
ანებონის მიერ მექანიკური ცოდნის განმარტება
მექანიკური ცოდნა არის უნარი გაიგოს და გამოიყენოს სხვადასხვა მექანიკის კონცეფციები, პრინციპები და პრაქტიკა. მექანიკური ცოდნა მოიცავს მანქანების, მექანიზმების და მასალების, ასევე ხელსაწყოების და პროცესების გაგებას. ეს მოიცავს მექანიკური პრინციპების ცოდნას, როგორიცაა ძალა და მოძრაობა, ენერგია და გადაცემათა კოლოფის სისტემები. მექანიკური ინჟინერიის ცოდნა მოიცავს დიზაინის, ტექნიკური მომსახურებისა და პრობლემების აღმოფხვრის ტექნიკას, ასევე მექანიკური ინჟინერიის პრინციპებს. მექანიკური ცოდნა მნიშვნელოვანია მრავალი პროფესიისა და ინდუსტრიისთვის, რომლებიც მუშაობენ მექანიკურ სისტემებთან. ეს მოიცავს ინჟინერიას, წარმოებას და მშენებლობას.
1. როგორია მექანიკური ნაწილების გაფუჭების რეჟიმები?
(1) სრული მსხვრევა
(2) გადაჭარბებული მუდმივი დამახინჯება
(3) ნაწილის ზედაპირის გაუფასურება
(4) გაუმართაობა რეგულარული სამუშაო პირობების დარღვევის გამო
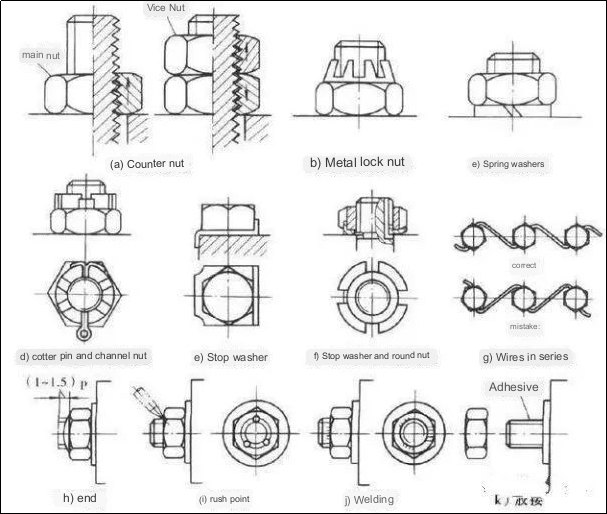
რა არის დასაბუთებული ხრახნიანი კავშირებისთვის ხრახნიანი ხრახნიანი მოხსნის ხშირი მოთხოვნის უკან?
რა არის ხრახნის საწინააღმდეგო ძირითადი კონცეფცია?
რა არის სხვადასხვა მეთოდები ხელმისაწვდომი გაფხვიერების თავიდან ასაცილებლად?
პასუხი:
ზოგადად, ხრახნიანი კავშირი შეუძლია შეასრულოს თვითჩაკეტვის კრიტერიუმები და სპონტანურად არ იშლება. თუმცა, ვიბრაციასთან, ზემოქმედების დატვირთვასთან ან ტემპერატურის მკვეთრ რყევებთან დაკავშირებული სიტუაციებში, არსებობს დამაკავშირებელი თხილის თანდათანობით გაფხვიერების ალბათობა. ძაფის გაფხვიერების ძირითადი მიზეზი ძაფების წყვილებს შორის შედარებით ბრუნვაშია. შესაბამისად, აუცილებელია ფაქტობრივ დიზაინში ჩაერთოს გაფხვიერების საწინააღმდეგო ზომები.
