
മെക്കാനിക്കൽ വിജ്ഞാനത്തിൻ്റെ നിർവ്വചനം അനെബോൺ
മെക്കാനിക്കൽ അറിവ് എന്നത് വിവിധ മെക്കാനിക്സ് ആശയങ്ങളും തത്വങ്ങളും പ്രയോഗങ്ങളും മനസ്സിലാക്കാനും പ്രയോഗിക്കാനുമുള്ള കഴിവാണ്. യന്ത്രങ്ങൾ, മെക്കാനിസങ്ങൾ, മെറ്റീരിയലുകൾ, ഉപകരണങ്ങൾ, പ്രക്രിയകൾ എന്നിവയെക്കുറിച്ചുള്ള അറിവ് മെക്കാനിക്കൽ അറിവിൽ ഉൾപ്പെടുന്നു. ബലം, ചലനം, ഊർജ്ജം, ഗിയറുകളുടെയും പുള്ളികളുടെയും സംവിധാനങ്ങൾ തുടങ്ങിയ മെക്കാനിക്കൽ തത്വങ്ങളെക്കുറിച്ചുള്ള അറിവ് ഇതിൽ ഉൾപ്പെടുന്നു. മെക്കാനിക്കൽ എഞ്ചിനീയറിംഗ് പരിജ്ഞാനത്തിൽ ഡിസൈൻ, മെയിൻ്റനൻസ്, ട്രബിൾഷൂട്ടിംഗ് ടെക്നിക്കുകൾ, മെക്കാനിക്കൽ എഞ്ചിനീയറിംഗ് തത്വങ്ങൾ എന്നിവ ഉൾപ്പെടുന്നു. മെക്കാനിക്കൽ സംവിധാനങ്ങളുമായി പ്രവർത്തിക്കുന്ന നിരവധി തൊഴിലുകൾക്കും വ്യവസായങ്ങൾക്കും മെക്കാനിക്കൽ അറിവ് പ്രധാനമാണ്. എഞ്ചിനീയറിംഗ്, നിർമ്മാണം, നിർമ്മാണം എന്നിവ ഇതിൽ ഉൾപ്പെടുന്നു.
1. മെക്കാനിക്കൽ ഭാഗങ്ങളുടെ പരാജയത്തിൻ്റെ രീതികൾ എന്തൊക്കെയാണ്?
(1) ആകെ പൊട്ടൽ
(2) അമിതമായ സ്ഥിരമായ വക്രീകരണം
(3) ഭാഗം ഉപരിതല വൈകല്യം
(4) പതിവ് പ്രവർത്തന സാഹചര്യങ്ങളുടെ തടസ്സം കാരണം തകരാർ
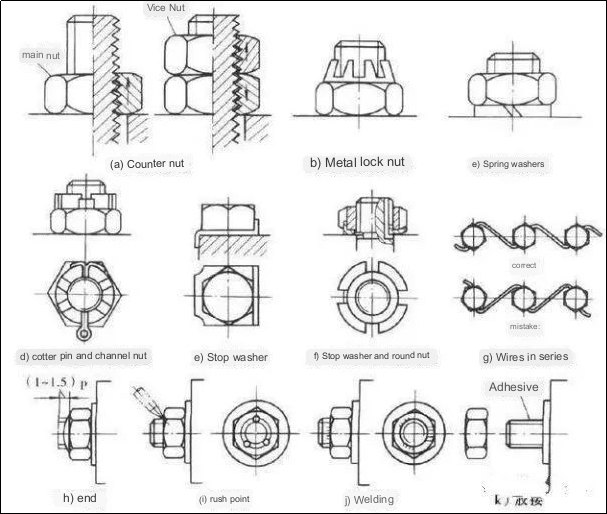
ത്രെഡഡ് കണക്ഷനുകൾക്കായി ആൻ്റി-അൺസ്ക്രൂയിംഗ് പതിവായി ആവശ്യപ്പെടുന്നതിൻ്റെ പിന്നിലെ യുക്തി എന്താണ്?
ആൻ്റി-അൺസ്ക്രൂയിംഗിൻ്റെ പ്രധാന ആശയം എന്താണ്?
അയവുവരുത്തുന്നത് തടയാൻ ലഭ്യമായ വിവിധ മാർഗങ്ങൾ എന്തൊക്കെയാണ്?
പ്രതികരണം:
സാധാരണയായി, ത്രെഡ് കണക്ഷന് സ്വയം ലോക്കിംഗിൻ്റെ മാനദണ്ഡങ്ങൾ നിറവേറ്റാൻ കഴിയും, മാത്രമല്ല സ്വയമേവ അയവുള്ളതല്ല. എന്നിരുന്നാലും, വൈബ്രേഷനുകൾ, ആഘാത ലോഡുകൾ, അല്ലെങ്കിൽ കടുത്ത താപനില വ്യതിയാനങ്ങൾ എന്നിവ ഉൾപ്പെടുന്ന സാഹചര്യങ്ങളിൽ, ബന്ധിപ്പിക്കുന്ന നട്ട് ക്രമേണ അയവുള്ളതാകാനുള്ള സാധ്യതയുണ്ട്. ത്രെഡ് അയവുള്ളതിൻ്റെ പ്രാഥമിക കാരണം ത്രെഡ് ജോഡികൾ തമ്മിലുള്ള ആപേക്ഷിക ഭ്രമണത്തിലാണ്. തൽഫലമായി, യഥാർത്ഥ രൂപകൽപ്പനയിൽ ആൻ്റി-ലൂസിംഗ് നടപടികൾ ഉൾപ്പെടുത്തേണ്ടത് അത്യാവശ്യമാണ്.
