
일반적인 나사 절삭 방법
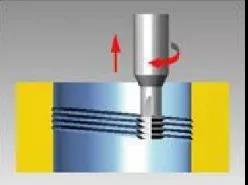

밀링 스레드 터닝 스레드
기술적 과정
터닝 끝면 1회전 나사 장경(d < 호칭 직경) 1회전 언더컷(< 나사 소경) → 모따기 → 나사 회전(멀티 커터 터닝)
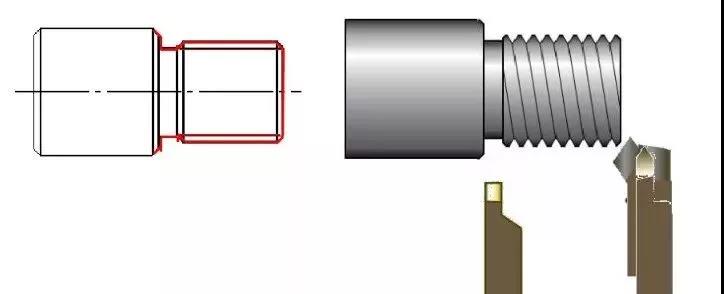
설치 기술
공작물의 설치
적절한 클램핑 위치를 선택하십시오.
클램핑력은 충분합니다.


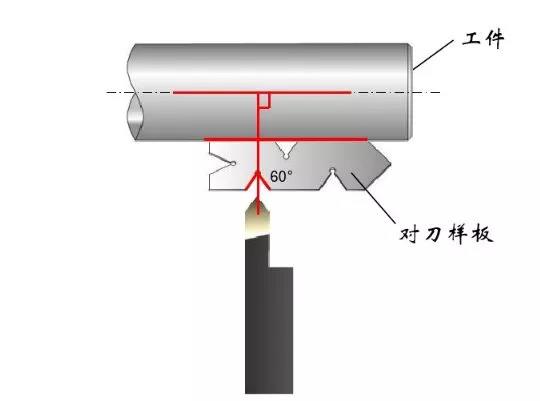
할부 탑재
설치의 주요 포인트: 공구 팁의 각도 구분선은 공작물의 축과 수직입니다.CNC 터닝 부품
공작기계 조정
나사 선삭용
스핀들 속도 조정
피치 조정

알아채다
1. "무작위 버클"을 피하십시오
[나중 칼이 전자 칼의 회전 방법의 나사산 홈에 떨어지지 않으면 작업물이 폐기됩니다. ]
나사 피치가 공작물 피치의 적분 값이 아닌 경우 앞뒤로 돌려야 합니다.
공작물과 스핀들 사이의 상대 위치는 변경할 수 없습니다.
공구가 변경되거나 연마된 경우 공구를 다시 조정해야 합니다.CNC 가공 부품
2. '찔림' 방지
[가공 공차의 분포가 불합리하거나 한 번의 회전 공차가 더 합리적이어서 나사의 양면이 거칠고 부서지기 쉽습니다. ]
공작물 및 공구 클램핑
합리적인 사료배분 및 적절한 사료공급방법 선택
제때에 칼을 빼세요.
Anebon Metal Products Limited는 CNC 가공, 다이캐스팅, 판금 가공 서비스를 제공할 수 있습니다. 언제든지 문의해 주세요.
Tel: +86-769-89802722 Email: info@anebon.com Website : www.anebon.com
게시 시간: 2020년 1월 2일