
ノギスやマイクロメーターとCNC業界の関係を理解していますか?
ノギスとマイクロメーターはどちらも、正確な寸法測定のために CNC 業界で一般的に使用される精密測定ツールです。
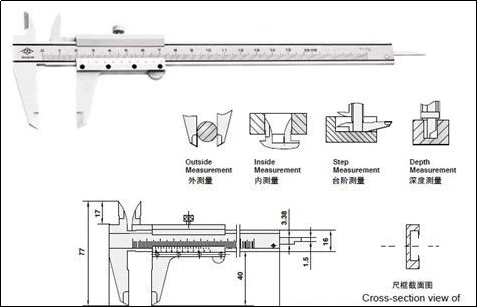
ノギスは、ノギス スケールまたはスライディング ノギスとも呼ばれ、物体の外形寸法 (長さ、幅、厚さ) を測定するために使用される手持ち式の測定器です。メインスケールとスライドバーニアスケールで構成されており、メインスケールの分解能を超えた正確な読み取りが可能です。
一方、マイクロメーターはより特殊化されており、非常に小さな距離を高精度で測定できます。直径、厚さ、深さなどの寸法を測定するために使用されます。マイクロメーターは、マイクロメートル (μm) または 1000 分の 1 ミリメートルで測定値を提供します。
CNC 業界では、正確な機械加工と製造プロセスを確保するために精度が非常に重要です。ノギスとマイクロメーターは、製品の品質管理、検査、精密測定に重要な役割を果たします。CNC機械加工部品。これにより、CNC オペレータや技術者は寸法を確認し、厳しい公差を維持し、CNC マシンが適切に機能することを確認できます。
CNC テクノロジーとノギスやマイクロメーターなどの精密測定ツールを組み合わせることで、生産プロセスを合理化し、効率を向上させ、高品質の CNC 加工コンポーネントを提供することができます。
ノギスの概要
ノギスは高精度の測定器として広く使用されており、主尺と主尺に取り付けられたスライドバーニアの2つの部分から構成されています。ノギスはノギスの目盛り値で分けると0.1mm、0.05mm、0.02mmの3種類に分かれます。
ノギスの読み方
目盛値0.02mmの精密ノギスを例にとると、読み取り方法は3つのステップに分けられます。
1) 補助スケールのゼロ線の左側にある主スケールの最も近いスケールに従ってミリメートル全体を読み取ります。
2) 補助目盛のゼロ線の右側にある主目盛の目盛に合わせて刻まれた線の数に応じて、0.02を乗じて小数点を読み取ります。
3) 上記の整数部分と小数部分を合計して、合計サイズを取得します。
0.02mmノギスの読み取り方法
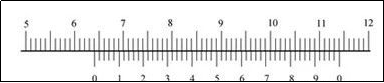
上図のように、副目盛の0線に面した主目盛の正面の目盛りは64mmで、副目盛の0線から9番目の線が主目盛の刻印線と一致します。
サブスケールの0行目の後の9行目は、0.02×9=0.18mmを意味します。
したがって、測定されたワークピースのサイズは次のようになります: 64+0.18=64.18mm
ノギスの使い方
ジョーを合わせて、副尺が本尺のゼロマークと合っているかどうかを確認します。位置が合っている場合は測定できます。位置が合っていない場合は、ゼロ誤差を記録する必要があります。バーニアのゼロ目盛り線は、定規本体のゼロ目盛り線の右側で正のゼロ誤差と呼ばれます。定規本体のゼロ目盛り線の左側のマイナスゼロ誤差をマイナスゼロ誤差といいます(この調整方法は数値軸の調整と一致しており、原点が右側にある場合は原点が正となり、原点が 上にある場合は負です 左)。
測定するときは、右手で定規本体を持ち、親指でカーソルを動かし、CNCアルミニウム部品測定対象物が外側の測定爪の間に位置するように左手で外径(または内径)を押し、測定爪にしっかりと密着すると下図のように読み取りができます。 :
CNC 加工サービスにおけるノギスの応用
ノギスは一般的な測定ツールとして、次の 4 つの用途に使用できます。
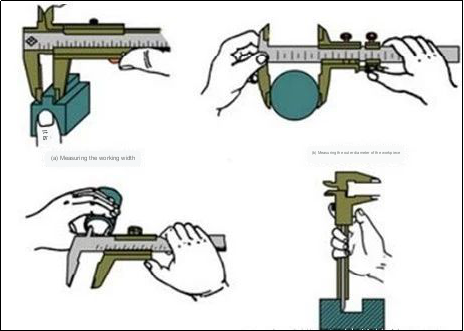