ყველაზე ხშირად გამოყენებული მეთოდები მოიცავს:
1. ხახუნის დაფუძნებული გაფხვიერების საწინააღმდეგო - ხახუნის შენარჩუნება ძაფების წყვილებს შორის გაფხვიერების თავიდან ასაცილებლად, როგორიცაა ზამბარის საყელურების და ორმაგი თხილის გამოყენება ზედა მხარეს;
2. მექანიკური გაფხვიერების საწინააღმდეგო - ობსტრუქციული უტილირებადამუშავებული კომპონენტებიგაფხვიერების საწინააღმდეგო გარანტირებისთვის, ხშირად, სხვათა შორის, ჭრიან თხილსა და თხილს;
3. ძაფების წყვილების დაშლაზე დაფუძნებული გაფხვიერების საწინააღმდეგოდ - ძაფების წყვილებს შორის ურთიერთობის შეცვლა და შეცვლა, მაგალითად, ზემოქმედებაზე დაფუძნებული ტექნიკის გამოყენებით.
რა არის ხრახნიანი კავშირების გამკაცრების მიზანი?
Pგამოიყენოს რამდენიმე მიდგომა გამოყენებული ძალის კონტროლისთვის.
პასუხი:
ხრახნიანი კავშირების დაჭიმვის მიზანია ჭანჭიკებს დაუშვას წინასწარი გამკაცრების ძალა. ეს წინასწარი გამკაცრების პროცესი ცდილობს გააძლიეროს კავშირის საიმედოობა და სიმტკიცე, რათა თავიდან აიცილოს რაიმე ხარვეზი ან შედარებითი მოძრაობა ერთმანეთთან დაკავშირებულ ნაწილებს შორის დატვირთვის პირობებში. დაჭიმვის ძალის კონტროლის ორი ეფექტური მეთოდია ბრუნვის გასაღების ან მუდმივი ბრუნვის გასაღების გამოყენება. საჭირო ბრუნვის მიღწევის შემდეგ, ის შეიძლება დაიბლოკოს ადგილზე. ალტერნატიულად, ჭანჭიკის დრეკადობა შეიძლება გაიზომოს წინასწარი გამკაცრების ძალის დასარეგულირებლად.
რით განსხვავდება ელასტიური სრიალი ქამრების დისკების მოცურებისგან?
V-ღამრის ამძრავის დიზაინში რატომ არის შეზღუდვა მცირე ღვედის მინიმალურ დიამეტრზე?
პასუხი:
ელასტიური სრიალი წარმოადგენს ქამრების ამძრავების თანდაყოლილ მახასიათებელს, რომლის თავიდან აცილება შეუძლებელია. ეს ხდება მაშინ, როდესაც არსებობს განსხვავება დაძაბულობაში და ქამრის მასალა თავად არის ელასტომერი. მეორეს მხრივ, სრიალი არის მარცხის ტიპი, რომელიც წარმოიქმნება გადატვირთვის გამო და უნდა იქნას აცილებული ყველა ფასად.
კერძოდ, სრიალი ხდება პატარა ღვეზელზე. გაზრდილი გარე დატვირთვები იწვევს დაძაბულობის დიდ განსხვავებას ორ მხარეს შორის, რაც თავის მხრივ იწვევს არეალის გაფართოებას, სადაც ხდება ელასტიური სრიალი. ელასტიური სრიალი წარმოადგენს რაოდენობრივ ცვლილებას, ხოლო მოცურება ნიშნავს ხარისხობრივ ცვლილებას. შესაბამისად, მოცურების თავიდან ასაცილებლად, არსებობს შეზღუდვა მცირე საბურავის მინიმალურ დიამეტრზე, რადგან უფრო მცირე საბურავის დიამეტრი იწვევს შეფუთვის კუთხეებს და მცირდება კონტაქტის არეები, რაც აძლიერებს სრიალს.
როგორ უკავშირდება კბილის ზედაპირის სრიალის სიჩქარე ნაცრისფერი თუჯის და ალუმინის-რკინის ბრინჯაოს ტურბინების დასაშვებ კონტაქტურ სტრესს?
პასუხი:
ნაცრისფერი თუჯის და ალუმინის-რკინის ბრინჯაოს ტურბინების დასაშვებ კონტაქტურ სტრესზე გავლენას ახდენს კბილის ზედაპირის სრიალის სიჩქარე მნიშვნელოვანი მარცხის რეჟიმის გამო, რომელიც ცნობილია როგორც კბილის ზედაპირის ადჰეზია. გადაბმა პირდაპირ გავლენას ახდენს სრიალის სიჩქარეზე, რაც გავლენას ახდენს დასაშვებ კონტაქტურ სტრესზე. მეორეს მხრივ, თუჯის ბრინჯაოს ტურბინების უკმარისობის ძირითადი რეჟიმი არის კბილის ზედაპირის ორმოები, რომლებიც გამოწვეულია კონტაქტური სტრესით. ამიტომ, დასაშვები კონტაქტური სტრესი არ არის დაკავშირებული სრიალის სიჩქარესთან.