സാധാരണയായി ഉപയോഗിക്കുന്ന രീതികളിൽ ഇവ ഉൾപ്പെടുന്നു:
1. ഘർഷണം അടിസ്ഥാനമാക്കിയുള്ള ആൻ്റി-ലൂസണിംഗ് - ത്രെഡ് ജോഡികൾ തമ്മിലുള്ള ഘർഷണം നിലനിർത്തുന്നത് അയവുള്ളതാക്കുന്നത് തടയുന്നു, ഉദാഹരണത്തിന്, സ്പ്രിംഗ് വാഷറുകളും മുകൾ ഭാഗത്ത് ഡബിൾ നട്ടുകളും ഉപയോഗിക്കുന്നത്;
2. മെക്കാനിക്കൽ ആൻ്റി-ലൂസണിംഗ് - തടസ്സപ്പെടുത്തൽ ഉപയോഗപ്പെടുത്തുന്നുമെഷീൻ ചെയ്ത ഘടകങ്ങൾആൻ്റി-ലൂസിംഗ് ഉറപ്പുനൽകുന്നതിന്, പലപ്പോഴും സ്ലോട്ട് നട്ടുകളും കോട്ടർ പിന്നുകളും ഉപയോഗിക്കുന്നു;
3. ത്രെഡ് ജോഡികളുടെ തടസ്സം അടിസ്ഥാനമാക്കിയുള്ള ആൻ്റി-ലൂസണിംഗ് - ഇംപാക്ട്-ബേസ്ഡ് ടെക്നിക്കിൻ്റെ പ്രയോഗം പോലെയുള്ള ത്രെഡ് ജോഡികൾ തമ്മിലുള്ള ബന്ധം പരിഷ്ക്കരിക്കുകയും മാറ്റുകയും ചെയ്യുന്നു.
ത്രെഡഡ് കണക്ഷനുകളിൽ കർശനമാക്കുന്നതിൻ്റെ ലക്ഷ്യം എന്താണ്?
Pപ്രയോഗിച്ച ശക്തിയെ നിയന്ത്രിക്കുന്നതിന് നിരവധി സമീപനങ്ങൾ നൽകുക.
ഉത്തരം:
ത്രെഡ് കണക്ഷനുകളിൽ മുറുക്കുന്നതിന് പിന്നിലെ ഉദ്ദേശം, ബോൾട്ടുകളെ പ്രീ-ഇറക്കാനുള്ള ശക്തി സൃഷ്ടിക്കാൻ അനുവദിക്കുക എന്നതാണ്. ലോഡിംഗ് സാഹചര്യങ്ങളിൽ പരസ്പരം ബന്ധിപ്പിച്ചിരിക്കുന്ന ഭാഗങ്ങൾക്കിടയിൽ എന്തെങ്കിലും വിടവുകളോ ആപേക്ഷിക ചലനമോ ഉണ്ടാകുന്നത് തടയുന്നതിന് കണക്ഷൻ്റെ വിശ്വാസ്യതയും ദൃഢതയും വർദ്ധിപ്പിക്കാൻ ഈ പ്രീ-ഇറുകൽ പ്രക്രിയ ശ്രമിക്കുന്നു. ഒരു ടോർക്ക് റെഞ്ച് അല്ലെങ്കിൽ ഒരു സ്ഥിരമായ ടോർക്ക് റെഞ്ച് ഉപയോഗിക്കുന്നത് ഇറുകിയ ശക്തിയെ നിയന്ത്രിക്കുന്നതിനുള്ള രണ്ട് ഫലപ്രദമായ സാങ്കേതികതകളാണ്. ആവശ്യമായ ടോർക്ക് എത്തിക്കഴിഞ്ഞാൽ, അത് ലോക്ക് ചെയ്യാൻ കഴിയും. മറ്റൊരുതരത്തിൽ, ബോൾട്ടിൻ്റെ നീളം അളക്കുന്നത് മുൻകൂർ മുറുകുന്ന ശക്തിയെ നിയന്ത്രിക്കാൻ കഴിയും.
ബെൽറ്റ് ഡ്രൈവുകളിലെ സ്കിഡ്ഡിംഗിൽ നിന്ന് ഇലാസ്റ്റിക് സ്ലൈഡിംഗ് എങ്ങനെ വ്യത്യാസപ്പെട്ടിരിക്കുന്നു?
ഒരു വി-ബെൽറ്റ് ഡ്രൈവിൻ്റെ രൂപകൽപ്പനയിൽ, ചെറിയ പുള്ളിയുടെ ഏറ്റവും കുറഞ്ഞ വ്യാസത്തിൽ പരിമിതി ഉള്ളത് എന്തുകൊണ്ട്?
ഉത്തരം:
ഒഴിവാക്കാനാവാത്ത ബെൽറ്റ് ഡ്രൈവുകളുടെ ഒരു അന്തർലീനമായ സ്വഭാവത്തെ ഇലാസ്റ്റിക് സ്ലൈഡിംഗ് പ്രതിനിധീകരിക്കുന്നു. പിരിമുറുക്കത്തിൽ വ്യത്യാസമുണ്ടാകുമ്പോൾ ഇത് സംഭവിക്കുന്നു, ബെൽറ്റ് മെറ്റീരിയൽ തന്നെ ഒരു എലാസ്റ്റോമർ ആണ്. മറുവശത്ത്, ഓവർലോഡിംഗ് കാരണം ഉണ്ടാകുന്ന ഒരു തരം പരാജയമാണ് സ്കിഡിംഗ്, അത് എന്ത് വിലകൊടുത്തും തടയണം.
പ്രത്യേകിച്ചും, ചെറിയ പുള്ളിയിലാണ് സ്കിഡ്ഡിംഗ് നടക്കുന്നത്. വർദ്ധിച്ച ബാഹ്യ ലോഡുകൾ ഇരുവശങ്ങളും തമ്മിലുള്ള പിരിമുറുക്കത്തിൽ വലിയ വ്യത്യാസത്തിലേക്ക് നയിക്കുന്നു, ഇത് ഇലാസ്റ്റിക് സ്ലൈഡിംഗ് സംഭവിക്കുന്ന പ്രദേശത്തിൻ്റെ വികാസത്തിന് കാരണമാകുന്നു. ഇലാസ്റ്റിക് സ്ലൈഡിംഗ് ഒരു അളവ് മാറ്റത്തെ പ്രതിനിധീകരിക്കുന്നു, അതേസമയം സ്കിഡ്ഡിംഗ് ഒരു ഗുണപരമായ മാറ്റത്തെ സൂചിപ്പിക്കുന്നു. തൽഫലമായി, സ്കിഡ്ഡിംഗ് തടയുന്നതിന്, ചെറിയ പുള്ളിയുടെ ഏറ്റവും കുറഞ്ഞ വ്യാസത്തിന് ഒരു പരിമിതിയുണ്ട്, കാരണം ചെറിയ പുള്ളി വ്യാസം ചെറിയ റാപ് ആംഗിളുകൾക്കും കോൺടാക്റ്റ് ഏരിയകൾ കുറയുന്നതിനും കാരണമാകുന്നു, ഇത് സ്ലിപ്പേജ് ഉണ്ടാകാനുള്ള സാധ്യത കൂടുതലാണ്.