1) ワークの幅を測定します
2) ワークの外径を測定します
3) ワークの内径を測定します。
4) ワークの深さを測定します
これら 4 つの側面の具体的な測定方法を次の図に示します。
ノギスの応用分野CNC 加工サービス
ノギスは一般的な測定ツールとして、次の 4 つの用途に使用できます。
1) ワークの幅を測定します
2) ワークの外径を測定します
3) ワークの内径を測定します。
4) ワークの深さを測定します
これら 4 つの側面の具体的な測定方法を次の図に示します。
使用上の注意
ノギスは比較的精密な測定器ですので、使用する際には次の点に注意してください。
1. 使用前に、2 つのクリップ足の測定面をきれいにし、2 つのクリップ足を閉じ、補助定規の 0 線が主定規の 0 線と一致しているかどうかを確認します。そうでない場合は、元の誤差に従って測定値を補正する必要があります。
2. ワークを測定するとき、クランプフットの測定面はワーク表面に対して平行または垂直であり、傾いてはなりません。また、測定精度に影響を与えるクリップの足の変形や摩耗を防ぐために、力が大きすぎないように注意してください。 3. 読み取るときは、視線がスケール面に対して垂直である必要があります。そうしないと、測定値が不正確になります。
4. 内径を測定するときは、軽く振って最大値を求めます。
5. 使い終わったノギスは丁寧に拭き、保護油を塗布してカバーに平らに置きます。錆びたり曲がったりした場合に。
スパイラルマイクロメーターはマイクロメーターとも呼ばれ、精密な測定ツールです。以下にスパイラルマイクロメータの原理、構造、使い方について説明します。
スパイラルマイクロメーターとは何ですか?
スパイラルマイクロメーターはマイクロメーター、スパイラルマイクロメーター、センチメートルカードとも呼ばれ、ノギスよりも正確に長さを測定できるツールです。 0.01mmまで正確に長さを測定でき、測定範囲は数センチメートルです。
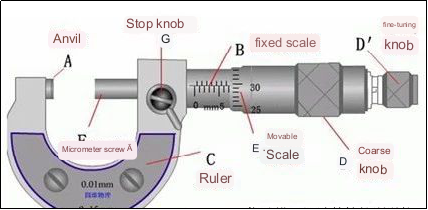
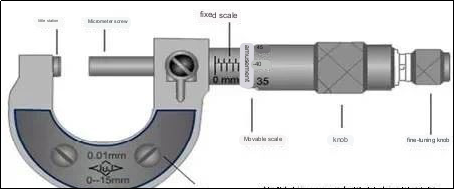
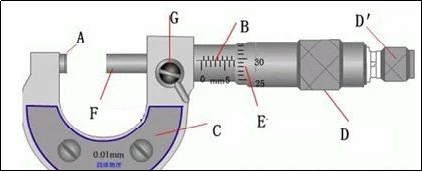
スパイラルマイクロメーターの構造
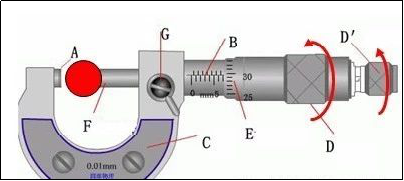
以下はスパイラルマイクロメーターの構造の概略図です。
ネジマイクロメータの動作原理
ねじマイクロメータは、ねじがナット内で1回転すると、ねじが回転軸方向に1ピッチずつ進退するというねじ増幅の原理で作られています。したがって、軸に沿って移動したわずかな距離を円周上の読み取り値で表すことができます。
ねじマイクロメータの精密ねじのピッチは0.5mm、可動目盛は50等分目盛です。可動スケールが1回転するとマイクロメータネジは0.5mm進退できますので、小目盛を1回転させるとマイクロネジが0.5/50=0.01mm進退することを計測することに相当します。可動スケールの細かい目盛りが0.01mmを表していることがわかり、ネジマイクロメーターは0.01mmまでの精度が得られます。 1000分の1ミリ単位で読み取ることができるので、マイクロメーターとも呼ばれます。
スパイラルマイクロメーターの使い方
当社は、お客様が高効率測定のためにデータ収集機器をスパイラル マイクロメーターに接続するのを支援する場合、スパイラル マイクロメーターを作成する際に次のことを行うようにお客様に指導することがよくあります。