ენუმშეასრულეთ მოძრაობის ტიპიური კანონები, ზემოქმედების მახასიათებლები და შესაფერისი სცენარები კამერის მექანიზმის მიმდევრისთვის.
პასუხი:
კამერის მექანიზმის მიმდევრისთვის მოძრაობის კანონები მოიცავს მუდმივი სიჩქარის მოძრაობას, სხვადასხვა შენელების მოძრაობის კანონებს და მარტივ ჰარმონიულ მოძრაობას (კოსინუსების აჩქარების მოძრაობის კანონი). მუდმივი სიჩქარის მოძრაობის კანონი ავლენს ხისტი ზემოქმედებას და პოულობს გამოყენებას დაბალი სიჩქარისა და მსუბუქი დატვირთვის სცენარებში.
შენელების მოძრაობის კანონები, მათ შორის მუდმივი აჩქარება, ახასიათებს მოქნილ ზემოქმედებას და შესაფერისია საშუალო და დაბალი სიჩქარის სიტუაციებისთვის. მარტივი ჰარმონიული მოძრაობა (კოსინუსური 4-აკორდი აჩქარების მოძრაობის კანონი) გთავაზობთ რბილ ზემოქმედებას პაუზის ინტერვალის დროს, რაც ხელსაყრელია საშუალო და დაბალი სიჩქარის სცენარებისთვის. მაღალსიჩქარიან სცენარებში დასვენების ინტერვალის გარეშე, არ არის მოქნილი ზემოქმედება, რაც მას ამ გარემოებებისთვის შესაფერისს ხდის.
შეაჯამეთ ფუნდამენტური პრინციპები, რომლებიც არეგულირებს კბილის პროფილის ბადეებს.
პასუხი:
არ აქვს მნიშვნელობა, თუ სად აკავშირებენ კბილის პროფილები, საერთო ნორმალური ხაზი, რომელიც გადის საკონტაქტო წერტილში, უნდა კვეთდეს ცენტრალურ ხაზს კონკრეტულ წერტილს. ეს მდგომარეობა უზრუნველყოფს გადაცემის თანმიმდევრული თანაფარდობის შენარჩუნებას.
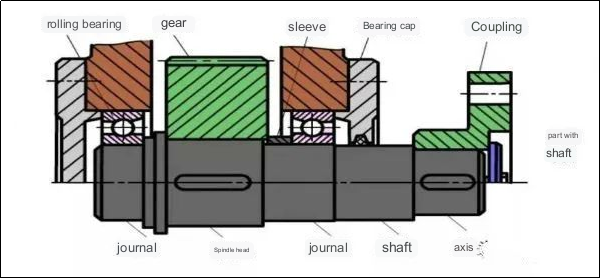
რა არის სხვადასხვა მიდგომა ლილვზე ნაწილების გარშემოწერილობით დასამაგრებლად? (მოაწოდეთ ოთხზე მეტი მეთოდი)
პასუხი:
წრეწირის ფიქსაციის შესაძლებლობები მოიცავს კლავიშიანი კავშირის, დახრილი კავშირის, ჩარევის მორგების შეერთებას, დამაგრების ხრახნს, ქინძის შეერთებას და გაფართოების სახსრის გამოყენებას.
რა არის ძირითადი ტიპის ღერძული ფიქსაციის ტექნიკა ლილვზე ნაწილების დასამაგრებლად?
