
Megérti a geometriai tűrés alkalmazási körét a CNC megmunkálásban?
A geometriai tűrések megadása a CNC megmunkálás döntő szempontja, mivel ez biztosítja az alkatrészek pontos gyártását. A geometriai tűrések azok a változtatások, amelyek egy darabon lévő elem méretében, alakjában, tájolásában és elhelyezkedésében módosíthatók. Ezek az eltérések döntőek az alkatrész funkcionális teljesítménye szempontjából.
A geometriai tűrést a CNC megmunkálásban használják különféle alkalmazásokhoz.
Méretszabályozás:
A geometriai tűrések lehetővé teszik a megmunkált elemek méretének és dimenzióinak pontos szabályozását. Biztosítja, hogy minden alkatrész tökéletesen illeszkedjen és teljesítse a rendeltetésszerű funkcióját.
Űrlapvezérlés:
A geometriai tűrések biztosítják, hogy a megmunkált elemekhez a kívánt forma és kontúr elérje. Alapvető fontosságú az összeszerelendő alkatrészeknél, vagy amelyekhez speciális illesztési követelmények vonatkoznak.
Tájolásvezérlés:
A geometriai tűréseket az olyan jellemzők szögbeállításának szabályozására használják, mint a furatok, rések és felületek. Ez különösen fontos azoknál az alkatrészeknél, amelyek pontos beállítást igényelnek, vagy pontosan illeszkedniük kell más alkatrészekhez.
Geometriai tűrések:
A geometriai tűrések azok az eltérések, amelyek az elemen lévő jellemzők helyzetében tehetők. Biztosítja, hogy az alkatrész kritikus jellemzői pontosan egymáshoz képest helyezkedjenek el, lehetővé téve a megfelelő működést és összeszerelést.
Profilvezérlés:
A geometriai tűrések az általános alak és profil szabályozására szolgálnak összetett jellemzők, például ívek, kontúrok és felületek esetén. Ez biztosítja, hogy a megmunkált alkatrészek megfeleljenek a profilkövetelményeknek.
Koncentricitás és szimmetria szabályozása:
A geometriai tűréshatárok döntő szerepet játszanak a megmunkált jellemzők koncentrikusságának és szimmetriájának elérésében. Ez különösen fontos a forgó alkatrészek, például tengelyek, fogaskerekek és csapágyak összehangolásakor.
Futásvezérlés:
A geometriai tűrések megadják a forgás egyenességének és körkörösségének megengedett eltérésétcnc esztergált alkatrészek. Úgy tervezték, hogy biztosítsa a zökkenőmentes működést és csökkentse a vibrációt és a hibákat.
Ha a gyártás során nem értjük a geometriai tűréseket a rajzokon, akkor a feldolgozási elemzés leáll, és a feldolgozás eredménye akár komoly is lehet. Ez a táblázat egy 14 elemből álló nemzetközi szabványos geometriai tűrésjelet tartalmaz.
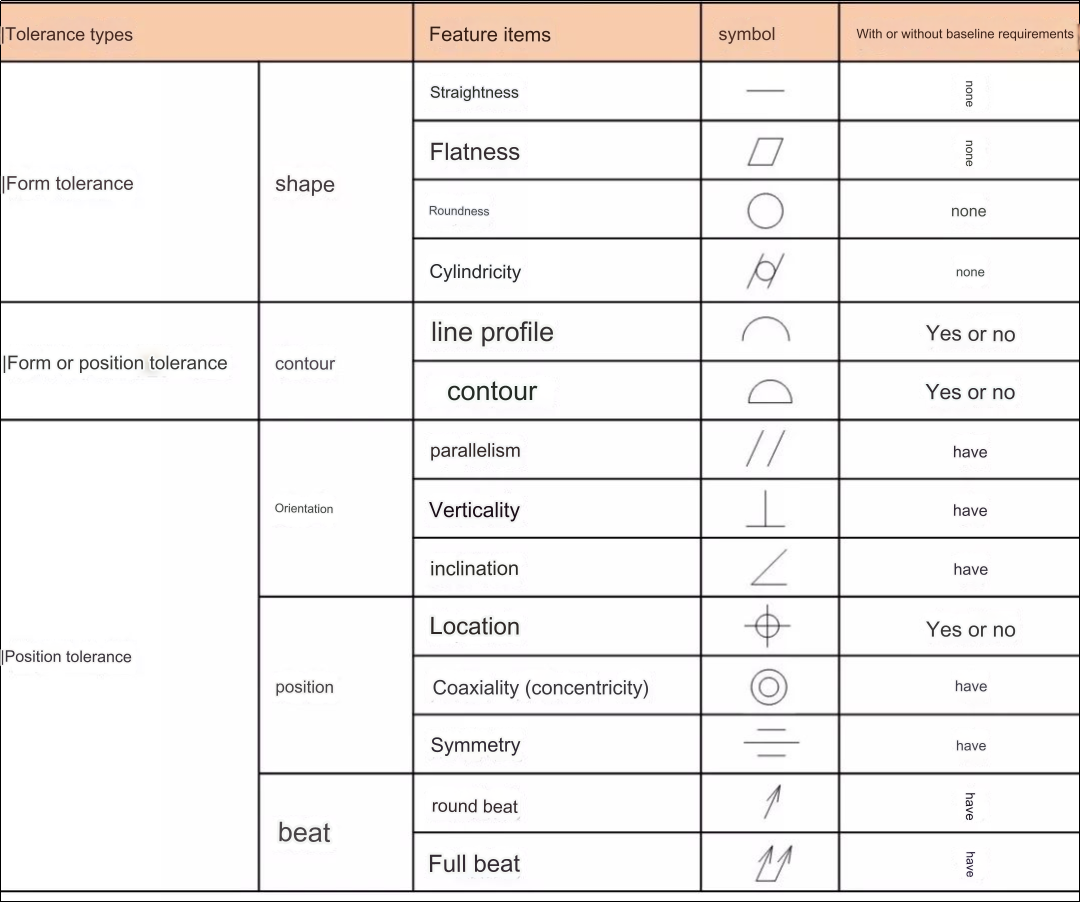
1. Egyenesség
Az egyenesség az alkatrész azon képessége, hogy ideális egyenest tartson fenn. Az egyenességi tűrés egy tényleges egyenes maximális eltérése az ideális vonaltól.
