
Adakah anda memahami hubungan antara angkup vernier dan mikrometer dengan industri CNC?
Kedua-dua angkup vernier dan mikrometer adalah alat pengukur ketepatan yang biasa digunakan dalam industri CNC untuk pengukuran dimensi yang tepat.
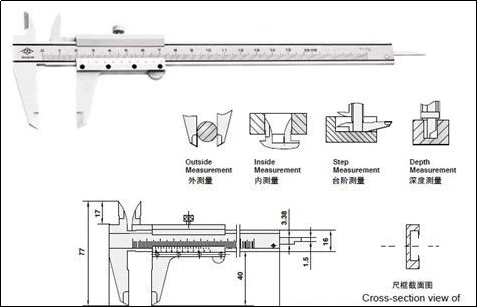
Angkup vernier, juga dikenali sebagai penimbang vernier atau angkup gelongsor, ialah alat pengukur pegang tangan yang digunakan untuk mengukur dimensi luaran (panjang, lebar dan ketebalan) objek. Ia terdiri daripada skala utama dan skala vernier gelongsor, yang membolehkan bacaan tepat melebihi resolusi skala utama.
Mikrometer, sebaliknya, lebih khusus dan mampu mengukur jarak yang sangat kecil dengan ketepatan yang tinggi. Ia digunakan untuk mengukur dimensi seperti diameter, ketebalan, dan kedalaman. Mikrometer menyediakan ukuran dalam mikrometer (µm) atau perseribu milimeter.
Dalam industri CNC, ketepatan adalah penting untuk memastikan pemesinan dan proses pembuatan yang tepat. Angkup vernier dan mikrometer memainkan peranan penting dalam kawalan kualiti, pemeriksaan dan pengukuran yang tepat bagiBahagian mesin CNC. Mereka membolehkan pengendali dan juruteknik CNC mengesahkan dimensi, mengekalkan toleransi yang ketat, dan memastikan mesin CNC berfungsi dengan betul.
Gabungan teknologi CNC dan alat pengukur yang tepat seperti angkup vernier dan mikrometer membantu menyelaraskan proses pengeluaran, meningkatkan kecekapan dan menyampaikan komponen mesin CNC berkualiti tinggi.
Gambaran keseluruhan Vernier Calipers
Sebagai alat pengukur ketepatan tinggi yang digunakan secara meluas, angkup vernier terdiri daripada dua bahagian: skala utama dan vernier gelongsor yang dipasang pada skala utama. Jika dibahagikan mengikut nilai skala vernier, angkup vernier dibahagikan kepada tiga jenis: 0.1, 0.05, dan 0.02mm.
Cara membaca angkup vernier
Mengambil ketepatan vernier caliper dengan nilai skala 0.02mm sebagai contoh, kaedah membaca boleh dibahagikan kepada tiga langkah;
1) Baca keseluruhan milimeter mengikut skala terdekat pada skala utama di sebelah kiri garis sifar skala tambahan;
2) Darab 0.02 untuk membaca perpuluhan mengikut bilangan garisan terukir yang sejajar dengan skala pada skala utama di sebelah kanan garis sifar skala tambahan;
3) Tambahkan bahagian integer dan perpuluhan di atas untuk mendapatkan jumlah saiz.
Kaedah bacaan angkup vernier 0.02mm
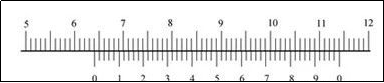
Seperti yang ditunjukkan dalam rajah di atas, skala di hadapan skala utama yang menghadap garis 0 sub skala ialah 64mm, dan garisan ke-9 selepas garis 0 sub skala adalah sejajar dengan garis terukir skala utama.
