
1. Påføring av skyvelære
Kaliperen kan måle den indre diameteren, ytre diameteren, lengden, bredden, tykkelsen, trinnforskjellen, høyden og dybden til objektet; skyvelæret er det mest brukte og mest praktiske og hyppigst brukte måleverktøyet på behandlingsstedet.
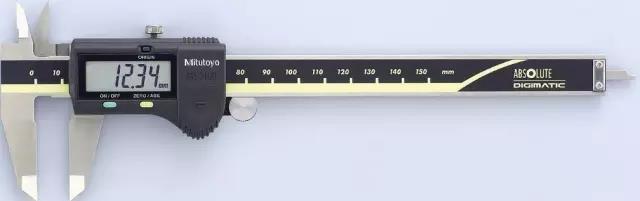
Digital Caliper: Oppløsning 0,01 mm, brukt for størrelsesmåling med liten toleranse (høy nøyaktighet).
Bordkort: oppløsning 0,02 mm, brukt for konvensjonell størrelsesmåling.

Vernier-skyvelære: 0,02 mm oppløsning, brukt til grovmåling.

Før du bruker skyvelæret, fjern støv og smuss med rent hvitt papir (bruk den ytre overflaten av skyvelæren for å fange opp det hvite papiret og trekk det deretter ut naturlig; gjenta 2-3 ganger)
Ved måling med skyvelære skal måleoverflaten på skyvelæren være så parallell eller vinkelrett på måleoverflaten til det målte objektet som mulig;
Når du bruker dybdemåling, hvis det målte objektet har en R-vinkel, er det nødvendig å unngå R-vinkelen, men nær R-vinkelen, og dybdelinjalen skal være så vertikal som mulig til den målte høyden;
Når kaliperen måler sylinderen, må den roteres, og maksimalverdien måles i seksjoner:CNC maskineringsdel.
På grunn av den høye frekvensen av bruk av kalipere, må vedlikeholdsarbeidet være det beste. Etter hver dag med bruk, må den tørkes ren og legges i esken. Før bruk er det nødvendig med en blokk for å kontrollere kaliperens nøyaktighet.
2. Påføring av mikrometer

Før du bruker mikrometeret, fjern støv og smuss med et rent hvitt papir (bruk mikrometeret til å måle kontaktflaten og skrueoverflaten og det hvite papiret sitter fast og trekk det deretter ut naturlig, gjenta 2-3 ganger), og vri deretter knotten for å måle kontakten Når overflaten er i rask kontakt med skrueoverflaten, brukes finjustering, og når de to flatene er helt i kontakt, kan nulljustering utføres for å måle.maskinert del
Når du måler maskinvaren med et mikrometer, flytt knotten, og når den kommer i kontakt med arbeidsstykket, bruk finjusteringsknotten til å skru i. Stopp og les dataene fra displayet eller skalaen når du hører tre klikk.
Ved måling av plastprodukter berører målekontaktflaten og skruen produktet lett.
Når du måler diameteren på aksler med et mikrometer, mål minst to retninger og mål mikrometeret i maksimalt mål i seksjoner. De to kontaktflatene skal alltid holdes rene for å redusere målefeil.
3. Påføring av høydelinjal
Høydemåleren brukes hovedsakelig til å måle høyde, dybde, flathet, vertikalitet, konsentrisitet, koaksialitet, overflatevibrasjon, tannvibrasjon, dybde og høyde. Ved måling, sjekk først sonden og koblingsdelene for løse.

4. Presisjonsmåleinstrument: sekundærelement
Det andre elementet er et berøringsfritt måleinstrument med høy ytelse og presisjon. Sensorelementet til måleinstrumentet er ikke i direkte kontakt med overflaten til den målte delen, så det er ingen mekanisk målekraft; det andre elementet overfører det fangede bildet gjennom datalinjen til datainnsamlingskortet til datamaskinen gjennom projeksjonsmetoden. Avbildet på dataskjermen av programvaren: ulike geometriske elementer (punkter, linjer, sirkler, buer, ellipser, rektangler), avstander, vinkler, skjæringer, geometriske toleranser (rundhet, retthet, parallellitet, vertikal) Grad, helning, posisjon, konsentrisitet , symmetri), og CAD-utgang for kontur 2D-tegning. Arbeidsstykkets kontur kan observeres, og det ugjennomsiktige arbeidsstykkets overflateform kan måles.CNC

5. Presisjonsmåleinstrumenter: tredimensjonale
Egenskapene til det tredimensjonale elementet er høy presisjon (opp til μm nivå), universalitet (kan erstatte en rekke lengdemåleinstrumenter), kan brukes til å måle geometriske aspekter (i tillegg til elementene som det andre elementet kan måle, den kan også måle sylindre og kjegler), form- og posisjonstoleranse (i tillegg til form- og posisjonstoleransen som kan måles av det andre elementet, inkludert sylindrisitet, flathet, linjeprofil, overflateprofil, koaksial, kompleks overflate, så lenge den tredimensjonale sonden kan berøres, dens geometriske størrelse, gjensidige posisjon, kan overflateprofilen måles og databehandlingen fullføres ved hjelp av en datamaskin med sin høye presisjon; høy fleksibilitet, og utmerkede digitale evner, det har blitt en viktig del av moderne formbehandling og produksjon og kvalitetssikring Midler, praktiske verktøy.

We are a reliable supplier and professional in CNC service. If you need our assistance, please get in touch with me at info@anebon.com.
Anebon Metal Products Limited kan tilby CNC-maskinering, støping, metallbearbeidingstjenester, vennligst kontakt oss.
Tel: +86-769-89802722 Email: info@anebon.com Website : www.anebon.com
Innleggstid: 13. april 2020