1. példa:A tűrési zónának egy síkban két párhuzamos, 0,1 mm távolságú egyenes között kell lennie.
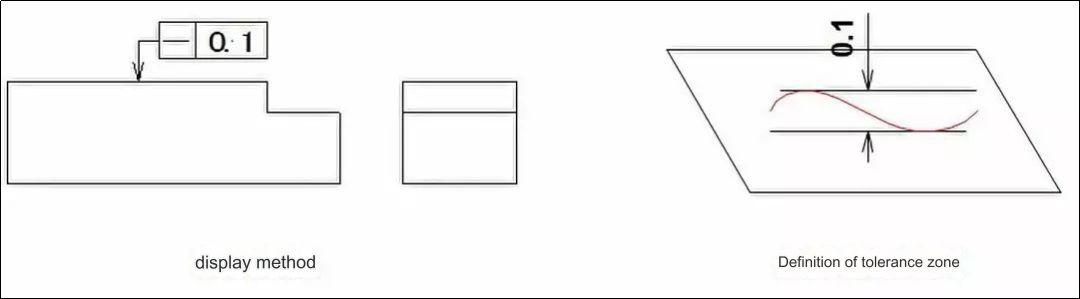
2. példa:Ha a tűrésértékhez hozzáadja a Ph szimbólumot, akkor annak egy 0,08 mm átmérőjű hengeres felület területén kell lennie.
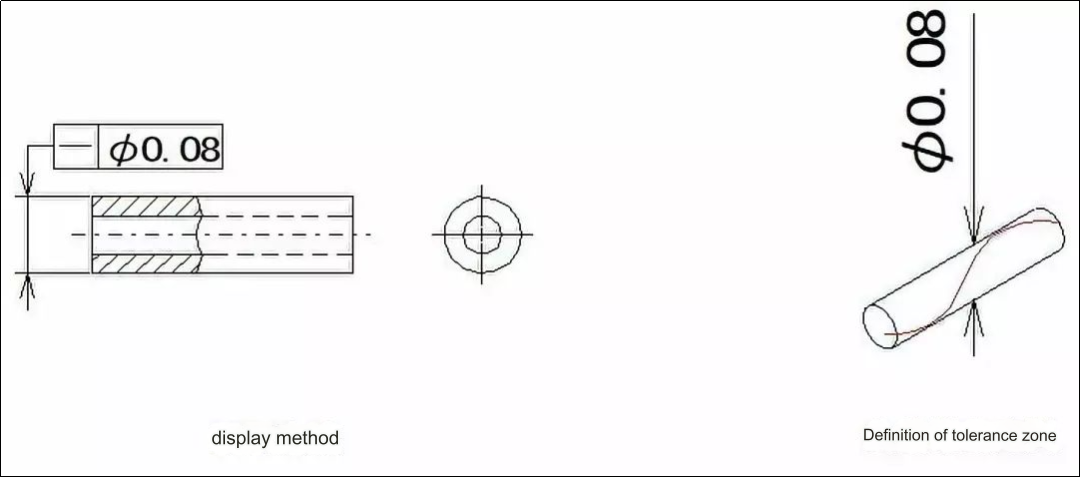
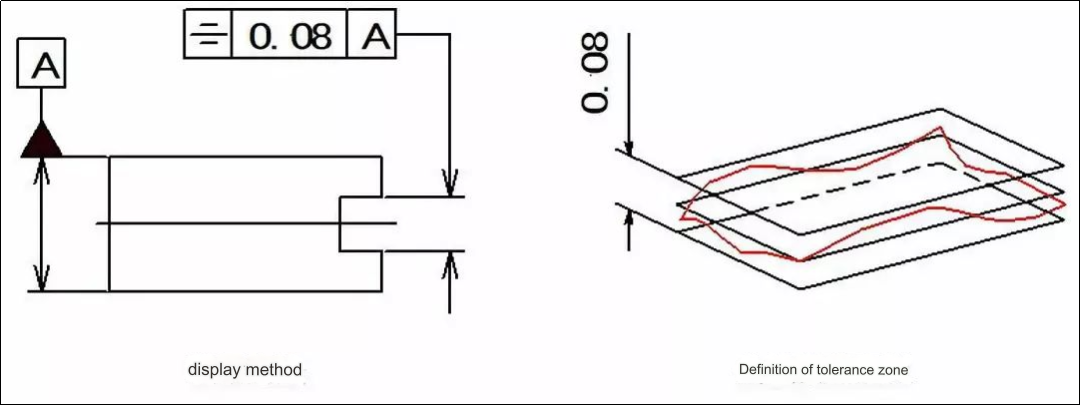
2. Laposság
A laposság (más néven laposság) az az állapot, amelyben egy alkatrész ideális síkot tart. A simasági tűrés az ideális felület és a tényleges felület között tehető legnagyobb eltérés mértéke.
Például a tűrészóna az egymástól 0,08 mm-re lévő párhuzamos síkok közötti tér.
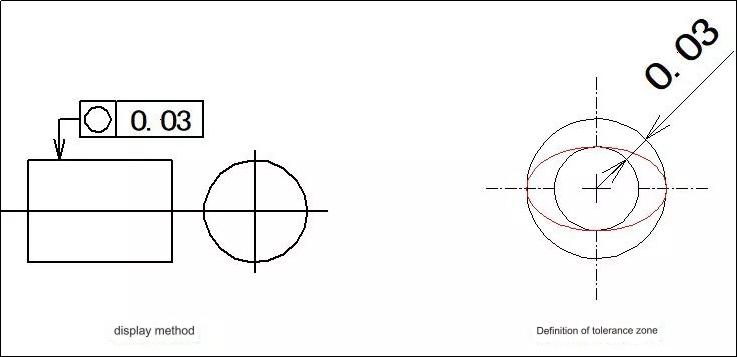
3. Kerekség
Az alkatrész kereksége a középpont és a tényleges alak közötti távolság. A kerekségi tűrés a tényleges köralak maximális eltérése az ideális köralaktól ugyanazon a keresztmetszeten.
Példa:A tűrészónának ugyanazon a normál szakaszon kell lennie. A sugárkülönbség a két koncentrikus gyűrű közötti távolság, 0,03 mm tűréssel.
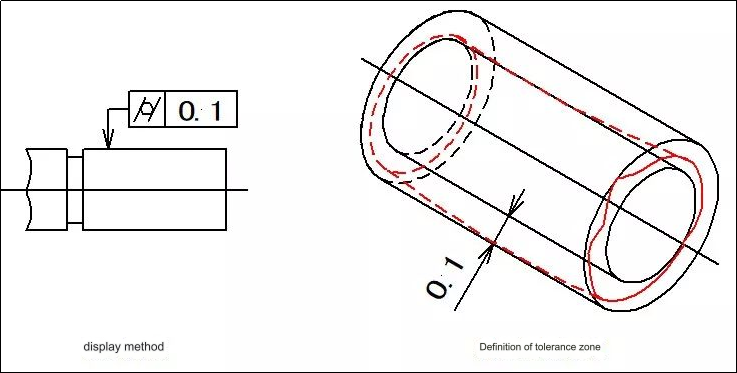
4. Hengeresség
A „hengeresség” kifejezés azt jelenti, hogy az alkatrész hengeres felületének pontjai egyenlő távolságra vannak a tengelyétől. A tényleges hengerfelület és az ideális henger közötti maximális megengedett eltérést hengerességi tűrésnek nevezzük.
