
1. Penggunaan kaliper
Angkup boleh mengukur diameter dalam, diameter luar, panjang, lebar, ketebalan, perbezaan langkah, ketinggian dan kedalaman objek; angkup adalah alat pengukur yang paling biasa digunakan dan paling mudah serta kerap digunakan di tapak pemprosesan.
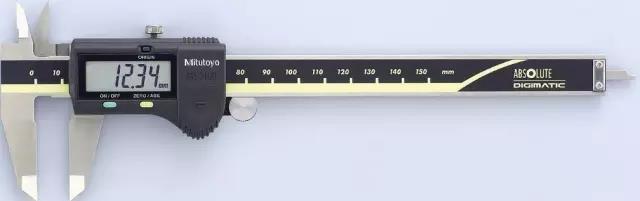
Angkup Digital: Resolusi 0.01mm, digunakan untuk ukuran saiz dengan toleransi yang kecil (ketepatan tinggi).
Kad jadual: resolusi 0.02mm, digunakan untuk pengukuran saiz konvensional.

Angkup vernier: resolusi 0.02mm, digunakan untuk pengukuran kasar.

Sebelum menggunakan angkup, keluarkan habuk dan kotoran dengan kertas putih bersih (gunakan permukaan luar angkup untuk menangkap kertas putih dan kemudian tarik keluar secara semula jadi; ulangi 2-3 kali)
Apabila mengukur dengan angkup, permukaan pengukur angkup hendaklah selari atau berserenjang dengan permukaan pengukur objek yang diukur yang mungkin;
Apabila menggunakan pengukuran kedalaman, jika objek yang diukur mempunyai sudut R, adalah perlu untuk mengelakkan sudut R tetapi dekat dengan sudut R, dan pembaris kedalaman harus menegak yang mungkin kepada ketinggian yang diukur;
Apabila caliper mengukur silinder, ia perlu diputar, dan nilai maksimum diukur dalam bahagian:Bahagian pemesinan CNC.
Oleh kerana kekerapan penggunaan angkup yang tinggi, kerja penyelenggaraan perlulah yang terbaik. Selepas setiap hari penggunaan, ia perlu disapu bersih dan diletakkan di dalam kotak. Sebelum digunakan, blok diperlukan untuk memeriksa ketepatan caliper.
2. Penggunaan mikrometer

Sebelum menggunakan mikrometer, keluarkan habuk dan kotoran dengan kertas putih bersih (gunakan mikrometer untuk mengukur permukaan sentuhan dan permukaan skru dan kertas putih tersekat dan kemudian tarik keluar secara semula jadi, ulang 2-3 kali), kemudian putar tombol untuk mengukur sesentuh Apabila permukaan bersentuhan pantas dengan permukaan skru, pelarasan halus digunakan, dan apabila kedua-dua permukaan bersentuhan sepenuhnya, pelarasan sifar boleh dilakukan untuk mengukur.bahagian mesin
Apabila mengukur perkakasan dengan mikrometer, gerakkan tombol dan apabila ia bersentuhan dengan bahan kerja, gunakan tombol penalaan halus untuk skru masuk. Berhenti dan baca data daripada paparan atau skala apabila anda mendengar tiga klik.
Apabila mengukur produk plastik, permukaan sesentuh ukuran dan skru menyentuh produk dengan ringan.
Apabila mengukur diameter aci dengan mikrometer, ukur sekurang-kurangnya dua arah dan ukur mikrometer dalam ukuran maksimum dalam bahagian. Kedua-dua permukaan sentuhan hendaklah sentiasa bersih untuk mengurangkan ralat pengukuran.
3. Penggunaan pembaris ketinggian
Tolok ketinggian digunakan terutamanya untuk mengukur ketinggian, kedalaman, kerataan, menegak, konsentrik, keserasian, getaran permukaan, getaran gigi, kedalaman, dan ketinggian. Semasa mengukur, periksa terlebih dahulu probe dan bahagian sambungan untuk kelonggaran.

4. Alat pengukur ketepatan: elemen sekunder
Elemen kedua ialah alat pengukur bukan sentuhan dengan prestasi tinggi dan ketepatan. Elemen penderiaan alat pengukur tidak bersentuhan langsung dengan permukaan bahagian yang diukur, jadi tiada daya pengukur mekanikal; elemen kedua menghantar imej yang ditangkap melalui talian data ke kad pemerolehan data komputer melalui kaedah unjuran. Diimej pada monitor komputer oleh perisian: pelbagai elemen geometri (titik, garis, bulatan, lengkok, elips, segi empat tepat), jarak, sudut, persilangan, toleransi geometri (bulat, lurus, selari, menegak) Darjah, kecenderungan, kedudukan, konsentrik , simetri), dan output CAD untuk lukisan 2D garis besar. Kontur bahan kerja boleh diperhatikan, dan bentuk permukaan bahan kerja legap boleh diukur.CNC

5. Alat pengukur ketepatan: tiga dimensi
Ciri-ciri elemen tiga dimensi ialah ketepatan tinggi (sehingga tahap μm), kesejagatan (boleh menggantikan pelbagai alat pengukur panjang), boleh digunakan untuk mengukur aspek geometri (selain elemen yang boleh diukur oleh elemen kedua, ia juga boleh mengukur silinder dan kon), Toleransi bentuk dan kedudukan (sebagai tambahan kepada toleransi bentuk dan kedudukan yang boleh diukur oleh elemen kedua, termasuk silinder, kerataan, profil garisan, profil permukaan, permukaan sepaksi, kompleks, selagi kuar tiga dimensi Di mana ia boleh disentuh, saiz geometrinya, kedudukan bersama, profil permukaan boleh diukur dan pemprosesan data disiapkan menggunakan komputer dengan ketepatan tinggi, fleksibiliti tinggi; dan keupayaan digital yang sangat baik, ia telah menjadi bahagian penting dalam pemprosesan acuan moden dan pembuatan dan jaminan kualiti Bermaksud, alat praktikal.

We are a reliable supplier and professional in CNC service. If you need our assistance, please get in touch with me at info@anebon.com.
Anebon Metal Products Limited boleh menyediakan perkhidmatan pemesinan CNC, tuangan mati, pemesinan kepingan logam, sila hubungi kami.
Tel: +86-769-89802722 Email: info@anebon.com Website : www.anebon.com
Masa siaran: Apr-13-2020