
Aféierung:
A fréieren Artikelen huet eis Anebon Team Basis mechanesch Designkenntnisser mat Iech gedeelt. Haut léiere mir weider déi usprochsvoll Konzepter am mechanesche Design.
Wat sinn d'Haapthindernisser fir mechanesch Designprinzipien?
Komplexitéit vum Design:
Mechanesch Designen sinn typesch komplex, a erfuerderen Ingenieuren fir verschidde Systemer, Komponenten a Funktiounen ze kombinéieren.
Zum Beispill, eng Gearbox ze designen déi effektiv Kraaft transferéiert ouni aner Saachen wéi Gréisst a Gewiicht souwéi Kaméidi ze kompromittéieren ass eng Erausfuerderung.
Material Auswiel:
Wielt dat richtegt Material fir Ären Design ass essentiell, well se Faktore wéi Haltbarkeet, Stäerkt a Käschten beaflossen.
Zum Beispill, d'Auswiel vun der gëeegent Material fir eng héich-Stress Komponente vun engem Motor fir Fligeren ass net einfach wéinst der Noutwennegkeet d'Gewiicht erofzesetzen iwwerdeems d'Kapazitéit behalen extrem Temperaturen ze erhalen.
Aschränkungen:
Ingenieuren musse bannent Aschränkungen wéi Zäit, Budget an déi verfügbar Ressourcen schaffen. Dëst kéint d'Designer limitéieren an d'Benotzung vu vernünftege Verhandlungen erfuerderen.
Zum Beispill, en effizienten Heizsystem ze designen, dee kosteneffizient fir en Heem ass an nach ëmmer un den Energieeffizienzfuerderunge entsprécht, kann Problemer stellen.
Aschränkungen an der Fabrikatioun
Designer mussen hir Aschränkungen an Fabrikatiounsmethoden an Techniken berücksichtegen wann se mechanesch Designen designen. Am Gläichgewiicht vun der Design Absicht mat de Fäegkeeten vun Ausrüstung a Prozesser kéint e Problem sinn.
Zum Beispill eng komplex-geformte Komponent ze designen, déi nëmmen duerch deier Maschinn oder additiv Fabrikatiounstechnike produzéiert ka ginn.
Funktionell Ufuerderunge:
All Ufuerderunge fir den Design erfëllen, inklusiv Sécherheet, Leeschtung oder Zouverlässegkeet vun engem Design, kann schwéier sinn.
Zum Beispill, e Bremssystem ze designen deen exakt Stoppkraaft ubitt, wärend och d'Sécherheet vun de Benotzer assuréieren kann eng Erausfuerderung sinn.
Design Optimisatioun:
Déi bescht Designléisung ze fannen déi vill verschidden Ziler ausbalancéiert, dorënner Gewiicht, Käschten oder Effizienz, ass net einfach.
Zum Beispill, d'Optimiséierung vun de Flilleken Design vun engem Fliger fir Drag a Gewiicht ze reduzéieren, ouni strukturell Integritéit ze schueden, erfuerdert sophistikéiert Analysen an iterativ Designtechniken.
Integratioun an de System:
Verschidde Komponenten an Ënnersystemer an engem vereenegten Design integréieren kéint e grousst Thema sinn.
Zum Beispill den Design vun engem Autossuspensionssystem deen d'Bewegung vu ville Komponenten reguléiert, wärend Gewiichtsfaktoren wéi Komfort, Stabilitéit an Ausdauer Schwieregkeete stellen.
Design Iteration:
Designprozesser enthalen normalerweis multiple Versiounen an Iteratiounen fir déi initial Iddi ze verfeineren an ze verbesseren. Design Ännerungen effizient an effizient ze maachen ass eng Erausfuerderung souwuel wat d'Zäit erfuerderlech a verfügbar Fongen ugeet.
Zum Beispill den Design vun engem Konsumentartikel optimiséieren duerch eng Serie vun Iteratiounen, déi d'Ergonomie an d'Ästhetik vum Benotzer verbesseren.
Iwwerleeungen iwwer d'Ëmwelt:
Nohaltegkeet an den Design integréieren an den Ëmweltimpakt vun engem Gebai reduzéieren gëtt ëmmer méi essentiell. D'Gläichgewiicht tëscht funktionnellen Aspekter a Faktoren wéi d'Fäegkeet ze recycléieren, d'Energieeffizienz an d'Emissioune kéint schwéier sinn. Zum Beispill en effiziente Motor ze designen deen d'Treibhausgasemissiounen reduzéiert, awer net d'Leeschtung kompromitt.
Fabrikatioun Design an Assemblée
D'Kapazitéit fir sécherzestellen datt en Design fabrizéiert a montéiert gëtt bannent der Zäit a Käschtebeschränkungen kann e Problem sinn.