Példa:A tűrészóna a 0,1 mm-es sugárkülönbséggel rendelkező koaxiális hengeres felületek közötti terület.
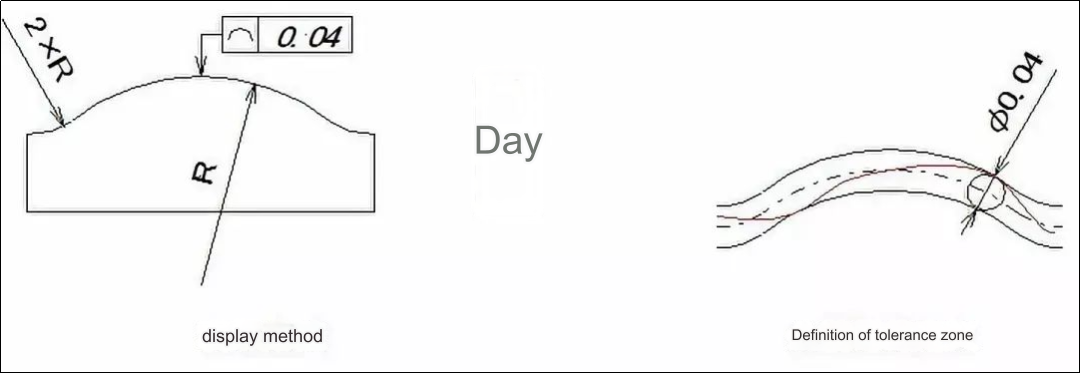
5. Vonalkontúr
A vonalprofil az az állapot, amikor bármely görbe alakjától függetlenül megtartja az ideális alakot az alkatrész adott síkjában. A vonalprofil tűrése a nem körkörös ívek kontúrjában tehető variáció.
Például, a tűrészóna két olyan boríték közötti tér, amely 0,04 mm átmérőjű soros köröket tartalmaz. A körök középpontjai geometriailag helyes alakzatú vonalakon vannak.
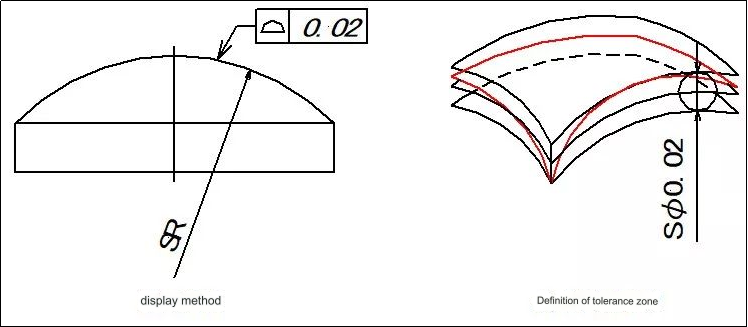
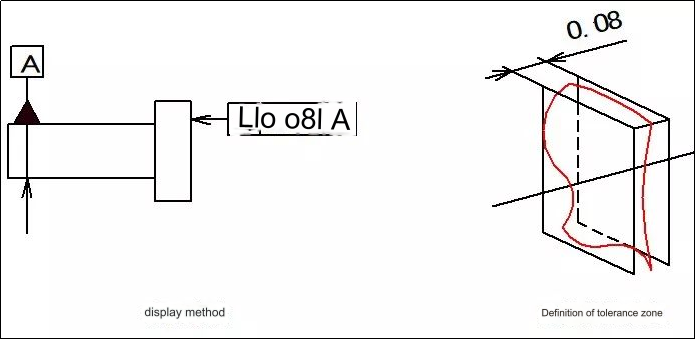
6. Felületi kontúr
A felületi kontúr az az állapot, amikor egy alkatrész tetszőleges alakú felülete megtartja ideális formáját. A felületi kontúrtűrés egy nem kör alakú felület kontúrvonala és ideális kontúrfelülete közötti különbség.
Például:A tűrési zóna két borítékvonal között helyezkedik el, amelyek egy sor 0,02 mm átmérőjű golyót vesznek körül. Minden golyó közepének geometriailag helyes alakzat felületén kell lennie.