Baris ke-9 selepas garis 0 sub-skala bermakna: 0.02×9= 0.18mm
Jadi saiz bahan kerja yang diukur ialah: 64+0.18=64.18mm
Cara menggunakan angkup vernier
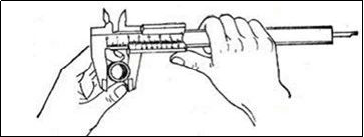
Satukan rahang untuk melihat sama ada vernier sejajar dengan tanda sifar pada skala utama. Jika ia diselaraskan, ia boleh diukur: jika ia tidak diselaraskan, ralat sifar hendaklah direkodkan: garis skala sifar vernier dipanggil ralat sifar positif di sebelah kanan garis skala sifar pada badan pembaris, dan ralat sifar negatif dipanggil ralat sifar negatif di sebelah kiri garis skala sifar pada badan pembaris (ini Kaedah peraturan ini konsisten dengan peraturan paksi nombor, asalan adalah positif apabila asalan berada di sebelah kanan, dan negatif apabila asal berada di sebelah kiri).
Semasa mengukur, pegang badan pembaris dengan tangan kanan anda, gerakkan kursor dengan ibu jari anda, dan pegangbahagian aluminium cncdengan diameter luar (atau diameter dalam) dengan tangan kiri anda, supaya objek yang akan diukur terletak di antara kuku pengukur luar, dan apabila ia dilekatkan rapat pada kuku pengukur, anda boleh Membaca, seperti yang ditunjukkan dalam rajah di bawah :
Penggunaan Angkup Vernier dalam Perkhidmatan Pemesinan CNC
Sebagai alat pengukur biasa, angkup vernier boleh digunakan dalam empat aspek berikut:
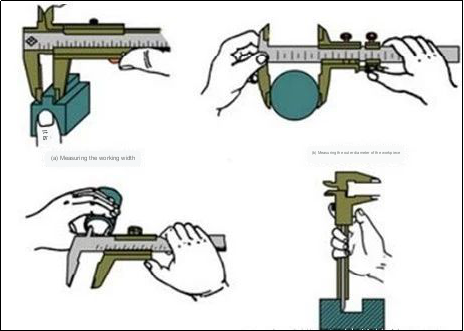
1) Ukur lebar bahan kerja
2) Ukur diameter luar bahan kerja
3) Ukur diameter dalam bahan kerja
4) Ukur kedalaman bahan kerja
Kaedah pengukuran khusus bagi empat aspek ini ditunjukkan dalam rajah di bawah:
Penggunaan Angkup Vernier dalamPerkhidmatan Pemesinan CNC
Sebagai alat pengukur biasa, angkup vernier boleh digunakan dalam empat aspek berikut:
1) Ukur lebar bahan kerja
2) Ukur diameter luar bahan kerja
3) Ukur diameter dalam bahan kerja
4) Ukur kedalaman bahan kerja
Kaedah pengukuran khusus bagi empat aspek ini ditunjukkan dalam rajah di bawah:
Langkah berjaga-jaga untuk digunakan
Angkup vernier ialah alat pengukur yang agak tepat, dan perkara berikut harus diberi perhatian apabila menggunakannya:
1. Sebelum digunakan, bersihkan permukaan pengukur dua kaki klip, tutup dua kaki klip, dan semak sama ada garisan 0 pembaris bantu sejajar dengan garisan 0 pembaris utama. Jika tidak, bacaan ukuran hendaklah diperbetulkan mengikut ralat asal.
2. Apabila mengukur bahan kerja, permukaan pengukur kaki pengapit mestilah selari atau berserenjang dengan permukaan bahan kerja, dan tidak boleh condong. Dan daya tidak boleh terlalu besar, supaya tidak berubah bentuk atau memakai kaki klip, yang akan menjejaskan ketepatan pengukuran. 3. Apabila membaca, garis penglihatan hendaklah berserenjang dengan permukaan skala, jika tidak nilai yang diukur akan menjadi tidak tepat.
4. Apabila mengukur diameter dalam, goncangkan sedikit untuk mencari nilai maksimum.
5. Selepas angkup vernier habis, lap dengan berhati-hati, sapukan minyak pelindung, dan letakkan rata di dalam penutup. sekiranya ia berkarat atau bengkok.