Zum Beispill, d'Vereinfachung vun der Assemblée vun engem komplizéierte Produkt wäert d'Aarbechts- an d'Fabrikatiounskäschte reduzéieren, wärend Qualitéitsnormen garantéiert ginn.
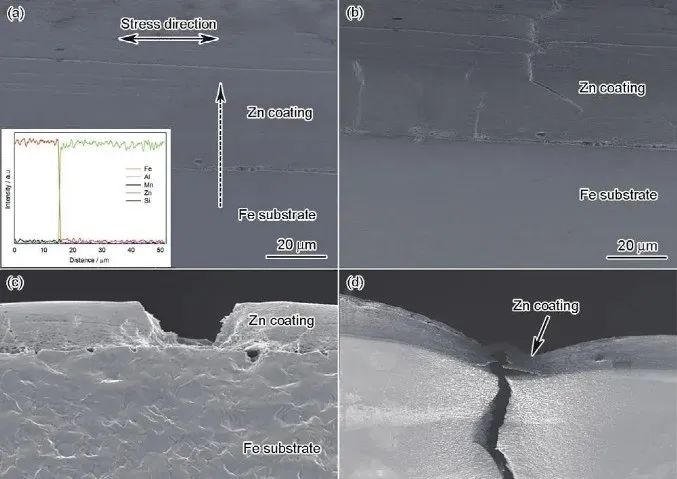
1. Feeler sinn d'Resultat vu mechanesche Komponenten allgemeng gebrach, schwéier Reschtverformung, Schied un der Uewerfläch vun Komponenten (Korrosiounsverschleiung, Kontaktermüdung a Verschleiung) Versoen wéinst Verschleiung an der normaler Aarbechtsëmfeld.
2. D'Designkomponente mussen erfëllen enthalen Ufuerderunge fir sécherzestellen datt se net am Zäitframe vun hirem virbestëmmten Liewen (Kraaft oder Steifheit, Längegkeet) a strukturell Prozessfuerderunge wirtschaftlech Ufuerderungen, niddereg Gewiicht Ufuerderungen an Zouverlässegkeet Ufuerderunge falen.
3. Design Critèrë fir Komponente dorënner Stäerkt a Steiffness Critèren, Liewen Ufuerderunge souwéi Schwéngung Stabilitéit Critèren a Critèrë fir Zouverlässegkeet.
4. Deeler Design Methoden: theoretesch Design, empiresch Design a Modell Test Design.
5. Allgemeng benotzt fir mechanesch Komponenten sinn Metallmaterialien, Keramikmaterialien, Polymermaterial wéi och Kompositmaterial.
6. D'Kraaft vun den Deeler kann op statesch Stressstäerkt wéi och variabel Stressstäerkt opgedeelt ginn.
7. Stressverhältnis: = -1 ass symmetresche Stress an zyklescher Form; de r = 0 Wäert ass de zyklesche Stress deen pulséiert.
8. Et gëtt ugeholl datt d'BC Etapp Strain Middegkeet genannt gëtt (niddereg Zyklus Middegkeet) CD bezitt sech op déi onendlech Middegkeet Etapp. D'Linnsegment nom Punkt D ass den onendleche Liewensfehlerniveau vum Exemplar. Punkt D ass déi permanent Middegkeet Limit.
9. Strategien fir d'Kraaft vun Deeler ze verbesseren, déi midd sinn, reduzéieren den Effekt vum Stress op Elementer (Laascht Relief Grooves oppen Réng) Wielt Materialien déi héich Kraaft fir Middegkeet hunn an dann d'Methoden fir Wärmebehandlung a Verstäerkungstechniken uginn, déi d'Kraaft vun erhéijen d'Materialien midd.
10. Rutsch Reibung: Dréchen Reiwung Grenzen Reiwung, Flëssegket Reiwung, a gemëscht Reiwung.
11. De Verschleiungsprozess vun de Komponenten beinhalt d'Entrée-Bühn, d'stabil Verschleißstadium an d'Stadium vum schwéiere Verschleiung Mir sollten probéieren d'Zäit fir d'Aféierung ze reduzéieren an och d'Period vum stabile Verschleiung ze verlängeren an d'Erscheinung vum Verschleiung ofzesetzen dat ass schwéier.
12. D'Klassifikatioun vu Verschleiung ass Klebstoffverschleiung, Schleifverschleiung a Middegkeet Korrosiounsverschleiung, Erosiounsverschleiung, a Frettingverschleiung.
13. Schmierstoffe kënnen a véier Kategorien klasséiert ginn, déi flësseg, Gas semi-fest, zolidd a flësseg Fette sinn a Calcium-baséiert Fette klasséiert, Nano-baséiert Fett Aluminium-baséiert Fett a Lithium-baséiert Fett.