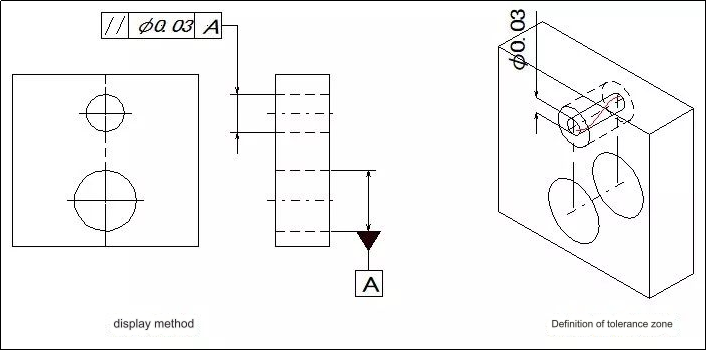
7. Párhuzamosság
A párhuzamosság foka egy olyan kifejezés, amely azt a tényt írja le, hogy az alkatrészen lévő elemek egyenlő távolságra vannak a nullaponttól. A párhuzamossági tűrés az a maximális eltérés, amely a mérendő elem ténylegesen fekvő iránya és a nullaponttal párhuzamos ideális irány között tehető.
Példa:Ha hozzáadja a Ph szimbólumot a tűrésérték elé, akkor a tűrészóna a henger felületén belül lesz, Ph0,03 mm referenciaátmérővel.
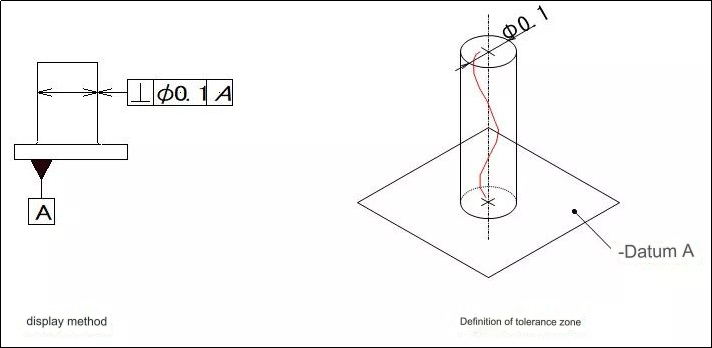
Az ortogonalitás mértéke, más néven merőlegesség két elem között azt jelzi, hogy az alkatrészen mért elem a nullaponthoz képest a megfelelő 90°-ot tartja. A függőlegességi tűrés a legnagyobb eltérés a jellemző tényleges mérési iránya és a nullpontra merőleges irány között.
1. példa:A tűrés zóna merőleges lesz a hengeres felületre és 0,1 mm-es nullapontra, ha a Ph jelzés megjelenik előtte.
2. példa:A tűrési zónának két párhuzamos sík között kell lennie, egymástól 0,08 mm-re, és merőlegesen a nullapontvonalra.
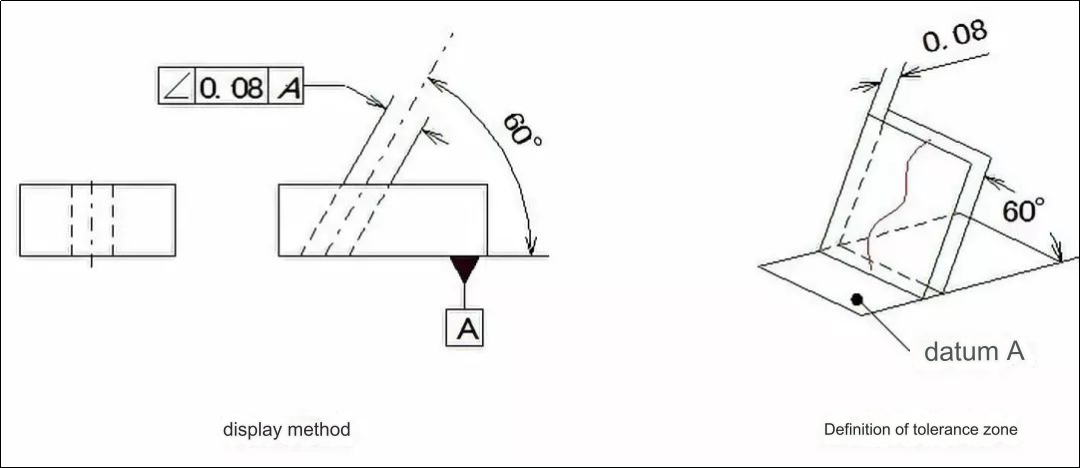
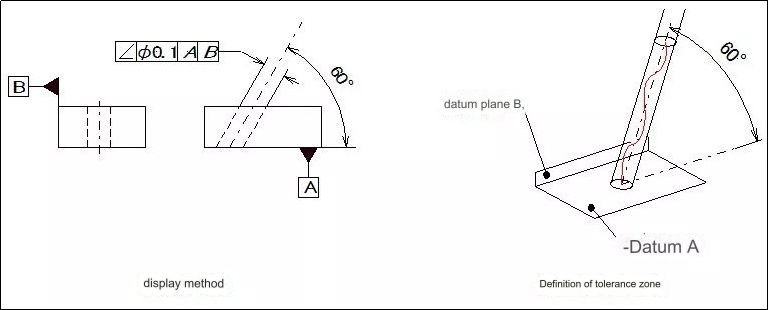
9. Hajlás
A dőlés az a feltétel, hogy két elemnek meg kell tartania egy bizonyos szöget a relatív orientációjában. A lejtőtűrés a mérendő jellemző tájolása és az ideális tájolás között megengedhető eltérés mértéke, a nullaponthoz képest bármely szögben.
