
ઉદ્યોગના સભ્ય તરીકે, શું તમે ખરેખર વિવિધ સામગ્રી માટે વિવિધ સપાટીની સારવાર વચ્ચેના તફાવતને સમજો છો?
વિવિધ સામાન્ય સપાટી સારવાર તકનીકો છે, જેમાં શામેલ છે પરંતુ આના સુધી મર્યાદિત નથી:
કોટિંગ:સપાટીને સુરક્ષિત કરવા, સૌંદર્ય શાસ્ત્રમાં સુધારો કરવા, કાટને રોકવા અથવા ચોક્કસ કાર્યક્ષમતા વધારવા માટે સામગ્રીનો પાતળો પડ (જેમ કે પેઇન્ટ, દંતવલ્ક અથવા ધાતુ) લગાવવો.
પ્લેટિંગ:ઇલેક્ટ્રોપ્લેટિંગમાં કાટ પ્રતિકાર, વાહકતા અથવા દેખાવને સુધારવા માટે સબસ્ટ્રેટની સપાટી પર ધાતુના પાતળા સ્તરને જમા કરાવવાનો સમાવેશ થાય છે.
ગરમીની સારવાર:ધાતુઓના માઇક્રોસ્ટ્રક્ચર અને ગુણધર્મોને બદલવા માટે નિયંત્રિત ગરમી અને ઠંડક પ્રક્રિયાઓ લાગુ કરવી, જેમ કે કઠિનતા, શક્તિ અથવા નરમાઈમાં સુધારો કરવો.
સપાટીની સફાઈ અને તૈયારી:સપાટી પરથી અશુદ્ધિઓ, દૂષકો અથવા ઓક્સિડેશન સ્તરોને દૂર કરવા માટે કોટિંગ્સ અથવા અન્ય સપાટીની સારવારની યોગ્ય સંલગ્નતા અને બંધન સુનિશ્ચિત કરવું.
સપાટી ફેરફાર:આયન ઇમ્પ્લાન્ટેશન, સરફેસ એલોયિંગ અથવા લેસર ટ્રીટમેન્ટ જેવી ટેકનીકનો ઉપયોગ સપાટીની રચના અથવા બંધારણમાં ફેરફાર કરવા માટે કરવામાં આવે છે જેથી કઠિનતા, વસ્ત્રો પ્રતિકાર અથવા રાસાયણિક જડતા જેવા ગુણધર્મોને વધારવામાં આવે છે.
સપાટીની રચના:પકડ સુધારવા, ઘર્ષણ ઘટાડવા અથવા સૌંદર્યલક્ષી દેખાવને વધારવા માટે સપાટી પર ચોક્કસ પેટર્ન, ગ્રુવ્સ અથવા ટેક્સચર બનાવવું.
વ્યાખ્યા:
સરફેસ ટ્રીટમેન્ટ એ વિવિધ યાંત્રિક, ભૌતિક અને રાસાયણિક ગુણધર્મો ધરાવતા આધાર પર સપાટીની સામગ્રીનો સ્તર બનાવવાની પ્રક્રિયા છે.
હેતુ:
સપાટીની સારવાર ઘણીવાર ઉત્પાદનની કાર્યક્ષમતાને સુધારવા માટે કરવામાં આવે છે, જેમ કે કાટ પ્રતિકાર, ટકાઉપણું અથવા સુશોભન. સપાટીની સારવાર યાંત્રિક ગ્રાઇન્ડીંગ, સપાટીની ગરમીની સારવાર, સપાટી છંટકાવ અને રાસાયણિક સારવાર દ્વારા કરવામાં આવે છે. સરફેસ ટ્રીટમેન્ટમાં વર્કપીસની સપાટીને સાફ કરવી, સાફ કરવું, ડીબરિંગ કરવું, ડીગ્રેઝ કરવું અને ડીસ્કેલિંગ કરવું શામેલ છે.