14. Normal Verbindung thread Fonktioun eng equilateral Dräieck Form an excellent Self-Locking Eegeschafte. rechteckeg Transmissiounsfäegkeeten bidden méi héich Leeschtung an der Iwwerdroung wéi aner thread. Trapezoidal Iwwerdroungsfäegkeeten gehéieren zu de populäersten Iwwerdroungsfäegkeeten.
15. D'Verbindungsfäegkeeten, déi allgemeng benotzt ginn, erfuerderen selbstverständlech, dofir sinn eenzel threadfäeg allgemeng benotzt. D'Transmissiounsfäegkeeten brauchen héich Effizienz fir d'Transmissioun an dofir ginn Triple-thread oder Double-thread thread dacks benotzt.
16. Regelméisseg Bolzenverbindungen (déi verbonne Komponenten enthalen d'Lächer duerch oder si reamt) Doppelkopf-Stolverbindungen Schrauwen, Schraubeverbindungen, souwéi Schrauwen mat Setverbindungen.
17. D'Zil vun threaded Verbindungen Pre-Tightening ass d'Haltbarkeet an d'Kraaft vun der Verbindung ze verbesseren, an d'Lücken oder d'Rutsch tëscht den zwee Deeler ze stoppen wann se gelueden sinn. De primäre Problem mat Spannverbindungen, déi locker sinn, ass d'Spiralpaar ze stoppen fir sech matenee ze dréinen wärend gelueden. (Frictional Anti-Loosen a mechanesch fir d'Loosen ze stoppen, d'Verbindung tëscht der Bewegung an der Bewegung vun der Spiralkoppel ewechzehuelen)
18. Verbessert d'Haltbarkeet vu threaded Verbindungen reduzéieren d'Spannungsamplitude, déi d'Kraaft vun de Müdegkeetsbolten beaflosst (d'Steiffness vum Bolzen reduzéieren, oder d'Steiffness vun der Verbindung erhéijenBenotzerdefinéiert cnc Deeler) a verbesseren d'ongläich Verdeelung vun der Belaaschtung iwwer d'Fiedem. reduzéieren den Effekt vun der Stressakkumulatioun, souwéi eng déi effizientste Fabrikatiounsprozedur implementéieren.
19. Schlëssel Verbindung Zorte: flaach Verbindung (béid Säiten Aarbecht als Uewerfläch) semicircular Schlëssel Verbindung wedge Schlëssel Verbindung Schlëssel Verbindung mat tangential Wénkel.
20. Gürtelfahrt kann an zwou Zorte gedeelt ginn: Meshing-Typ a Reibungstyp.
21. De Moment vum maximale Stress fir de Gürtel ass wann de schmuele Deel dovun op der Pulley ufänkt. D'Spannung ännert sech véiermol am Laf vun enger Revolutioun um Rimm.
22. Spannung vun der V-Rimm fueren: Regelméisseg tensioning Mechanismus, Auto tensioning Apparat, an tensioning Apparat datt e benotzt der tensioning Rad.
23. Linken an der Rollerkette ass typesch an enger komescher Zuel (d'Quantitéit vum Zänn am Sprocket kann net eng regulär Zuel sinn). Wann d'Rollerkette onnatierlech Zuelen huet, da ginn exzessiv Linken agestallt.
24. D'Zil vun der Spannung vun der Kettenfuerer ass d'Vermeidungsproblemer a Kettenvibrationen ze verhënneren, wann déi lëschte Kante vun der Kette zevill ginn, an de Wénkel vum Meshing tëscht dem Sprocket an der Kette ze verbesseren.
25. Ausfall Modi vun Gears enthalen: Zännofbriechung an Gears a Verschleiung op der Zännoberfläche (oppen Gears) Pitting vun der Zännoberfläche (geschlossene Gears) d'Zännoberflächekleim an d'Verformung vum Plastik (Ridder op d'Rad ugedriwwe Rillen op der Fuertrad ).
26. Gears deenen hir Uewerflächehärkeet méi grouss ass wéi 350HBS, oder 38HRS sinn bekannt als Hard-faced oder Hard-faced oder, wann se net sinn, mëll-faced Gears.
27. D'Fabrikatioun Präzisioun verbesseren, den Duerchmiesser vum Gang erofsetzen fir d'Geschwindegkeet vun der Rotatioun ze reduzéieren, kéint dynamesch Belaaschtung reduzéieren. Fir déi dynamesch Belaaschtung ze reduzéieren, kann de Gang geschnidden ginn. Den Zweck fir d'Zänn vum Gang an d'Trommel ze dréinen ass d'Kraaft vun der Form vum Zännspëtz ze erhéijen. Direktional Last Verdeelung.
28. Wat méi grouss de Leadwénkel vum Duerchmiesserkoeffizient méi grouss ass d'Effizienz, a wat manner d'Selbstverspärungsfäegkeet.