1. példa:A mért sík tűrészónája a két párhuzamos sík közötti terület, amelyek tűrése 0,08 mm, és a nullapontsíkkal elméletileg 60 fokos szöget zár be.
2. példa:Ha hozzáadja a Ph szimbólumot a tűrésértékhez, akkor a tűrés zónának egy 0,1 mm átmérőjű hengeren belül kell lennie. A tűrészónának párhuzamosnak kell lennie az A síkkal, merőlegesen a B nullapontra, és 60 fokos szöget zár be az A nullaponthoz képest.
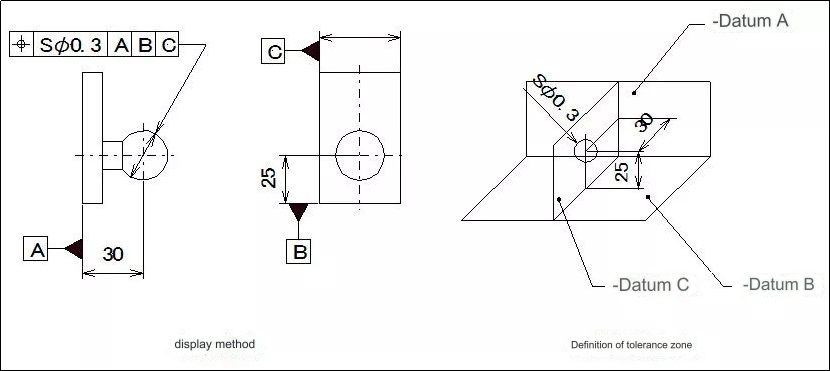
10. Helyszín
A pozíció a pontok, felületek, vonalak és egyéb elemek ideális helyzetükhöz viszonyított pontossága. A pozíciótűrés az a maximális eltérés, amely a tényleges pozícióban megengedhető az ideális pozícióhoz képest.
Például, amikor az SPh jelölést hozzáadjuk a tűrésterülethez, a tűrés a 0,3 mm átmérőjű golyó belseje. A labda tűréshatárának középpontja elméletileg a megfelelő méretű, az A, B és C nullapontjaihoz képest.
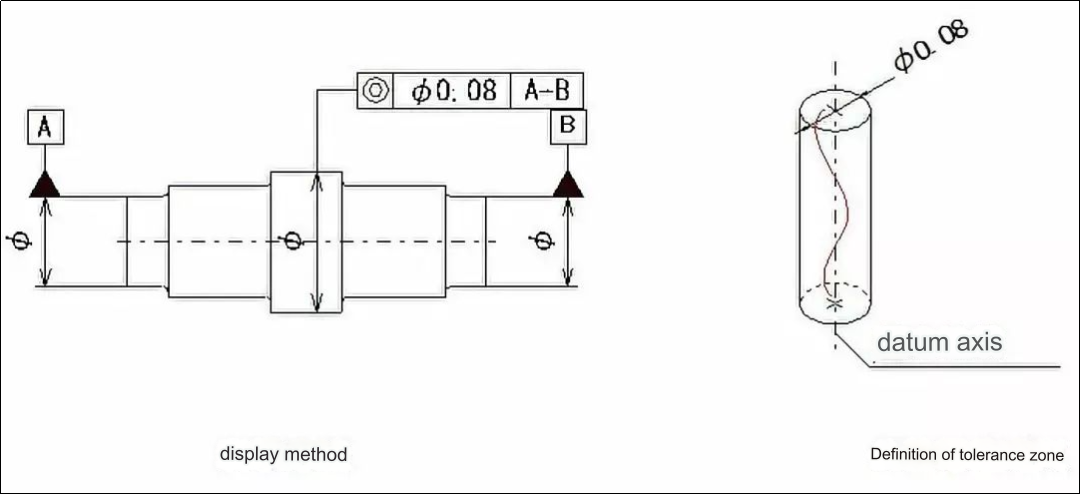
11. Koaxialitás (koncentricitás).
A koaxialitás kifejezés azt a tényt írja le, hogy az alkatrész mért tengelye ugyanabban az egyenesben marad a referenciatengelyhez képest. A koaxialitás tűrése az a változás, amely a tényleges tengely és a referenciatengely között tehető.