01. વેક્યુમ પ્લેટિંગ
—— વેક્યુમ મેટલાઈઝિંગ ——
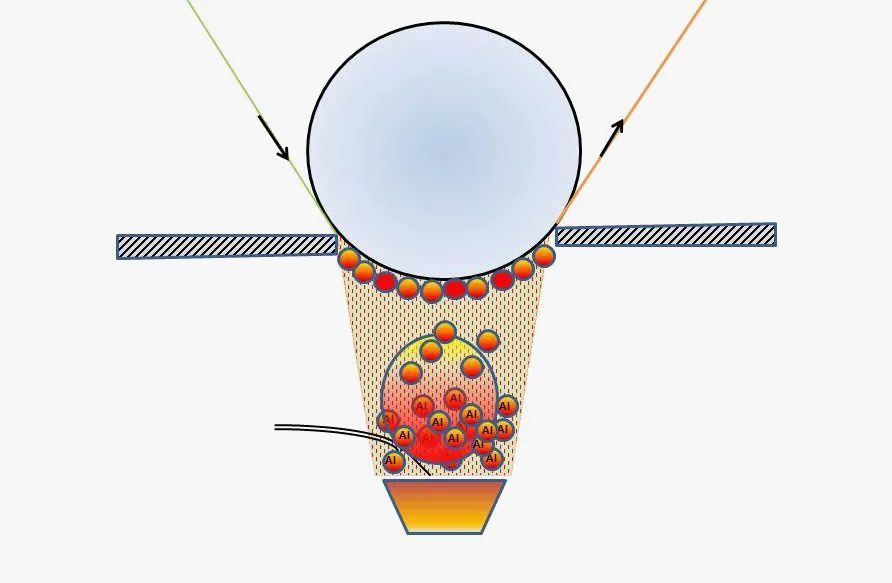
વેક્યુમ પ્લેટિંગ ભૌતિક પ્રક્રિયાના પરિણામે થાય છે. શૂન્યાવકાશમાં, આર્ગોન ઇન્જેક્ટ કરવામાં આવે છે અને પછી લક્ષ્યને હિટ કરે છે. લક્ષ્યને પછી પરમાણુઓમાં વિભાજિત કરવામાં આવે છે જે વાહક માલ દ્વારા શોષક હોય છે, એક સમાન, સરળ અનુકરણ ધાતુનું સ્તર બનાવે છે.
લાગુ સામગ્રી:
1. ધાતુઓ, કમ્પોઝીટ, સિરામિક્સ, કાચ અને નરમ અને સખત પ્લાસ્ટિક સહિતની સામગ્રીની વિશાળ શ્રેણી પર વેક્યૂમ પ્લેટિંગ શક્ય છે. એલ્યુમિનિયમ એ સૌથી સામાન્ય ઇલેક્ટ્રોપ્લેટિંગ સપાટી સારવાર છે, ત્યારબાદ તાંબુ અને ચાંદી આવે છે.
2. કુદરતી સામગ્રીને વેક્યૂમ પ્લેટેડ કરી શકાતી નથી કારણ કે તેમની ભેજ શૂન્યાવકાશ વાતાવરણમાં દખલ કરશે.
પ્રક્રિયાની કિંમત:
વેક્યૂમ પ્લેટિંગમાં મજૂરીનો ખર્ચ ઘણો ઊંચો હોય છે કારણ કે વર્કપીસને છાંટવાની હોય છે અને પછી લોડ, અનલોડ અને ફરીથી સ્પ્રે કરવાની હોય છે. તે વર્કપીસ કેટલી જટિલ અને મોટી છે તેના પર પણ આધાર રાખે છે.
પર્યાવરણીય અસર:
વેક્યુમ ઇલેક્ટ્રોપ્લેટિંગ તેની પર્યાવરણીય અસરની દ્રષ્ટિએ છંટકાવ જેવું જ છે.