ചാരനിറത്തിലുള്ള കാസ്റ്റ് ഇരുമ്പ്, അലുമിനിയം-ഇരുമ്പ് വെങ്കല ടർബൈനുകൾ എന്നിവയുടെ അനുവദനീയമായ കോൺടാക്റ്റ് സമ്മർദ്ദവുമായി പല്ലിൻ്റെ ഉപരിതലത്തിൻ്റെ സ്ലൈഡിംഗ് വേഗത എങ്ങനെ ബന്ധപ്പെട്ടിരിക്കുന്നു?
ഉത്തരം:
ചാരനിറത്തിലുള്ള കാസ്റ്റ് ഇരുമ്പ്, അലൂമിനിയം-ഇരുമ്പ് വെങ്കല ടർബൈനുകളുടെ അനുവദനീയമായ സമ്പർക്ക സമ്മർദ്ദം, പല്ലിൻ്റെ ഉപരിതലത്തിലെ അഡീഷൻ എന്നറിയപ്പെടുന്ന കാര്യമായ പരാജയ മോഡ് കാരണം പല്ലിൻ്റെ ഉപരിതലത്തിൻ്റെ സ്ലൈഡിംഗ് വേഗതയെ സ്വാധീനിക്കുന്നു. സ്ലൈഡിംഗ് വേഗതയാൽ അഡീഷൻ നേരിട്ട് ബാധിക്കുന്നു, അങ്ങനെ അനുവദനീയമായ കോൺടാക്റ്റ് സമ്മർദ്ദത്തെ ബാധിക്കുന്നു. മറുവശത്ത്, കാസ്റ്റ് ടിൻ വെങ്കല ടർബൈനുകളുടെ പ്രധാന പരാജയ മോഡ് പല്ലിൻ്റെ ഉപരിതല കുഴികളാണ്, ഇത് കോൺടാക്റ്റ് സമ്മർദ്ദം മൂലമാണ്. അതിനാൽ, അനുവദനീയമായ കോൺടാക്റ്റ് സമ്മർദ്ദം സ്ലൈഡിംഗ് വേഗതയുമായി ബന്ധമില്ലാത്തതാണ്.
ഏനുംസാധാരണ ചലന നിയമങ്ങൾ, ആഘാത സവിശേഷതകൾ, ക്യാം മെക്കാനിസം പിന്തുടരുന്നയാൾക്ക് അനുയോജ്യമായ സാഹചര്യങ്ങൾ എന്നിവ മാറ്റുക.
ഉത്തരം:
ക്യാം മെക്കാനിസം ഫോളോവർക്കുള്ള മോഷൻ നിയമങ്ങളിൽ സ്ഥിരമായ പ്രവേഗ ചലനം, വിവിധ ഡിസെലറേഷൻ മോഷൻ നിയമങ്ങൾ, ലളിതമായ ഹാർമോണിക് മോഷൻ (കോസൈൻ ആക്സിലറേഷൻ മോഷൻ നിയമം) എന്നിവ ഉൾപ്പെടുന്നു. സ്ഥിരമായ പ്രവേഗ ചലന നിയമം കർക്കശമായ ആഘാതം പ്രകടിപ്പിക്കുകയും കുറഞ്ഞ വേഗതയിലും ലൈറ്റ്-ലോഡ് സാഹചര്യങ്ങളിലും പ്രയോഗം കണ്ടെത്തുകയും ചെയ്യുന്നു.
സ്ഥിരമായ ആക്സിലറേഷൻ ഉൾപ്പെടെയുള്ള ഡീസെലറേഷൻ മോഷൻ നിയമങ്ങൾ, ഫ്ലെക്സിബിൾ ഇംപാക്ട് ഫീച്ചർ ചെയ്യുന്നു, കൂടാതെ ഇടത്തരം മുതൽ കുറഞ്ഞ വേഗത വരെയുള്ള സാഹചര്യങ്ങൾക്ക് അനുയോജ്യമാണ്. ലളിതമായ ഹാർമോണിക് മോഷൻ (കോസൈൻ 4-ചോർഡ് ആക്സിലറേഷൻ മോഷൻ നിയമം) ഒരു താൽക്കാലിക ഇടവേളയുണ്ടാകുമ്പോൾ മൃദുവായ ആഘാതം പ്രദാനം ചെയ്യുന്നു, ഇത് ഇടത്തരം മുതൽ കുറഞ്ഞ വേഗത വരെയുള്ള സാഹചര്യങ്ങൾക്ക് പ്രയോജനകരമാക്കുന്നു. വിശ്രമ ഇടവേളകളില്ലാത്ത ഉയർന്ന വേഗതയുള്ള സാഹചര്യങ്ങളിൽ, വഴക്കമുള്ള ആഘാതം ഇല്ല, അത് ആ സാഹചര്യങ്ങൾക്ക് അനുയോജ്യമാക്കുന്നു.
ടൂത്ത് പ്രൊഫൈൽ മെഷിംഗിനെ നിയന്ത്രിക്കുന്ന അടിസ്ഥാന തത്വങ്ങൾ സംഗ്രഹിക്കുക.
ഉത്തരം:
ടൂത്ത് പ്രൊഫൈലുകൾ എവിടെ സമ്പർക്കം പുലർത്തുന്നു എന്നത് പ്രശ്നമല്ല, കോൺടാക്റ്റ് പോയിൻ്റിലൂടെ കടന്നുപോകുന്ന സാധാരണ സാധാരണ ലൈൻ മധ്യരേഖയിലെ ഒരു പ്രത്യേക പോയിൻ്റിനെ വിഭജിക്കണം. ഈ അവസ്ഥ സ്ഥിരതയാർന്ന ട്രാൻസ്മിഷൻ അനുപാതം നിലനിർത്തുന്നു.