Például:A tűrés zóna, ha a tűrés értékkel van jelölve, két 0,08 mm átmérőjű henger közötti tér. A kör alakú tűrészóna tengelye egybeesik a nullaponttal.
12. Szimmetria
A szimmetriatűrés a szimmetria középsíkjának (vagy középvonalának, tengelyének) az ideális szimmetriasíktól való maximális eltérése. A szimmetriatűrés az aktuális jellemző szimmetria-középsíkjának vagy középvonalának (tengelyének) az ideális síktól való maximális eltérése.
Példa:A tűrési zóna két párhuzamos egyenes vagy sík közötti tér, amelyek 0,08 mm-re vannak egymástól, és szimmetrikusan igazodnak a nullapontsíkhoz vagy a középvonalhoz.
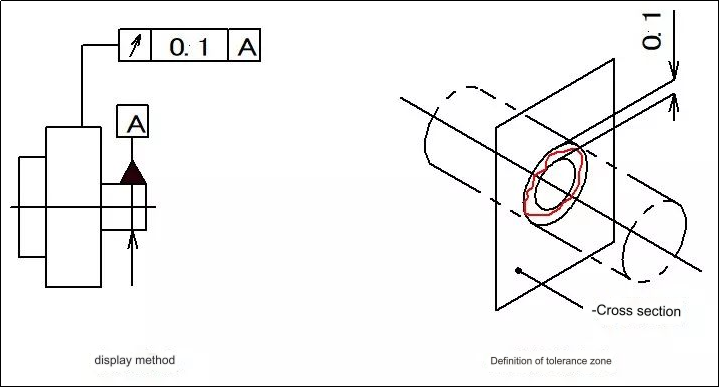
13. Circle Beat
A körkörös kifutás kifejezés arra utal, hogy az alkatrészen lévő fordulat felülete a nullapontsíkhoz képest rögzített marad egy korlátozott mérési síkon belül. A körkörös kifutásra vonatkozó maximális tűrés egy korlátozott mérési tartományban megengedett, amikor a mérendő elem tengelyirányú mozgás nélkül teljes körforgást végez a referenciatengely körül.
1. példa:A tűrészóna a 0,1 mm-es sugárkülönbségű koncentrikus körök és az ugyanazon a nullapontsíkon elhelyezkedő középpontjai közötti terület.
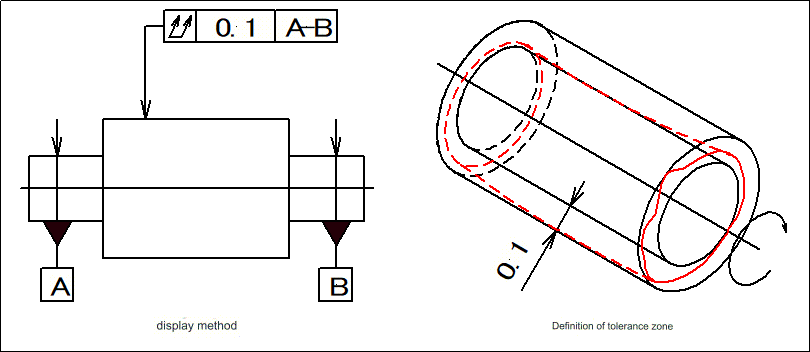
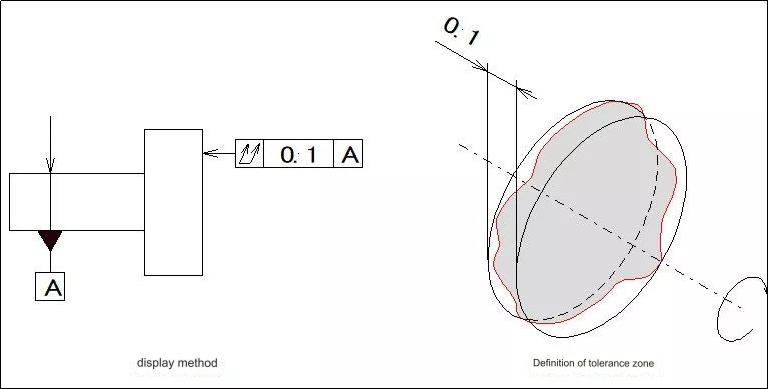
14. Full Beat
A teljes kifutás a mért rész felületén bekövetkező teljes kifutás, amikor az folyamatosan forog a referenciatengely körül. A teljes kifutási tolerancia a maximális kifutás, amikor az elemet mérik, miközben az folyamatosan forog a nullapont tengelye körül.
