
表面処理とは、物理的または化学的方法により、材料の表面に 1 つまたは複数の特定の特性を備えた表面層を形成することです。表面処理により、製品の外観、質感、機能、その他の性能を向上させることができます。

1. 陽極酸化処理
これは主にアルミニウムの陽極酸化であり、電気化学の原理を利用してアルミニウムおよびアルミニウム合金の表面に Al2O3 (酸化アルミニウム) 膜の層を形成します。この酸化皮膜層は、保護、装飾、絶縁、耐摩耗性などのユニークな特性を持っています。アルマイト処理されたゴールドCNC旋削部品
処理の流れ:
モノクロ、グラデーションカラー:研磨・サンドブラスト・絞り→脱脂→アルマイト→中和→染色→封止→乾燥
2色:
①研磨・サンドブラスト・伸線→脱脂→マスキング→アルマイト1→アルマイト2→封止→乾燥
②研磨・サンドブラスト・伸線→脱脂→アルマイト1→レーザー彫刻→アルマイト2→封止→乾燥
技術的特徴:
1. 強度を高める
2.白以外の任意の色を実現
3. ニッケルフリーシールを実現し、ヨーロッパ、米国およびその他の国々のニッケルフリー要件を満たします。
技術的な困難と改善のポイント: 陽極酸化処理の歩留まりレベルは最終製品のコストに関係します。酸化収率を向上させる鍵となるのは、適切な量の酸化剤、適切な温度、電流密度であり、構造部品メーカーは製造プロセスでブレークスルーを模索し続ける必要があります。 (「機械エンジニア」の公開アカウントに注目して、乾物に関する知識や業界情報を早めにマスターすることをお勧めします)
製品推奨: E+G アークハンドル、陽極酸化材料製、環境に優しく耐久性があります。ステンレス鋼をCNC加工。
2. 電気泳動
ステンレス鋼、アルミニウム合金などに使用され、製品にさまざまな色を表現し、金属光沢を維持すると同時に、表面性能を高め、優れた耐食性能を発揮します。
プロセスフロー:前処理→電気泳動→乾燥
アドバンテージ:
1.豊富な色。
2. 金属の質感がなく、サンドブラスト、研磨、伸線などと連携できます。
3.液体環境での処理により、複雑な構造の表面処理を実現できます。
4. 技術は成熟しており、大量生産が可能です。
短所: 欠陥をカバーする能力は一般的ですが、ダイカストの電気泳動には高度な前処理が必要です。
3. マイクロアーク酸化
電解質溶液(通常は弱アルカリ溶液)中で高電圧を印加し、物理的放電と電気化学的酸化の相乗効果によりセラミック表面皮膜層を生成するプロセス。

工程の流れ:前処理→熱水洗浄→MAO→乾燥
アドバンテージ:
1. セラミックの質感、鈍い外観、高光沢製品なし、繊細な手触り、指紋防止。
2. 幅広い基板:Al、Ti、Zn、Zr、Mg、Nb、およびそれらの合金など。
3. 前処理が簡単です。耐食性、耐候性に優れ、放熱性能も優れています。
短所: 現時点では色が限られています。黒とグレーだけがより成熟しており、明るい色を実現するのは現時点では困難です。コストは主に消費電力の高さに影響され、表面処理の中で最もコストがかかるものの 1 つです。
4.PVD真空メッキ
正式名称は物理蒸着で、主に物理プロセスを使用して薄膜を堆積する工業的な製造プロセスです。CNC加工部品