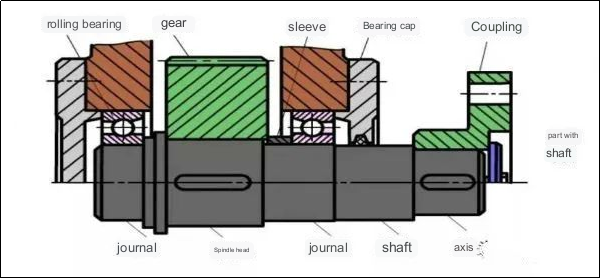
ഒരു ഷാഫ്റ്റിൽ ഭാഗങ്ങൾ ചുറ്റളവിൽ ഉറപ്പിക്കുന്നതിനുള്ള വിവിധ സമീപനങ്ങൾ എന്തൊക്കെയാണ്? (നാലിൽ കൂടുതൽ രീതികൾ നൽകുക)
ഉത്തരം:
ഒരു കീഡ് കണക്ഷൻ, സ്പ്ലൈൻഡ് കണക്ഷൻ, ഇൻ്റർഫെറൻസ് ഫിറ്റ് കണക്ഷൻ, ഒരു സെറ്റ് സ്ക്രൂ, പിൻ കണക്ഷൻ, ഒരു എക്സ്പാൻഷൻ ജോയിൻ്റ് എന്നിവയുടെ ഉപയോഗവും സർക്കംഫറൻഷ്യൽ ഫിക്സേഷൻ സാധ്യതകളിൽ ഉൾപ്പെടുന്നു.
ഒരു ഷാഫ്റ്റിലേക്ക് ഭാഗങ്ങൾ ഘടിപ്പിക്കുന്നതിനുള്ള പ്രാഥമിക തരം അക്ഷീയ ഫിക്സിംഗ് ടെക്നിക്കുകൾ ഏതാണ്?
ഓരോന്നിൻ്റെയും വ്യതിരിക്തമായ സവിശേഷതകൾ എന്തൊക്കെയാണ്? (നാലിൽ കൂടുതൽ പരാമർശിക്കുക)
ഉത്തരം:
ഒരു ഷാഫ്റ്റിലേക്ക് ഭാഗങ്ങൾ ഘടിപ്പിക്കുന്നതിനുള്ള അച്ചുതണ്ട് ഫിക്സിംഗ് രീതികൾ നിരവധി പ്രധാന തരങ്ങളെ ഉൾക്കൊള്ളുന്നു, ഓരോന്നിനും വ്യത്യസ്ത സവിശേഷതകളുണ്ട്. കോളർ ഫിക്സേഷൻ, ത്രെഡ് ഫിക്സേഷൻ, ഹൈഡ്രോളിക് ഫിക്സേഷൻ, ഫ്ലേഞ്ച് ഫിക്സേഷൻ എന്നിവ ഇതിൽ ഉൾപ്പെടുന്നു. കോളർ ഫിക്സേഷനിൽ ഒരു കോളർ അല്ലെങ്കിൽ ക്ലാമ്പ് ഉപയോഗിക്കുന്നത് ഉൾപ്പെടുന്നു, അത് ഭാഗം അക്ഷീയമായി സുരക്ഷിതമാക്കാൻ ഷാഫ്റ്റിന് ചുറ്റും മുറുകെ പിടിക്കുന്നു. ത്രെഡ് ഫിക്സേഷൻ എന്നത് ഷാഫ്റ്റിലോ ഭാഗത്തിലോ ഉള്ള ത്രെഡുകൾ ഉപയോഗിച്ച് അവയെ ദൃഢമായി ഉറപ്പിക്കാൻ സഹായിക്കുന്നു. ഹൈഡ്രോളിക് ഫിക്സേഷൻ ഭാഗവും ഷാഫ്റ്റും തമ്മിൽ ഇറുകിയ കണക്ഷൻ സൃഷ്ടിക്കാൻ ഹൈഡ്രോളിക് മർദ്ദം ഉപയോഗിക്കുന്നു. ഫ്ലേഞ്ച് ഫിക്സേഷനിൽ ബോൾട്ട് ചെയ്തതോ ഇംതിയാസ് ചെയ്തതോ ആയ ഒരു ഫ്ലേഞ്ചിൻ്റെ ഉപയോഗം ഉൾപ്പെടുന്നുcnc മെഷീനിംഗ് ഭാഗങ്ങൾസുരക്ഷിതമായ അക്ഷീയ അറ്റാച്ച്മെൻ്റ് ഉറപ്പാക്കുന്ന ഷാഫ്റ്റും.
അടച്ച വേം ഡ്രൈവുകൾക്കായി ചൂട് ബാലൻസ് കണക്കുകൂട്ടലുകൾ നടത്തേണ്ടത് എന്തുകൊണ്ട്?
ഉത്തരം:
ക്ലോസ്ഡ് വേം ഡ്രൈവുകൾ ആപേക്ഷിക സ്ലൈഡിംഗും ഉയർന്ന തലത്തിലുള്ള ഘർഷണവും പ്രകടിപ്പിക്കുന്നു. അവയുടെ പരിമിതമായ താപ വിസർജ്ജന ശേഷിയും അഡീഷൻ പ്രശ്നങ്ങൾക്കുള്ള പ്രവണതയും കാരണം, ഹീറ്റ് ബാലൻസ് കണക്കുകൂട്ടലുകൾ നടത്തേണ്ടത് അത്യാവശ്യമാണ്.
ഗിയർ ശക്തി കണക്കുകൂട്ടലുകളിൽ ഏത് രണ്ട് ശക്തി കണക്കുകൂട്ടൽ സിദ്ധാന്തങ്ങളാണ് ഉപയോഗിക്കുന്നത്?
എന്ത് പരാജയങ്ങളാണ് അവർ ലക്ഷ്യമിടുന്നത്?