1. példa:A tűrészóna a két hengeres felület közötti terület, amelynek sugara 0,1 mm-es eltérést mutat, és a nullaponttal egytengelyűek.
2. példa:A tűrészóna a nullapontra merőlegesen 0,1 mm-es sugárkülönbséggel rendelkező párhuzamos síkok közötti terület.
Milyen hatással van a digitális tolerancia a CNC megmunkálású alkatrészekre?
Pontosság:
A digitális tűrés garantálja, hogy a megmunkált alkatrészek méretei a megadott határokon belül vannak. Lehetővé teszi olyan alkatrészek gyártását, amelyek megfelelően illeszkednek egymáshoz és rendeltetésszerűen működnek.
Következetesség:
A digitális tűrés lehetővé teszi a több rész közötti összhangot a méret- és alakváltozások szabályozásával. Ez különösen fontos azoknál az alkatrészeknél, amelyeknek cserélhetőnek kell lenniük, vagy amelyeket olyan folyamatokban használnak, mint például az összeszerelés, ahol egységességre van szükség.
Illesztés és összeszerelés
A digitális tolerancia célja az alkatrészek helyes és zökkenőmentes összeszerelése. Megakadályozza az olyan problémákat, mint az interferencia, a túlzott hézagok, az eltolódások és az alkatrészek közötti kötés.
Teljesítmény:
A digitális tűrés precíz, és lehetővé teszi a teljesítmény szabványoknak megfelelő alkatrészek gyártását. A digitális tolerancia kulcsfontosságú az olyan iparágakban, mint a repülőgépipar és az autóipar, ahol a szűk tűrések számítanak. Biztosítja, hogy az alkatrészek funkcionálisan optimálisak legyenek, és megfeleljenek a szigorú minőségi előírásoknak.
Költségoptimalizálás
A digitális tolerancia fontos a pontosság, a költség és a teljesítmény közötti megfelelő egyensúly megtalálásához. A tűréshatárok gondos meghatározásával a gyártók elkerülhetik a túlzott precizitást, ami növelheti a költségeket a funkcionalitás és a teljesítmény megőrzése mellett.
Minőségellenőrzés:
A digitális tolerancia szigorú minőség-ellenőrzést tesz lehetővé azáltal, hogy olyan specifikációkat biztosít, amelyek a mérés és az ellenőrzés során egyértelműekmegmunkált alkatrészek. Lehetővé teszi a tűréshatároktól való eltérések korai felismerését. Ez biztosítja az állandó minőséget és az időben történő korrekciókat.
Tervezési rugalmasság
A tervezők nagyobb rugalmassággal rendelkeznek a tervezés soránmegmunkált alkatrészekdigitális toleranciával. A tervezők megadhatják a tűréseket az elfogadható határok és eltérések meghatározásához, miközben biztosítják a szükséges funkcionalitást és teljesítményt.
Az Anebon könnyedén kínál kiváló minőségű megoldásokat, versenyképes értéket és a legjobb ügyfélvállalatot. Az Anebon úti célja: „Nehézséggel jössz ide, mi pedig elvihető mosolyt biztosítunk” a jó nagykereskedők számára, precíziós alkatrész CNC megmunkáló kemény krómozott hajtómű, a kölcsönös előnyök kisvállalkozási elvének betartásával most az Anebon jó hírnevet szerzett vásárlók a legjobb cégeink, minőségi áruink és versenyképes árkategóriáink miatt. Az Anebon szeretettel várja az otthoni és a tengerentúli vásárlókat, hogy együttműködjenek velünk a közös eredmények érdekében.
Jó nagykereskedelmi forgalmazók Kínában megmunkált rozsdamentes acél, precíziós 5 tengelyes megmunkálási alkatrész éscnc marásszolgáltatások. Az Anebon fő célja, hogy ügyfeleit világszerte jó minőséggel, versenyképes áron, elégedett szállítással és kiváló szolgáltatásokkal lássa el. Ügyfeleink elégedettsége a fő célunk. Szeretettel várjuk bemutatótermünkben és irodánkban. Anebon már alig várja, hogy üzleti kapcsolatot létesítsen veled.
Ha többet szeretne tudni, kérjük lépjen kapcsolatbainfo@anebon.com
Feladás időpontja: 2023. november 17