Mikrometer lingkaran, juga dipanggil mikrometer, adalah alat pengukur yang tepat. Prinsip, struktur dan penggunaan mikrometer lingkaran akan diterangkan di bawah.
Apakah Mikrometer Lingkaran?
Mikrometer lingkaran, juga dikenali sebagai mikrometer, mikrometer lingkaran, kad sentimeter, adalah alat yang lebih tepat untuk mengukur panjang daripada angkup vernier. Ia boleh mengukur panjang dengan tepat hingga 0.01mm, dan julat pengukuran ialah beberapa sentimeter.
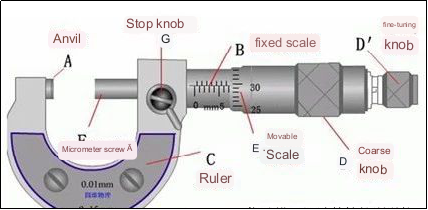
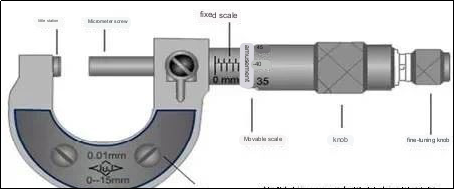
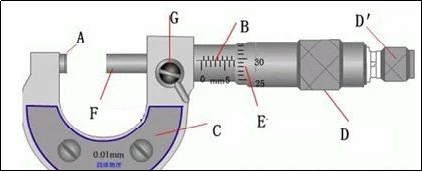
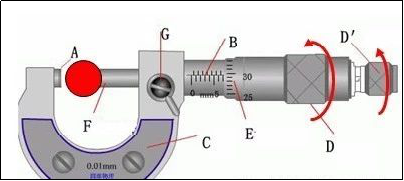
Struktur mikrometer lingkaran
Berikut ialah gambarajah skematik struktur mikrometer lingkaran:
Prinsip kerja mikrometer skru
Mikrometer skru dibuat mengikut prinsip penguatan skru, iaitu skru berputar sekali dalam nat, dan skru maju atau berundur di sepanjang arah paksi putaran dengan jarak satu padang. Oleh itu, jarak kecil yang digerakkan sepanjang paksi boleh dinyatakan dengan bacaan pada lilitan.
Padang benang ketepatan mikrometer skru ialah 0.5mm, dan skala alih mempunyai 50 skala yang dibahagikan sama rata. Apabila skala alih berputar sekali, skru mikrometer boleh maju atau berundur sebanyak 0.5mm, jadi berputar setiap bahagian kecil adalah bersamaan dengan mengukur Skru mikro maju atau berundur 0.5/50=0.01mm. Ia boleh dilihat bahawa setiap bahagian kecil skala alih mewakili 0.01mm, jadi mikrometer skru boleh tepat kepada 0.01mm. Kerana ia boleh dianggarkan membaca satu lagi, ia boleh dibaca hingga seribu milimeter, jadi ia juga dipanggil mikrometer.
Cara menggunakan mikrometer lingkaran
Apabila kami sering membantu pelanggan menyambungkan instrumen pemerolehan data kami dengan mikrometer lingkaran untuk pengukuran kecekapan tinggi, kami sering membimbing pelanggan melakukan perkara berikut semasa membuat mikrometer lingkaran:
1. Periksa titik sifar sebelum digunakan: perlahan-lahan putar tombol tala halus D′ untuk membuat rod pengukur (F) bersentuhan dengan andas pengukur (A) sehingga ratchet mengeluarkan bunyi. Pada masa ini, titik sifar pada pembaris boleh alih (lengan boleh alih) Garisan terukir hendaklah diselaraskan dengan garis rujukan (garisan mendatar panjang) pada lengan tetap, jika tidak akan ada ralat sifar.
2. Pegang bingkai pembaris (C) di tangan kiri, putar tombol pelarasan kasar D dengan tangan kanan untuk menjadikan jarak antara rod pengukur F dan andas A lebih besar sedikit daripada objek yang diukur, masukkan objek yang diukur, putar tombol perlindungan D' untuk mengapit objek yang diukur sehingga Sehingga ratchet mengeluarkan bunyi, putar tombol tetap G untuk membetulkan rod pengukur dan ambil bacaan.