ഒരു ഗിയർ ട്രാൻസ്മിഷൻ അടഞ്ഞ മൃദുവായ പല്ലിൻ്റെ പ്രതലമാണ് ഉപയോഗിക്കുന്നതെങ്കിൽ, അതിൻ്റെ ഡിസൈൻ മാനദണ്ഡം എന്താണ്?
ഉത്തരം:
ഗിയർ ശക്തി കണക്കുകൂട്ടലിൽ പല്ലിൻ്റെ ഉപരിതലത്തിലെ കോൺടാക്റ്റ് ക്ഷീണത്തിൻ്റെ ശക്തിയും പല്ലിൻ്റെ വേരിൻ്റെ വളയുന്ന ക്ഷീണത്തിൻ്റെ ശക്തിയും നിർണ്ണയിക്കുന്നത് ഉൾപ്പെടുന്നു. കോൺടാക്റ്റ് ക്ഷീണം ശക്തി പല്ലിൻ്റെ ഉപരിതലത്തിൽ ക്ഷീണം പിറ്റിംഗ് പരാജയങ്ങൾ തടയാൻ ലക്ഷ്യമിടുന്നു, അതേസമയം വളയുന്ന ക്ഷീണം ശക്തി പല്ലിൻ്റെ വേരിലെ ക്ഷീണം ഒടിവുകൾ പരിഹരിക്കുന്നു. അടഞ്ഞ മൃദുവായ ടൂത്ത് പ്രതലം ഉപയോഗിച്ചുള്ള ഒരു ഗിയർ ട്രാൻസ്മിഷൻ, പല്ലിൻ്റെ പ്രതലത്തിൻ്റെ കോൺടാക്റ്റ് ക്ഷീണത്തിൻ്റെ ശക്തി പരിഗണിക്കുന്നതിനും പല്ലിൻ്റെ വേരിൻ്റെ വളയുന്ന ക്ഷീണത്തിൻ്റെ ശക്തി പരിശോധിക്കുന്നതിനുമുള്ള ഡിസൈൻ മാനദണ്ഡം പിന്തുടരുന്നു.
കപ്ലിംഗുകളുടെയും ക്ലച്ചുകളുടെയും ബന്ധപ്പെട്ട പ്രവർത്തനങ്ങൾ എന്തൊക്കെയാണ്?
അവർ പരസ്പരം എങ്ങനെ വ്യത്യാസപ്പെട്ടിരിക്കുന്നു?
ഉത്തരം:
ടോർക്ക് ട്രാൻസ്മിഷനും സിൻക്രൊണൈസ്ഡ് റൊട്ടേഷനും പ്രവർത്തനക്ഷമമാക്കുന്നതിന് രണ്ട് ഷാഫ്റ്റുകളെ ബന്ധിപ്പിക്കുന്നതിൻ്റെ ഉദ്ദേശ്യം കപ്ലിംഗുകളും ക്ലച്ചുകളും സഹായിക്കുന്നു. എന്നിരുന്നാലും, ഓപ്പറേഷൻ സമയത്ത് അവയുടെ വിച്ഛേദിക്കാനുള്ള കഴിവുകളുടെ കാര്യത്തിൽ അവ വ്യത്യാസപ്പെട്ടിരിക്കുന്നു. സിഉപയോഗത്തിലിരിക്കുമ്പോൾ വേർപെടുത്താൻ കഴിയാത്ത ഷാഫുകളെ ഔപ്ലിംഗ്സ് ബന്ധിപ്പിക്കുന്നു; ഡിസ്അസംബ്ലിംഗ് ചെയ്യുന്നതിലൂടെ മാത്രമേ അവയുടെ വിച്ഛേദനം സാധ്യമാകൂഭാഗങ്ങൾ തിരിയുന്നുഷട്ട്ഡൗൺ കഴിഞ്ഞ്. മറുവശത്ത്, മെഷീൻ ഓപ്പറേഷൻ സമയത്ത് ഏത് നിമിഷവും രണ്ട് ഷാഫുകൾ ഇടപഴകാനോ വിച്ഛേദിക്കാനോ ഉള്ള കഴിവ് ക്ലച്ചുകൾ വാഗ്ദാനം ചെയ്യുന്നു.
ഓയിൽ ഫിലിം ബെയറിംഗുകൾ ശരിയായി പ്രവർത്തിക്കുന്നതിന് ആവശ്യമായ മുൻവ്യവസ്ഥകളുടെ രൂപരേഖ തയ്യാറാക്കുക.
ഉത്തരം:
ആപേക്ഷിക ചലനത്തിന് വിധേയമാകുന്ന രണ്ട് ഉപരിതലങ്ങൾ വെഡ്ജ് ആകൃതിയിലുള്ള വിടവ് സ്ഥാപിക്കണം; ഉപരിതലങ്ങൾക്കിടയിലുള്ള സ്ലൈഡിംഗ് വേഗത വലിയ തുറമുഖത്ത് നിന്ന് ലൂബ്രിക്കേറ്റിംഗ് ഓയിൽ പ്രവേശനത്തിന് ഉറപ്പുനൽകുകയും ചെറിയ പോർട്ടിൽ നിന്ന് പുറത്തുകടക്കുകയും വേണം; ലൂബ്രിക്കറ്റിംഗ് ഓയിലിന് ഒരു പ്രത്യേക വിസ്കോസിറ്റി ഉണ്ടായിരിക്കണം, ആവശ്യത്തിന് എണ്ണ വിതരണം ആവശ്യമാണ്.
ബെയറിംഗ് മോഡൽ 7310-ൻ്റെ പ്രത്യാഘാതങ്ങൾ, വ്യതിരിക്ത സവിശേഷതകൾ, സാധാരണ പ്രയോഗങ്ങൾ എന്നിവയെക്കുറിച്ച് ഒരു ഹ്രസ്വ വിശദീകരണം നൽകുക.