რა არის თითოეული მათგანის განმასხვავებელი მახასიათებლები? (აღნიშნეთ ოთხზე მეტი)
პასუხი:
ლილვზე ნაწილების მიმაგრების ღერძული ფიქსაციის მეთოდები მოიცავს რამდენიმე ძირითად ტიპს, თითოეულს განსხვავებული მახასიათებლებით. მათ შორისაა საყელოს ფიქსაცია, ხრახნიანი ფიქსაცია, ჰიდრავლიკური ფიქსაცია და ფლანგის ფიქსაცია. საყელოს ფიქსაცია გულისხმობს საყელოს ან დამჭერის გამოყენებას, რომელიც მჭიდროა ლილვის გარშემო, ნაწილის ღერძულად დასამაგრებლად. ძაფიანი ფიქსაცია გულისხმობს ძაფების გამოყენებას ლილვზე ან ნაწილზე მათი ერთმანეთთან მყარად დასამაგრებლად. ჰიდრავლიკური ფიქსაცია იყენებს ჰიდრავლიკურ წნევას ნაწილსა და ლილვას შორის მჭიდრო კავშირის შესაქმნელად. ფლანგის ფიქსაცია გულისხმობს ფლანგის გამოყენებას, რომელიც არის ჭანჭიკით ან შედუღებულიcnc დამუშავების ნაწილებიდა ლილვი, რომელიც უზრუნველყოფს უსაფრთხო ღერძულ მიმაგრებას.
რატომ არის საჭირო სითბოს ბალანსის გამოთვლების შესრულება დახურული ჭიის დისკებისთვის?
უპასუხე:
დახურული ჭიის დისკები ავლენენ შედარებით სრიალს და ხახუნის მაღალ დონეს. მათი შეზღუდული სითბოს გაფრქვევის შესაძლებლობების და ადჰეზიის საკითხებისადმი მიდრეკილების გამო, სითბოს ბალანსის გამოთვლების ჩატარება აუცილებელია.
სიძლიერის გამოთვლის რომელი ორი თეორიაა გამოყენებული გადაცემათა სიძლიერის გამოთვლებში?
რა წარუმატებლობებზე არიან მიმართული?
თუ გადაცემათა კოლოფი იყენებს დახურულ რბილ კბილის ზედაპირს, რა არის მისი დიზაინის კრიტერიუმი?
პასუხი:
გადაცემათა სიძლიერის გამოთვლები გულისხმობს კბილის ზედაპირის კონტაქტური დაღლილობის სიძლიერის და კბილის ფესვის დაღლილობის სიძლიერის განსაზღვრას. კონტაქტური დაღლილობის სიძლიერე მიზნად ისახავს კბილის ზედაპირზე დაღლილობის ჩავარდნის თავიდან აცილებას, ხოლო დაღლილობის სიძლიერე ეხება კბილის ფესვის დაღლილობის მოტეხილობებს. გადაცემათა კოლოფი, რომელიც იყენებს კბილის დახურულ რბილ ზედაპირს.
რა არის შესაბამისი ფუნქციები დაკავშირება და clutches?
რით განსხვავდებიან ისინი ერთმანეთისგან?
პასუხი:
ორივე შეერთება და კლანჩი ემსახურება ორი ლილვის შეერთებას, რათა მოხდეს ბრუნვის გადაცემა და სინქრონიზებული ბრუნვა. თუმცა, ისინი განსხვავდებიან ექსპლუატაციის დროს მათი გათიშვის შესაძლებლობების მიხედვით. Cამონაყარი აკავშირებს ლილვებს, რომელთა განცალკევება შეუძლებელია გამოყენებისას; მათი გათიშვა შესაძლებელია მხოლოდ დაშლითგარდამტეხი ნაწილებიგამორთვის შემდეგ. მეორეს მხრივ, კლანჩები გვთავაზობენ ორი ლილვის ჩართვის ან გამორთვის შესაძლებლობას აპარატის მუშაობის დროს ნებისმიერ მოცემულ მომენტში.
აღწერეთ ზეთის ფირის საკისრების გამართული ფუნქციონირების აუცილებელი წინაპირობები.
პასუხი:
ორმა ზედაპირმა, რომლებიც განიცდიან შედარებით მოძრაობას, უნდა დაამყარონ სოლი ფორმის უფსკრული; ზედაპირებს შორის სრიალის სიჩქარე უნდა იყოს გარანტირებული საპოხი ზეთის შესვლის დიდი პორტიდან და გასვლის პატარა პორტიდან; საპოხი ზეთს უნდა ჰქონდეს სპეციფიკური სიბლანტე და აუცილებელია ზეთის ადეკვატური მიწოდება.