Kaedah membaca mikrometer skru
1. Baca skala tetap dahulu
2. Baca separuh skala semula, jika garis separuh skala terdedah, rekodkan sebagai 0.5mm; jika garis skala separuh tidak terdedah, rekodkannya sebagai 0.0mm;
3. Baca skala alih semula (beri perhatian kepada anggaran), dan rekodkannya sebagai n×0.01mm;
4. Hasil bacaan akhir ialah skala tetap + skala separuh + skala alih
Oleh kerana hasil bacaan mikrometer lingkaran adalah tepat kepada seperseribu dalam mm, mikrometer lingkaran juga dipanggil mikrometer.
Langkah berjaga-jaga untuk mikrometer lingkaran
1. Semasa mengukur, beri perhatian untuk berhenti menggunakan tombol apabila skru mikrometer menghampiri objek yang hendak diukur, dan gunakan tombol penalaan halus untuk mengelakkan tekanan yang berlebihan, yang bukan sahaja dapat membuat hasil pengukuran tepat, tetapi juga melindungi mikrometer skru.
2. Semasa membaca, perhatikan sama ada garis terukir yang menunjukkan setengah milimeter pada skala tetap telah terdedah.
3. Apabila membaca, terdapat angka yang dianggarkan di tempat yang seribu, yang tidak boleh dibuang begitu sahaja. Walaupun titik sifar skala tetap hanya diselaraskan dengan garis skala tertentu skala alih, tempat keseribu juga harus dibaca sebagai "0".
4. Apabila andas kecil dan skru mikrometer rapat, titik sifar skala alih tidak bertepatan dengan titik sifar skala tetap, dan akan terdapat ralat sifar, yang harus diperbetulkan, iaitu, nilai ralat sifar hendaklah dikeluarkan daripada bacaan ukuran panjang akhir.
Penggunaan dan Penyelenggaraan yang Betul Mikrometer Lingkaran
• Semak sama ada garis sifar adalah tepat;
• Semasa mengukur, permukaan bahan kerja yang diukur hendaklah disapu bersih;
• Apabila bahan kerja besar, ia hendaklah diukur pada besi berbentuk V atau plat rata;
• Lap batang pengukur dan andas sehingga bersih sebelum mengukur;
• Peranti ratchet diperlukan semasa menskrukan lengan boleh alih;
• Jangan longgarkan penutup belakang, supaya tidak menukar garisan sifar;
• Jangan tambah minyak enjin biasa di antara lengan tetap dan lengan boleh alih;
• Selepas digunakan, lap minyak dan masukkan ke dalam kotak khas di tempat yang kering.
Anebon mengejar dan matlamat perusahaan adalah untuk "Sentiasa memenuhi keperluan pelanggan kami". Anebon terus membina dan menggayakan serta mereka bentuk barangan berkualiti terbaik untuk kedua-dua prospek lapuk dan baharu kami dan merealisasikan prospek menang-menang untuk pelanggan kami seperti kami menyesuaikan profil penyemperitan berketepatan tinggi, bahagian aluminium pusing cnc dan bahagian pengilangan aluminium untuk pelanggan . Anebon dengan tangan terbuka, menjemput semua pembeli yang berminat untuk melawat laman web kami atau menghubungi kami terus untuk maklumat lanjut.
Mesin CNC China Tersuai Kilang dan Mesin Ukiran CNC, produk Anebon diiktiraf secara meluas dan dipercayai oleh pengguna dan boleh memenuhi keperluan ekonomi dan sosial yang terus berkembang. Anebon mengalu-alukan pelanggan baru dan lama dari semua lapisan masyarakat untuk menghubungi kami untuk hubungan perniagaan masa depan dan mencapai kejayaan bersama!
Masa siaran: Jul-03-2023