ഉത്തരം:
കോഡ് വ്യാഖ്യാനം: "7″ കോഡ് കോൺടാക്റ്റ് ബോൾ ബെയറിംഗിനെ പ്രതിനിധീകരിക്കുന്നു. "(0)" എന്ന പദവി സ്റ്റാൻഡേർഡ് വീതിയെ സൂചിപ്പിക്കുന്നു, "0″ ഓപ്ഷണൽ ആണ്. "3" എന്ന സംഖ്യ വ്യാസത്തിൻ്റെ അടിസ്ഥാനത്തിൽ ഇടത്തരം ശ്രേണിയെ സൂചിപ്പിക്കുന്നു. അവസാനമായി, “10″ 50 മില്ലീമീറ്ററിൻ്റെ ആന്തരിക വ്യാസവുമായി യോജിക്കുന്നു.
സവിശേഷതകളും ആപ്ലിക്കേഷനുകളും:
ഈ ബെയറിംഗ് മോഡലിന് ഒരേസമയം ഒരു ദിശയിൽ റേഡിയൽ, അച്ചുതണ്ട് ലോഡുകൾ സഹിക്കാൻ കഴിയും. ഇത് ഉയർന്ന പരിധി വേഗത വാഗ്ദാനം ചെയ്യുന്നു, സാധാരണയായി ജോഡികളായി ഉപയോഗിക്കുന്നു.
ഗിയർ ട്രാൻസ്മിഷൻ, ബെൽറ്റ് ട്രാൻസ്മിഷൻ, ചെയിൻ ട്രാൻസ്മിഷൻ എന്നിവ ഉൾക്കൊള്ളുന്ന ഒരു ട്രാൻസ്മിഷൻ സിസ്റ്റത്തിനുള്ളിൽ, ഏത് തരത്തിലുള്ള ട്രാൻസ്മിഷനാണ് സാധാരണയായി ഉയർന്ന വേഗതയിൽ സ്ഥാപിക്കുന്നത്?
നേരെമറിച്ച്, ഏത് ട്രാൻസ്മിഷൻ ഘടകം ഏറ്റവും താഴ്ന്ന ഗിയർ സ്ഥാനത്ത് ക്രമീകരിച്ചിരിക്കുന്നു?
ഈ ക്രമീകരണത്തിന് പിന്നിലെ യുക്തി വിശദീകരിക്കുക.
ഉത്തരം:
സാധാരണയായി, ബെൽറ്റ് ഡ്രൈവ് ഉയർന്ന സ്പീഡ് ലെവലിൽ സ്ഥാപിച്ചിരിക്കുന്നു, അതേസമയം ചെയിൻ ഡ്രൈവ് ഏറ്റവും താഴ്ന്ന ഗിയർ സ്ഥാനത്താണ്. ബെൽറ്റ് ഡ്രൈവിൽ സ്ഥിരതയുള്ള ട്രാൻസ്മിഷൻ, കുഷ്യനിംഗ്, ഷോക്ക് അബ്സോർപ്ഷൻ തുടങ്ങിയ ഗുണങ്ങളുണ്ട്, ഇത് ഉയർന്ന വേഗതയിൽ മോട്ടോറിന് പ്രയോജനകരമാക്കുന്നു. മറുവശത്ത്, ചെയിൻ ഡ്രൈവുകൾ പ്രവർത്തനസമയത്ത് ശബ്ദം സൃഷ്ടിക്കാൻ പ്രവണത കാണിക്കുന്നു, മാത്രമല്ല അവ ലോ-സ്പീഡ് സാഹചര്യങ്ങൾക്ക് കൂടുതൽ അനുയോജ്യമാണ്, അങ്ങനെ സാധാരണയായി താഴ്ന്ന ഗിയർ ഘട്ടത്തിലേക്ക് അനുവദിക്കും.
ചെയിൻ ട്രാൻസ്മിഷനിൽ ഏകീകൃതമല്ലാത്ത വേഗതയ്ക്ക് കാരണമാകുന്നത് എന്താണ്?
അതിനെ സ്വാധീനിക്കുന്ന പ്രാഥമിക ഘടകങ്ങൾ എന്തൊക്കെയാണ്?
ഏത് സാഹചര്യത്തിലാണ് തൽക്ഷണ പ്രക്ഷേപണ അനുപാതം സ്ഥിരമായി തുടരാൻ കഴിയുക?
ഉത്തരം:
1) ചെയിൻ ട്രാൻസ്മിഷനിലെ ക്രമരഹിതമായ വേഗത പ്രധാനമായും ചെയിൻ മെക്കാനിസത്തിൽ അന്തർലീനമായ ബഹുഭുജ പ്രഭാവം മൂലമാണ് സംഭവിക്കുന്നത്; 2) അതിനെ സ്വാധീനിക്കുന്ന പ്രധാന ഘടകങ്ങളിൽ ചെയിൻ സ്പീഡ്, ചെയിൻ പിച്ച്, സ്പ്രോക്കറ്റ് ടൂത്ത് കൗണ്ട് എന്നിവ ഉൾപ്പെടുന്നു; 3) വലുതും ചെറുതുമായ സ്പ്രോക്കറ്റുകളിലെ പല്ലുകളുടെ എണ്ണം തുല്യമായിരിക്കുമ്പോൾ (അതായത്, z1=z2) അവയ്ക്കിടയിലുള്ള മധ്യദൂരം പിച്ചിൻ്റെ (p) കൃത്യമായ ഗുണിതമാകുമ്പോൾ, തൽക്ഷണ പ്രക്ഷേപണ അനുപാതം 1-ൽ സ്ഥിരമായി തുടരും.
സിലിണ്ടർ ഗിയർ റിഡക്ഷനിൽ വലിയ ഗിയറിൻ്റെ പല്ലിൻ്റെ വീതിയെക്കാൾ (b2) പിനിയൻ്റെ പല്ലിൻ്റെ വീതി (b1) ചെറുതായി വലുതായിരിക്കുന്നത് എന്തുകൊണ്ട്?
ശക്തി കണക്കാക്കുമ്പോൾ, പല്ലിൻ്റെ വീതി ഗുണകം (ψd) b1 അല്ലെങ്കിൽ b2 അടിസ്ഥാനമാക്കിയുള്ളതാണോ? എന്തുകൊണ്ട്?