მოგვაწოდეთ მოკლე ახსნა საკისრის მოდელის 7310 შედეგების, განმასხვავებელი მახასიათებლებისა და ტიპიური გამოყენების შესახებ.
პასუხი:
კოდის ინტერპრეტაცია: კოდი „7″ წარმოადგენს კუთხური კონტაქტის ბურთულ საკისარს. აღნიშვნა "(0)" ეხება სტანდარტულ სიგანეს, ხოლო "0" არჩევითია. რიცხვი „3″ აღნიშნავს საშუალო სერიას დიამეტრის მიხედვით. დაბოლოს, „10″ შეესაბამება შიდა ტარების დიამეტრს 50 მმ.
ფუნქციები და აპლიკაციები:
ამ ტარების მოდელს შეუძლია ერთდროულად გაუძლოს რადიალურ და ღერძულ დატვირთვებს ერთი მიმართულებით. ის გთავაზობთ მაღალი ლიმიტის სიჩქარეს და ჩვეულებრივ გამოიყენება წყვილებში.
გადაცემის სისტემაში, რომელიც აერთიანებს გადაცემათა კოლოფს, ღვედის გადაცემას და ჯაჭვის გადაცემას, რომელი ტიპის ტრანსმისია ჩვეულებრივ მოთავსებულია უმაღლეს სიჩქარის დონეზე?
პირიქით, გადაცემათა კოლოფის რომელი კომპონენტია მოწყობილი ყველაზე დაბალ სიჩქარის პოზიციაზე?
ახსენით ამ შეთანხმების საფუძველი.
პასუხი:
ჩვეულებრივ, ქამრის ამძრავი განლაგებულია უმაღლესი სიჩქარის დონეზე, ხოლო ჯაჭვის წამყვანი მოთავსებულია ყველაზე დაბალ სიჩქარის პოზიციაზე. ქამრის ამძრავი ამაყობს ისეთი ატრიბუტებით, როგორიცაა სტაბილური გადაცემათა კოლოფი, ბალიშის დაცვა და დარტყმის შთანთქმა, რაც ხელსაყრელია ძრავისთვის უფრო მაღალი სიჩქარით. მეორეს მხრივ, ჯაჭვის დრაივები წარმოქმნის ხმაურს მუშაობის დროს და უკეთესად შეეფერება დაბალი სიჩქარის სცენარებს, ამდენად, როგორც წესი, გამოიყოფა ქვედა გადაცემათა საფეხურზე.
რა იწვევს არაერთგვაროვან სიჩქარეს ჯაჭვის გადაცემაში?
რა არის ძირითადი ფაქტორები, რომლებიც გავლენას ახდენენ მასზე?
რა პირობებში შეიძლება მყისიერი გადაცემის კოეფიციენტი დარჩეს მუდმივი?
პასუხი:
1) არარეგულარული სიჩქარე ჯაჭვის გადაცემაში, პირველ რიგში, გამოწვეულია ჯაჭვის მექანიზმში თანდაყოლილი მრავალკუთხა ეფექტით; 2) მასზე ზემოქმედების ძირითადი ფაქტორები მოიცავს ჯაჭვის სიჩქარეს, ჯაჭვის სიმაღლეს და თაღის კბილების რაოდენობას; 3) როდესაც კბილთა რაოდენობა ორივე დიდ და პატარა ბორბლებზე ტოლია (ანუ z1=z2) და მათ შორის ცენტრალური მანძილი არის სიმაღლის (p) ზუსტი ჯერადი, მყისიერი გადაცემის კოეფიციენტი რჩება უცვლელი 1-ზე.
რატომ არის პინიონის კბილის სიგანე (b1) ოდნავ აღემატება უფრო დიდი მექანიზმის კბილის სიგანეს (b2) ცილინდრული სიჩქარის შემცირებაში?