02. ઇલેક્ટ્રોપોલિશિંગ
—— ઈલેક્ટ્રોપોલિશિંગ ——
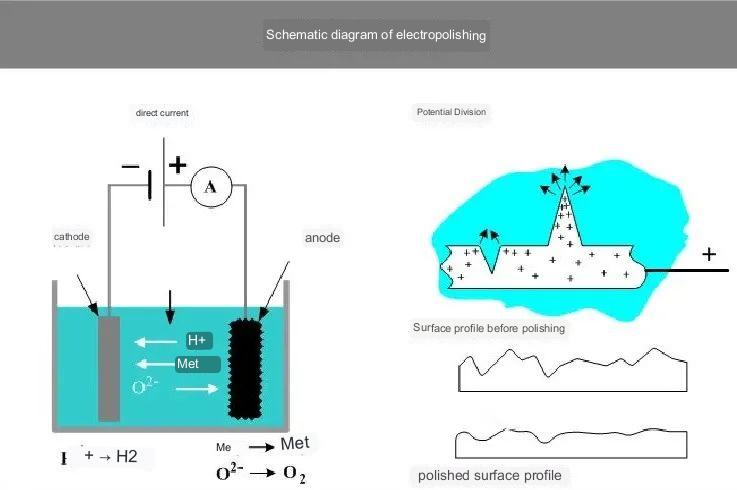
ઇલેક્ટ્રોપોલિશિંગ એ એક ઇલેક્ટ્રોકેમિકલ પ્રક્રિયા છે જેમાં ઇલેક્ટ્રોલાઇટમાં ડૂબેલા વર્કપીસના અણુઓ આયનમાં રૂપાંતરિત થાય છે અને ઇલેક્ટ્રિક પ્રવાહ પસાર થવાને કારણે સપાટી પરથી દૂર કરવામાં આવે છે, ત્યાંથી ઝીણા બર્સને દૂર કરવાની અને વર્કપીસની સપાટીની તેજસ્વીતા વધારવાની અસર પ્રાપ્ત થાય છે.
લાગુ સામગ્રી:
1. મોટાભાગની ધાતુઓ ઇલેક્ટ્રોલાઇટિકલી પોલિશ્ડ કરી શકાય છે, જેમાં સ્ટેનલેસ સ્ટીલની સપાટી પોલિશિંગનો સૌથી વધુ ઉપયોગ થાય છે (ખાસ કરીને ઓસ્ટેનિટિક ન્યુક્લિયર ગ્રેડ સ્ટેનલેસ સ્ટીલ માટે).
2. વિવિધ સામગ્રીઓ એક જ સમયે ઇલેક્ટ્રોપોલિશ કરી શકાતી નથી, અથવા તે જ ઇલેક્ટ્રોલિટીક દ્રાવકમાં પણ મૂકી શકાતી નથી.
પ્રક્રિયા ખર્ચ:
ઇલેક્ટ્રોલાઇટિક પોલિશિંગની સમગ્ર પ્રક્રિયા મૂળભૂત રીતે આપમેળે પૂર્ણ થાય છે, તેથી શ્રમ ખર્ચ ખૂબ ઓછો છે. પર્યાવરણીય અસર: ઇલેક્ટ્રોલિટીક પોલિશિંગમાં ઓછા હાનિકારક રસાયણોનો ઉપયોગ થાય છે. આખી પ્રક્રિયામાં થોડી માત્રામાં પાણીની જરૂર પડે છે અને તે ચલાવવામાં સરળ છે. વધુમાં, તે સ્ટેનલેસ સ્ટીલના ગુણધર્મોને લંબાવી શકે છે અને સ્ટેનલેસ સ્ટીલના કાટને વિલંબિત કરી શકે છે.
03. પેડ પ્રિન્ટીંગ પ્રક્રિયા
——પેડ પ્રિન્ટીંગ——
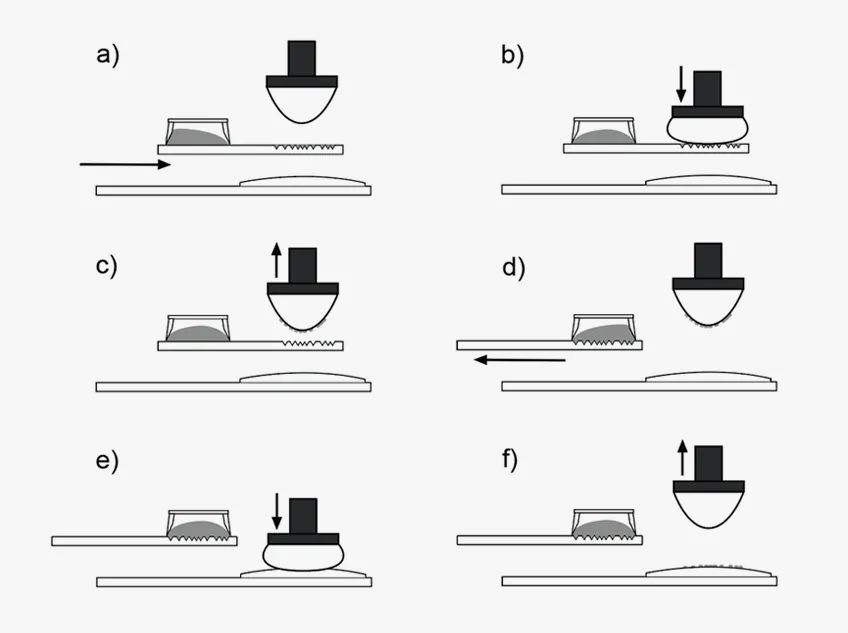
અનિયમિત આકારની વસ્તુઓની સપાટી પર લખાણ, ગ્રાફિક્સ અને ઈમેજીસ પ્રિન્ટ કરવામાં સક્ષમ બનવું હવે એક મહત્વપૂર્ણ વિશેષ પ્રિન્ટિંગ બની રહ્યું છે.