29. De Wuerm Gear muss bewegt ginn. No der Verréckelung passt den Indexkrees wéi och den Pechkrees vum Wuerm awer et ass kloer datt d'Linn tëscht deenen zwee Wuerm geännert huet an net dem Indexkrees vu sengem Wuermgear entsprécht.
30. Worm Transmissioun Echec Modi wéi Pitting corrosion Zännstaang root Fraktur der Zännofdréck kleet an iwwerschësseg zouzedrécken; dat ass normalerweis de Fall op de Wuerm Gears.
31. Kraaftverloscht duerch zouenen Wurm Drive Meshing Verschleiung a Verschleiung op Lager wéi och Verloscht vun Uelegsprëtzen wéi decnc milling Komponentendéi an de Pool vun Ueleg agefouert ginn, réieren d'Ueleg.
32. D'Wurm Drive soll thermesch Gläichgewiicht Berechnungen baséiert op der Virgab, datt d'Energie pro Unitéit vun Zäit generéiert d'selwecht ass wéi Hëtzt dissipation an der selwechter Zäit. Schrëtt fir ze huelen: Installéiert Heizkierper, a vergréissert d'Gebitt vun der Wärmevergëftung an installéiert Fans op den Enn vum Schaft fir de Flux vun der Loft z'erhéijen, a schliisslech installéiert Zirkulatorkühlleitungen an der Këscht.
33. Bedéngungen, déi d'Entwécklung vun der hydrodynamescher Schmierung erlaben: zwou Flächen, déi rutschen, bilden e keilfërmege Spalt, deen konvergent ass an déi zwou Flächen, déi duerch den Uelegfilm getrennt sinn, mussen e genuch Rutschgeschwindegkeet hunn an hir Bewegung muss de Ueleg lubricating duerch d'grouss Ouverture an de méi kleng ze Flux an d'Schmieren muss vun enger gewësser Viskositéit ginn, an d'Quantitéit vun Ueleg sinn adäquate.
34. D'fundamental Design vun Rolling Lager: äusseren Ring, banneschten Réng, hydraulesch Kierper a Käfig.
35. 3 Aachterbunnen Lager konisch fënnef Schub Lager sechs déif Groove Kugellager siwen Wénkel Kontaktlager N zylindresch Rollerlager 01, 02 an 03 respektiv. D=10mm, 12mm 15mm, 17,mm bezitt sech op 20mm ass d=20mm, 12 ass eng Referenz op 60mm.
36. Eng Basis Liewensbewäertung ass d'Quantitéit vun Operatiounsstonnen, wou 10% vun de Lager an engem Set vu Lager duerch Pitting-Korrosioun beaflosst sinn, awer 90 Prozent vun hinnen leiden net vu Pitting-Korrosiounsschued gëtt als d'Längegkeet fir de bestëmmten ugesinn. lager.
37. Fundamental dynamesch Bewäertung vun der Belaaschtung: de Betrag deen de Lager fäeg ass ze droen am Fall wou d'Basisliewen fir d'Eenheet genee 106 Revolutiounen ass.
38. Methode vun der Lagerkonfiguratioun: Jiddereen vun zwee Stützpunkten an enger Richtung fixéiert. et gëtt e fixe Punkt a béide Richtungen, während dem anere Stützpunkt keng Bewegung ass. Béid Säite gi vun enger fräier Bewegung gehollef.
39. Lager ginn am Aklang mat der Belaaschtung kategoriséiert, déi op d'Rotatiounswelle applizéiert gëtt (Biegezäit an Dréimoment) a Spindel (Biegemoment) an d'Transmissiounswelle (Dréimoment).
Anebon stécht an de Grondprinzip vun "Qualitéit ass definitiv d'Liewen vum Geschäft, a Status kann d'Séil dovun sinn" fir grouss Remise Benotzerdefinéiert Präzisioun 5 Axis CNC DréibänkCNC Machined Deel, Anebon hunn zouversiichtlech datt mir déi qualitativ héichwäerteg Produkter a Léisungen zu engem resonable Präis Tag, superior After-Sales Support an de Shoppers ubidden. An den Anebon wäert e liewege laangfristeg bauen.
Chinesesch professionellChina CNC Deela Metal Machining Parts, Anebon vertrauen op héichwäerteg Materialien, perfekt Design, exzellente Clientsservice an de kompetitive Präis fir d'Vertraue vu ville Clienten doheem an am Ausland ze gewannen. Bis zu 95% Produkter ginn op iwwerséiesch Mäert exportéiert.
Wann Dir méi wëllt wëssen oder iwwer Präisser froe wëllt, da kontaktéiert w.e.ginfo@anebon.com
Post Zäit: Nov-24-2023