1. 使用前にゼロ点を確認してください。微調整ノブ D' をゆっくりと回して、測定ロッド (F) を測定アンビル (A) に接触させ、ラチェットの音が鳴るまで動かします。このとき、可動定規(可動スリーブ)のゼロ点と固定スリーブの基準線(長い横線)が彫刻線と一致していなければ誤差はゼロとなります。
2. 定規枠(C)を左手に持ち、右手で粗調整ノブDを回して測定棒FとアンビルAの距離が測定対象物より少し大きくなり、測定対象物を入れ、ラチェット音が鳴るまで保護ノブ D' を回して測定対象物をクランプします。固定ノブ G を回して測定ロッドを固定し、測定値を読み取ります。
ネジマイクロメータの読み取り方法
1. 最初に固定スケールを読み取ります
2. ハーフスケールを再度読み取り、ハーフスケール線が露出している場合は、0.5mm として記録します。半目盛り線が露出していない場合は 0.0mm として記録します。
3. 可動スケールを再度読み取り(概算に注意してください)、それを n×0.01mm として記録します。
4. 最終的な読み取り結果は固定目盛+半目盛+可動目盛となります。
スパイラルマイクロメータの読み取り結果は1000分の1mm単位まで正確であるため、スパイラルマイクロメータはマイクロメータとも呼ばれます。
スパイラルマイクロメーターの注意事項
1. 測定するときは、マイクロメータのネジが測定対象物に近づいたらノブの使用を止め、代わりに微調整ノブを使用して過度の圧力を避けるように注意してください。これにより、測定結果が正確になるだけでなく、保護もできます。ネジマイクロメーターです。
2. 読み取りの際は、固定目盛りの0.5mmを示す刻印線が露出していないか注意してください。
3. 読んでいると千の位に推定値があり、気軽に捨てられない。固定スケールのゼロ点と可動スケールのある目盛り線が一致しているだけでも、千の位も「0」と読み取ってください。
4. 小さなアンビルとマイクロメータのネジが近づくと、可動スケールのゼロ点と固定スケールのゼロ点が一致せず、ゼロ誤差が発生します。これを修正する必要があります。ゼロ誤差の値は、最終的な長さ測定値の読み取り値から削除する必要があります。
スパイラルマイクロメーターの正しい使い方とメンテナンス
• ゼロラインが正確かどうかを確認します。
• 測定時は、ワークの測定面をきれいに拭き取ってください。
• ワークピースが大きい場合は、V 字型の鉄または平らな板の上で測定する必要があります。
• 測定前に測定ロッドとアンビルをきれいに拭きます。
• 可動スリーブをねじ込む際にはラチェット装置が必要です。
• ゼロラインが変わらないように、裏蓋を緩めないでください。
・固定スリーブと可動スリーブの間に通常のエンジンオイルを入れないでください。
・使用後は油を拭き取り、乾燥した場所に専用箱に入れて保管してください。
アネボンの追求と企業目標は「常に顧客の要求を満たす」ことです。 Anebonは、顧客向けに高精度の押出プロファイル、CNC旋削アルミニウム部品、アルミニウムフライス加工部品をカスタマイズするのと同じように、古い見込み客と新しい見込み客の両方に向けて優れた最高品質の製品を確立し、スタイル、デザインし続け、顧客にとって双方にとって有利な見通しを実現します。 。アネボンは両手を広げて、興味のあるすべてのバイヤーに当社のウェブサイトを訪問するか、詳細については直接当社に問い合わせるよう招待しました。
工場でカスタマイズされた中国CNCマシンとCNC彫刻機であるAnebonの製品はユーザーに広く認識され信頼されており、継続的に発展する経済的および社会的ニーズを満たすことができます。 Anebonは、将来のビジネス関係と相互の成功を実現するために、あらゆる分野の新旧の顧客を歓迎します。
投稿日時: 2023 年 7 月 3 日