ഉത്തരം:
1) അസംബ്ലി പിശകുകൾ കാരണം ഗിയറുകളുടെ അച്ചുതണ്ട് തെറ്റായി ക്രമീകരിക്കുന്നത് തടയാൻ, മെഷിംഗ് ടൂത്ത് വീതി കുറയുന്നു, ഇത് വർദ്ധിച്ച പ്രവർത്തന ലോഡിലേക്ക് നയിക്കുന്നു. അതിനാൽ, ചെറിയ ഗിയറിൻ്റെ പല്ലിൻ്റെ വീതി (b1) വലിയ ഗിയറിൻ്റെ b2 നേക്കാൾ അല്പം വലുതായിരിക്കണം. ഒരു ജോടി സിലിണ്ടർ ഗിയറുകൾ ഇടപഴകുമ്പോൾ യഥാർത്ഥ കോൺടാക്റ്റ് വീതിയെ പ്രതിനിധീകരിക്കുന്നതിനാൽ, വലിയ ഗിയറിൻ്റെ പല്ലിൻ്റെ വീതിയെ (b2) അടിസ്ഥാനമാക്കിയാണ് ശക്തി കണക്കുകൂട്ടൽ നടത്തേണ്ടത്.
ചെറിയ പുള്ളിയുടെ (d1) വ്യാസം കുറഞ്ഞ വ്യാസത്തിന് (dmin) തുല്യമോ അതിൽ കൂടുതലോ ആയിരിക്കണം, ഡ്രൈവ് വീലിൻ്റെ റാപ് ആംഗിൾ (α1) ഡീസെലറേഷൻ ബെൽറ്റ് ഡ്രൈവിൽ 120°ക്ക് തുല്യമോ അതിൽ കൂടുതലോ ആയിരിക്കണം?
സാധാരണയായി, ശുപാർശ ചെയ്യുന്ന ബെൽറ്റ് വേഗത 5 മുതൽ 25 മീറ്റർ/സെക്കൻഡ് വരെയാണ്.
എന്തൊക്കെയാണ് സിബെൽറ്റ് വേഗത ഈ പരിധി കവിഞ്ഞാൽ അനന്തരഫലങ്ങൾ?
ഉത്തരം:
1) ചെറിയ കപ്പിയുടെ ചെറിയ വ്യാസം ബെൽറ്റിൽ ഉയർന്ന വളയുന്ന സമ്മർദ്ദത്തിലേക്ക് നയിക്കുന്നു. അമിതമായ വളയുന്ന സമ്മർദ്ദം തടയുന്നതിന്, ചെറിയ കപ്പിയുടെ ഏറ്റവും കുറഞ്ഞ വ്യാസം നിലനിർത്തണം.
2) ഡ്രൈവ് വീലിൻ്റെ റാപ് ആംഗിൾ (α1) ബെൽറ്റിൻ്റെ പരമാവധി ഫലപ്രദമായ പിരിമുറുക്കത്തെ ബാധിക്കുന്നു. ചെറുതായ α1 കുറഞ്ഞ പരമാവധി ഫലപ്രദമായ വലിക്കുന്ന ശക്തിയിൽ കലാശിക്കുന്നു. പരമാവധി ഫലപ്രദമായ വലിക്കുന്ന ശക്തി വർദ്ധിപ്പിക്കുന്നതിനും സ്ലിപ്പേജ് തടയുന്നതിനും, α1≥120° റാപ് ആംഗിൾ സാധാരണയായി ശുപാർശ ചെയ്യുന്നു.
3) ബെൽറ്റ് വേഗത 5 മുതൽ 25 മീറ്റർ / സെക്കൻ്റ് പരിധിക്ക് പുറത്താണെങ്കിൽ, അനന്തരഫലങ്ങൾ ഉണ്ടാകാം. പരിധിക്ക് താഴെയുള്ള വേഗതയ്ക്ക് കൂടുതൽ ഫലപ്രദമായ വലിക്കുന്ന ശക്തി (Fe) ആവശ്യമായി വന്നേക്കാം, ഇത് ബെൽറ്റുകളുടെ എണ്ണത്തിലും (z) ഒരു വലിയ ബെൽറ്റ് ഡ്രൈവ് ഘടനയിലും വർദ്ധനവിന് കാരണമാകുന്നു. നേരെമറിച്ച്, അമിതമായ ബെൽറ്റ് വേഗത ഉയർന്ന അപകേന്ദ്രബലത്തിന് (Fc) കാരണമാകും, ഇത് ജാഗ്രത ആവശ്യമാണ്.
ഹെലിക്കൽ റോളിംഗിൻ്റെ ഗുണങ്ങളും ദോഷങ്ങളും.
ഉത്തരം:
പ്രയോജനങ്ങൾ
1) ഇത് കുറഞ്ഞ വസ്ത്രങ്ങൾ പ്രദർശിപ്പിക്കുന്നു, കൂടാതെ ക്ലിയറൻസ് ഇല്ലാതാക്കുന്നതിനും ഒരു നിശ്ചിത തലത്തിലുള്ള പ്രീ-ഡിഫോർമേഷൻ പ്രേരിപ്പിക്കുന്നതിനും അഡ്ജസ്റ്റ്മെൻ്റ് ടെക്നിക് പ്രയോഗിക്കാവുന്നതാണ്, അതുവഴി കാഠിന്യം വർദ്ധിപ്പിക്കുകയും ഉയർന്ന പ്രക്ഷേപണ കൃത്യത കൈവരിക്കുകയും ചെയ്യുന്നു.
2) സ്വയം ലോക്കിംഗ് സിസ്റ്റങ്ങളിൽ നിന്ന് വ്യത്യസ്തമായി, രേഖീയ ചലനത്തെ റോട്ടറി മോഷനാക്കി മാറ്റാൻ ഇതിന് കഴിയും.
ദോഷങ്ങൾ
1) ഘടന സങ്കീർണ്ണവും നിർമ്മാണത്തിൽ വെല്ലുവിളികൾ ഉയർത്തുന്നതുമാണ്.
2) ചില മെക്കാനിസങ്ങൾക്ക് റിവേഴ്സൽ തടയാൻ ഒരു അധിക സെൽഫ് ലോക്കിംഗ് സംവിധാനം ആവശ്യമായി വന്നേക്കാം.
