega žarka za pršenje razpršilnega materiala na površino obdelovanca, ki ga je treba obdelovati, pri visoki hitrosti, tako da videz ali oblika zunanje površine obdelovanca površinske spremembe in dosežemo določeno stopnjo čistoče in različne hrapavosti.
Tehnične lastnosti:
1. Za dosego različnih odsevnih ali mat.
2. Očisti lahko drobne neravnine na površini obdelovanca in naredi površino obdelovanca bolj gladko, s čimer odpravi škodo neravnin in izboljša kakovost obdelovanca.
3. Očistite preostalo umazanijo, ki je ostala pri predobdelavi, izboljšajte gladkost obdelovanca, poskrbite, da bo obdelovanec razkril enotno in dosledno barvo kovine, in naredite videz obdelovanca lepši in lepši. (Priporočamo, da ste pozorni na javni račun "Inženir strojništva" in čim prej osvojite znanje o suhi robi in informacijah o industriji)
Priporočilo izdelka: E+G klasični ročaj za most, peskana površina, vrhunska atmosfera.
9. Poliranje
Končno obdelajte površino obdelovanca z uporabo fleksibilnih orodij za poliranje, zračnih abrazivnih delcev in drugih medijev za poliranje. Za različne postopke poliranja, kot je grobo poliranje (osnovni postopek poliranja), srednje poliranje (postopek končne obdelave) in fino poliranje (postopek glaziranja), lahko z izbiro ustreznega polirnega kolesa dosežete najboljši učinek poliranja in izboljšate učinkovitost poliranja.
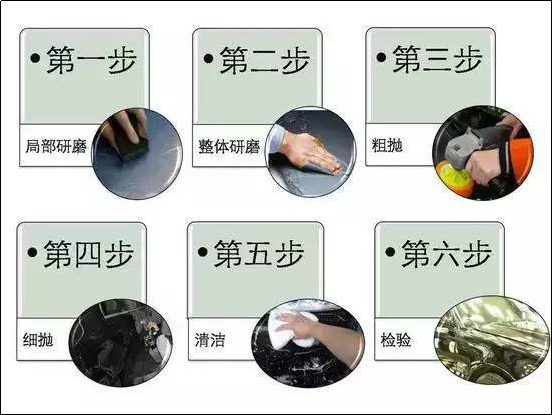
Tehnične lastnosti: Izboljšajte dimenzijsko ali geometrijsko natančnost obdelovanca, dobite gladko površino ali zrcalni sijaj in odpravite sijaj.
Priporočilo izdelka: E+G dolg ročaj, polirana površina, preprost in eleganten
10. Jedkanica
Običajno imenovano jedkanje, znano tudi kot fotokemično jedkanje, se nanaša na odstranitev zaščitnega filma na območju, ki ga je treba jedkati, po izpostavljenosti izdelavi in razvijanju plošč ter stiku s kemično raztopino med jedkanjem, da se doseže učinek raztapljanja in korozije , ki tvorijo konkavno-konveksni ali votli učinek oblikovanja.
Potek procesa:
Metoda osvetlitve: Projekt pripravi velikost materiala glede na grafiko - priprava materiala - čiščenje materiala - sušenje → film ali premaz → sušenje → osvetlitev → razvijanje → sušenje - jedkanje → luščenje → OK
Metoda sitotiska: rezanje materiala → čistilna plošča (nerjaveče jeklo in drugi kovinski materiali) → sitotisk → jedkanje → odstranjevanje → OK
Prednost:
1. Lahko izvaja mikroprocesiranje kovinskih površin;
2. Dajte kovinski površini posebne učinke;
Slabosti: večina korozivnih tekočin (kislin, alkalij itd.), ki se uporabljajo pri jedkanju, škoduje okolju.
Anebon Metal Products Limited lahko nudi storitve CNC obdelave、 tlačnega litja、 izdelave pločevine, prosimo, kontaktirajte nas.
Tel: +86-769-89802722 E-mail: info@anebon.com URL: www.anebon.com
Čas objave: 8. aprila 2022