სიძლიერის გამოთვლისას კბილის სიგანის კოეფიციენტი (ψd) უნდა იყოს დაფუძნებული b1 თუ b2? რატომ?
პასუხი:
1) მექანიზმების ღერძული არასწორი განლაგების თავიდან ასაცილებლად აწყობის შეცდომების გამო, ბადისებრი კბილის სიგანე მცირდება, რაც იწვევს სამუშაო დატვირთვის გაზრდას. აქედან გამომდინარე, პატარა მექანიზმის კბილის სიგანე (b1) უნდა იყოს ოდნავ დიდი ვიდრე დიდი მექანიზმის b2. სიძლიერის გაანგარიშება უნდა ეფუძნებოდეს უფრო დიდი მექანიზმის კბილის სიგანეს (b2), რადგან ის წარმოადგენს კონტაქტის რეალურ სიგანეს ცილინდრული მექანიზმების წყვილის ჩართვისას.
რატომ უნდა იყოს პატარა ღვედის დიამეტრი (d1) ტოლი ან მეტი, ვიდრე მინიმალური დიამეტრი (dmin), ხოლო ამძრავი ბორბლის შეფუთვის კუთხე (α1) ტოლი ან მეტი 120°-ზე შენელების ღვედის ძრავში?
ზოგადად, რეკომენდირებული ღვედის სიჩქარეა 5-დან 25 მ/წმ-მდე.
რა არის გთანმიმდევრობა, თუ ქამრის სიჩქარე აღემატება ამ დიაპაზონს?
პასუხი:
1) პატარა საბურავის უფრო მცირე დიამეტრი იწვევს ღვედის უფრო მაღალ დაძაბულობას. ზედმეტი მოღუნვის სტრესის თავიდან ასაცილებლად, უნდა შენარჩუნდეს მცირე ზომის ბორბლის მინიმალური დიამეტრი.
2) ამძრავი ბორბლის შეფუთვის კუთხე (α1) გავლენას ახდენს ქამრის მაქსიმალურ ეფექტურ დაჭიმულობაზე. უფრო მცირე α1 იწვევს დაბალ მაქსიმალურ ეფექტურ გამწევ ძალას. მაქსიმალური ეფექტური გამწევი ძალის გასაძლიერებლად და ცურვის თავიდან ასაცილებლად, ზოგადად რეკომენდირებულია შეფუთვის კუთხე α1≥120°.
3) თუ ქამრის სიჩქარე ეცემა 5-დან 25 მ/წმ-მდე დიაპაზონს, შეიძლება იყოს შედეგები. დიაპაზონზე დაბალი სიჩქარე შეიძლება მოითხოვოს უფრო დიდი ეფექტური გამწევ ძალა (Fe), რაც გამოიწვევს ქამრების რაოდენობის ზრდას (z) და უფრო დიდი ქამრის ამძრავის სტრუქტურას. პირიქით, ქამრის გადაჭარბებული სიჩქარე გამოიწვევს უფრო მაღალ ცენტრიდანულ ძალას (Fc), რაც საჭიროებს სიფრთხილეს.
ხვეული მოძრავის დადებითი და უარყოფითი მხარეები.
პასუხი:
უპირატესობები
1) იგი ავლენს მინიმალურ ცვეთას და კორექტირების ტექნიკის გამოყენება შესაძლებელია კლირენსის აღმოსაფხვრელად და წინასწარი დეფორმაციის გარკვეული დონის გამოსაწვევად, რითაც აძლიერებს სიმტკიცეს და მიიღწევა გადაცემის მაღალი სიზუსტე.
2) თვითჩამკეტი სისტემებისგან განსხვავებით, მას შეუძლია წრფივი მოძრაობის გარდაქმნა მბრუნავ მოძრაობად.
ნაკლოვანებები
1) სტრუქტურა რთულია და წარმოების გამოწვევებს უქმნის.
2) ზოგიერთ მექანიზმს შეიძლება დასჭირდეს დამატებითი თვითჩაკეტვის მექანიზმი, რათა თავიდან აიცილოს უკუქცევა.