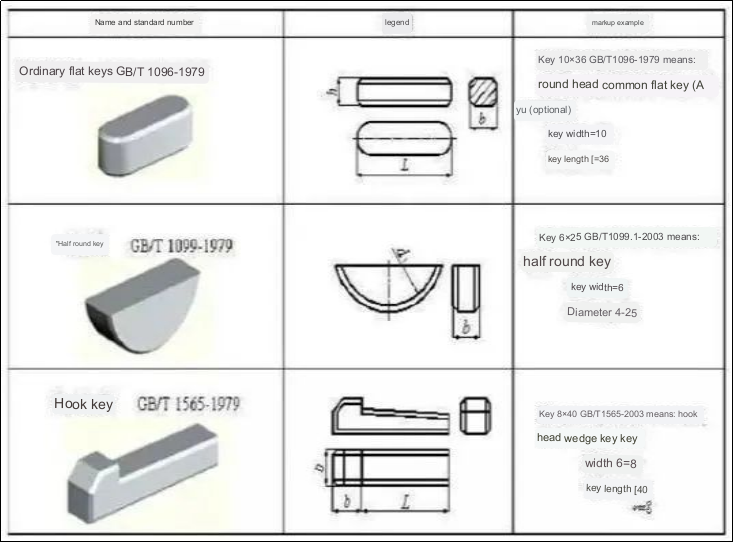
കീകൾ തിരഞ്ഞെടുക്കുന്നതിനുള്ള അടിസ്ഥാന തത്വം എന്താണ്?
ഉത്തരം:
കീകൾ തിരഞ്ഞെടുക്കുമ്പോൾ, രണ്ട് പ്രധാന പരിഗണനകൾ ഉണ്ട്: തരവും വലുപ്പവും. കീ കണക്ഷൻ്റെ ഘടനാപരമായ സവിശേഷതകൾ, ഉപയോഗ ആവശ്യകതകൾ, ജോലി സാഹചര്യങ്ങൾ തുടങ്ങിയ ഘടകങ്ങളെ ആശ്രയിച്ചാണ് തരം തിരഞ്ഞെടുക്കൽ.
മറുവശത്ത്, വലിപ്പം തിരഞ്ഞെടുക്കൽ സ്റ്റാൻഡേർഡ് സ്പെസിഫിക്കേഷനുകളും ശക്തി ആവശ്യകതകളും പാലിക്കണം. കീയുടെ വലുപ്പത്തിൽ ക്രോസ്-സെക്ഷണൽ അളവുകളും (കീ വീതി b * കീ ഉയരം h) നീളവും L. ക്രോസ്-സെക്ഷണൽ അളവുകളുടെ തിരഞ്ഞെടുപ്പ് b*h നിർണ്ണയിക്കുന്നത് ഷാഫ്റ്റ് വ്യാസം d ആണ്, അതേസമയം കീ നീളം L-ന് കഴിയും സാധാരണയായി ഹബിൻ്റെ നീളം അടിസ്ഥാനമാക്കി നിർണ്ണയിക്കപ്പെടുന്നു, അതായത് കീ നീളം L ഹബിൻ്റെ നീളത്തിൽ കവിയരുത്. കൂടാതെ, ഗൈഡ് ഫ്ലാറ്റ് കീകൾക്കായി, ഹബിൻ്റെ നീളവും സ്ലൈഡിംഗ് ദൂരവും കണക്കിലെടുത്ത്, ഹബ് നീളം L' സാധാരണയായി ഷാഫ്റ്റിൻ്റെ വ്യാസം d യുടെ (1.5-2) ഇരട്ടിയാണ്.
അനെബോൺ അതിൻ്റെ ശക്തമായ സാങ്കേതിക കഴിവുകളെ ആശ്രയിക്കുകയും CNC മെറ്റൽ പ്രോസസ്സിംഗിൻ്റെ ആവശ്യകതകൾ നിറവേറ്റുന്നതിനായി നൂതന സാങ്കേതികവിദ്യകൾ തുടർച്ചയായി വികസിപ്പിക്കുകയും ചെയ്യുന്നു,5 ആക്സിസ് cnc മില്ലിങ്, ഓട്ടോമൊബൈൽ കാസ്റ്റിംഗ്. എല്ലാ നിർദ്ദേശങ്ങളും ഫീഡ്ബാക്കും ഞങ്ങൾ വളരെ വിലമതിക്കുന്നു. നല്ല സഹകരണത്തിലൂടെ നമുക്ക് പരസ്പര വികസനവും പുരോഗതിയും കൈവരിക്കാനാകും.
ചൈനയിലെ ഒരു ODM നിർമ്മാതാവ് എന്ന നിലയിൽ, അലുമിനിയം സ്റ്റാമ്പിംഗ് ഭാഗങ്ങൾ ഇഷ്ടാനുസൃതമാക്കുന്നതിലും മെഷിനറി ഘടകങ്ങൾ നിർമ്മിക്കുന്നതിലും അനെബോൺ പ്രത്യേകം ശ്രദ്ധിക്കുന്നു. നിലവിൽ, തെക്കുകിഴക്കൻ ഏഷ്യ, അമേരിക്ക, ആഫ്രിക്ക, കിഴക്കൻ യൂറോപ്പ്, റഷ്യ, കാനഡ എന്നിവയുൾപ്പെടെ അറുപതിലധികം രാജ്യങ്ങളിലേക്കും ലോകമെമ്പാടുമുള്ള വിവിധ പ്രദേശങ്ങളിലേക്കും ഞങ്ങളുടെ ഉൽപ്പന്നങ്ങൾ കയറ്റുമതി ചെയ്തിട്ടുണ്ട്. ചൈനയിലും ലോകത്തിൻ്റെ മറ്റ് ഭാഗങ്ങളിലും സാധ്യതയുള്ള ഉപഭോക്താക്കളുമായി വിപുലമായ കണക്ഷനുകൾ സ്ഥാപിക്കാൻ അനെബോൺ പ്രതിജ്ഞാബദ്ധമാണ്.
പോസ്റ്റ് സമയം: ഓഗസ്റ്റ്-16-2023