プロセスフロー:PVD前洗浄→炉内真空引き→ターゲット洗浄・イオン洗浄→コーティング→コーティング完了、炉外冷却→後処理(研磨、AFP)(「機械エンジニア」に注目することをお勧めします)公式アカウント、初めて把握できる乾物知識、業界情報)
技術的特徴: PVD (物理蒸着、物理蒸着) は、金属表面に高硬度のめっきと耐摩耗性のサーメット装飾コーティングをコーティングできます。
5. 電気メッキ
電気分解を利用して金属の表面に金属膜を付着させ、腐食を防止し、耐摩耗性、導電性、反射率を向上させ、美観を高める技術です。
プロセスフロー:前処理→シアンフリーアルカリ銅→シアンフリー白銅錫→クロムめっき
アドバンテージ:
1. コーティングは高光沢で高品質な金属の外観を持っています。
2. 母材はSUS、Al、Zn、Mg等。コストはPVDよりも低いです。
短所: 環境保護が不十分であり、環境汚染のリスクが高い。
6.粉体塗装
粉体塗料は粉体噴霧装置(静電噴霧機)によってワークの表面に噴霧されます。静電気により粉体がワーク表面に均一に吸着され、粉体塗装が形成されます。平らに硬化し、様々な効果を持った最終塗膜となります(粉体塗装の場合は様々な効果があります)。
技術工程:上部→静電除塵→スプレー→低温レベリング→焼成
アドバンテージ:
1. 豊富な色、高光沢、マットオプション;
2. 低コストで、家具製品やヒートシンクのシェルなどの製造に適しています。
3.高い利用率、100%利用、環境保護。
4. 欠陥をカバーする強力な能力。 5.木目効果を模倣することができます。
短所: 現在、電子製品での使用は少なくなっています。
7.金属線引き
製品を研磨することによりワークの表面にラインを形成し、装飾効果を持たせる表面処理方法です。描画後のさまざまな線は、直線描画、ランダム パターン、波形パターン、渦巻きパターンに分類できます。
技術的特徴:伸線処理により金属表面に非鏡面の金属光沢を与えることができ、金属表面の微細な欠陥も伸線処理により除去することができます。
オススメ商品:LAMPハンドル、優れた研磨技術で味わいを引き出すZwei L処理。
8. サンドブラスト
圧縮空気を動力として高速スプレービームを形成し、溶射材を被処理物の表面に高速で噴霧し、ワークの外面の外観や形状を加工するプロセスです。表面が変化し、ある程度の清浄度と異なる粗さが得られます。
技術的特徴:
1. 異なる反射またはマットを実現します。
2. ワーク表面の小さなバリを除去し、ワーク表面をより滑らかにし、バリの害を排除し、ワークピースの品位を向上させます。
3.前処理で残った残留汚れを除去し、ワークピースの平滑性を向上させ、ワークピースに均一で一貫した金属色を明らかにし、ワークピースの外観をより美しく美しくします。 (「機械技術者」公開アカウントに注目して、乾物の知識や業界情報を早めにマスターすることをお勧めします)
製品の推奨事項: E+G クラシック ブリッジ ハンドル、サンドブラスト表面、高級な雰囲気。
9. 研磨
柔軟な研磨ツール、空気研磨粒子、その他の研磨媒体を使用してワークピースの表面を仕上げます。粗研磨(基礎研磨工程)、中研磨(仕上げ工程)、精密研磨(グレージング工程)などの研磨工程に応じて、適切な研磨ホイールを選択することで、最適な研磨効果が得られ、研磨効率が向上します。
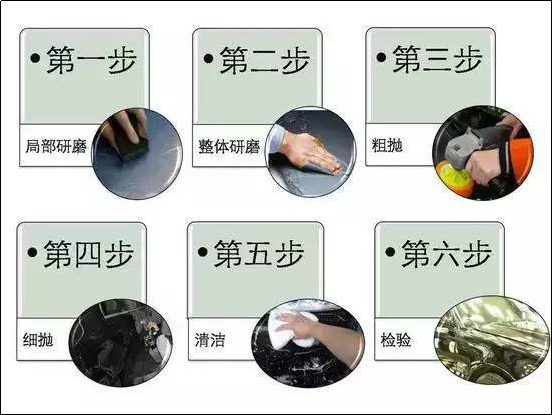
技術的特徴: ワークの寸法または幾何学的形状の精度を向上させ、滑らかな表面または鏡面光沢を実現し、光沢を除去します。
製品推奨: E+G ロングハンドル、研磨された表面、シンプルでエレガント
10. エッチング
通常エッチングと呼ばれ、光化学エッチングとしても知られています。これは、製版および現像への曝露後、およびエッチング中に化学溶液と接触して、溶解および腐食の効果を達成するために、エッチングされる領域の保護膜を除去することに関するものです。 、凹凸または中空の成形効果を形成します。
処理の流れ:
露光方法:プロジェクトはグラフィックに従って素材のサイズを準備します - 素材の準備 - 素材の洗浄 - 乾燥 → フィルムまたはコーティング → 乾燥 → 露光 → 現像 → 乾燥 - エッチング → 剥離 → OK
スクリーン印刷方法:材料の切断→洗浄版(ステンレス等の金属材料)→スクリーン印刷→エッチング→剥離→OK
アドバンテージ:
1.金属表面の微細加工が可能です。
2. 金属表面に特殊効果を与えます。
短所: エッチングに使用されるほとんどの腐食性液体 (酸、アルカリなど) は環境に悪影響を及ぼします。
Anebon Metal Products LimitedではCNC機械加工、ダイカスト、板金加工サービスを提供しておりますので、お気軽にお問い合わせください。
Tel: +86-769-89802722 E-mail: info@anebon.com URL: www.anebon.com
投稿時間: 2022 年 4 月 8 日