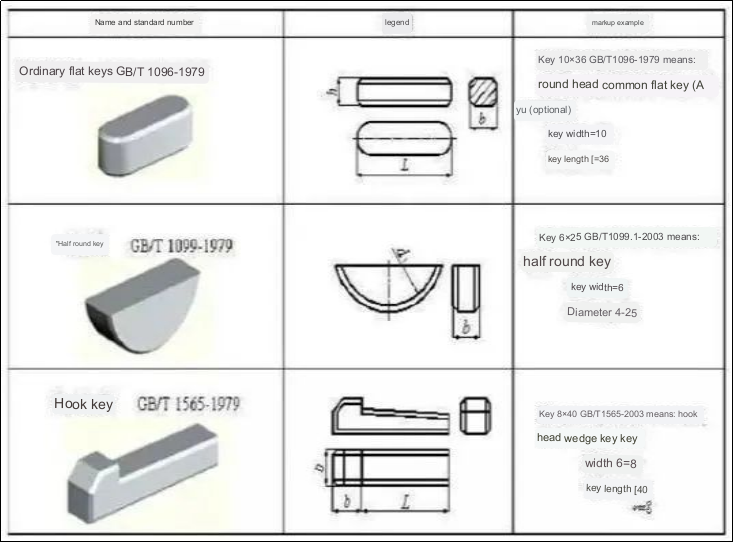
რა არის გასაღების არჩევის ფუნდამენტური პრინციპი?
პასუხი:
გასაღებების შერჩევისას ორი ძირითადი გათვალისწინებაა: ტიპი და ზომა. ტიპის შერჩევა დამოკიდებულია ისეთ ფაქტორებზე, როგორიცაა ძირითადი კავშირის სტრუქტურული მახასიათებლები, გამოყენების მოთხოვნები და სამუშაო პირობები.
მეორეს მხრივ, ზომის შერჩევა უნდა შეესაბამებოდეს სტანდარტულ სპეციფიკაციებს და სიძლიერის მოთხოვნებს. გასაღების ზომა შედგება კვეთის ზომებისგან (გასაღების სიგანე b * გასაღების სიმაღლე h) და სიგრძე L. განივი განზომილების არჩევანი b*h განისაზღვრება ლილვის დიამეტრით d, ხოლო გასაღების სიგრძე L შეიძლება. ზოგადად განისაზღვრება კერის სიგრძის მიხედვით, რაც იმას ნიშნავს, რომ გასაღების სიგრძე L არ უნდა აღემატებოდეს კერის სიგრძეს. გარდა ამისა, სახელმძღვანელო ბრტყელი გასაღებებისთვის, კერის სიგრძე L' ჩვეულებრივ არის დაახლოებით (1,5-2) ჯერ ლილვის დიამეტრზე d, კერის სიგრძისა და მოცურების მანძილის გათვალისწინებით.
Anebon ეყრდნობა მის ძლიერ ტექნიკურ შესაძლებლობებს და მუდმივად ავითარებს მოწინავე ტექნოლოგიებს CNC ლითონის დამუშავების მოთხოვნების დასაკმაყოფილებლად,5 ღერძი cnc ფრეზი, და ავტომობილების ქასთინგი. ჩვენ ძალიან ვაფასებთ ყველა წინადადებას და გამოხმაურებას. კარგი თანამშრომლობით ჩვენ შეგვიძლია მივაღწიოთ ურთიერთგანვითარებას და გაუმჯობესებას.
როგორც ODM მწარმოებელი ჩინეთში, Anebon სპეციალიზირებულია ალუმინის შტამპის ნაწილებისა და მანქანების კომპონენტების წარმოებაში. ამჟამად ჩვენი პროდუქცია ექსპორტირებულია სამოცზე მეტ ქვეყანაში და მსოფლიოს სხვადასხვა რეგიონში, მათ შორის სამხრეთ-აღმოსავლეთ აზიაში, ამერიკაში, აფრიკაში, აღმოსავლეთ ევროპაში, რუსეთსა და კანადაში. Anebon მოწოდებულია დაამყაროს ფართო კავშირები პოტენციურ მომხმარებლებთან ჩინეთში და მსოფლიოს სხვა ნაწილებში.
გამოქვეყნების დრო: აგვისტო-16-2023