લાગુ સામગ્રી:
પૅડ પ્રિન્ટિંગનો ઉપયોગ લગભગ તમામ સામગ્રીઓ માટે થઈ શકે છે, સિવાય કે સિલિકોન પેડ્સ કરતાં નરમ સામગ્રી, જેમ કે PTFE.
પ્રક્રિયા ખર્ચ:
ઓછી મોલ્ડ કિંમત અને ઓછી મજૂરી કિંમત.
પર્યાવરણીય અસર: આ પ્રક્રિયા દ્રાવ્ય શાહી (જેમાં હાનિકારક રસાયણો હોય છે) સુધી મર્યાદિત હોવાથી, તેની પર્યાવરણીય અસર વધારે છે.
04. ગેલ્વેનાઇઝિંગ પ્રક્રિયા
—- ગેલ્વેનાઇઝિંગ —-
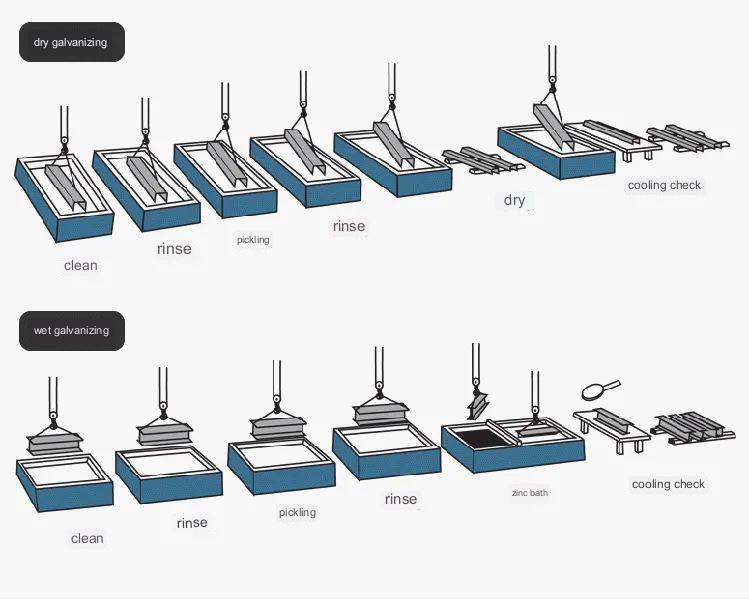
સરફેસ ટ્રીટમેન્ટ જે એલોય સ્ટીલ સામગ્રીની સપાટી પર ઝીંકના પાતળા સ્તરને લાગુ કરે છે. આ સૌંદર્ય શાસ્ત્ર માટે કરવામાં આવે છે, અને તેમાં એન્ટિ-રસ્ટ ગુણધર્મો પણ છે. સપાટી પર ઝીંક કોટિંગ ધાતુના કાટને રોકવા માટે ઇલેક્ટ્રોકેમિકલ સંરક્ષણ સ્તર તરીકે કાર્ય કરે છે. હોટ-ડીપ ગેલ્વેનાઇઝિંગ એ મુખ્ય પદ્ધતિનો ઉપયોગ થાય છે.
લાગુ સામગ્રી:
ગેલ્વેનાઇઝિંગ એ માત્ર સ્ટીલ અને આયર્ન માટે સપાટીની સારવાર છે.
પ્રક્રિયા ખર્ચ:
કોઈ ઘાટ ખર્ચ નથી. લઘુ ચક્ર/મધ્યમ શ્રમ ખર્ચ. ભાગની સપાટીની ગુણવત્તા મોટે ભાગે ગેલ્વેનાઇઝિંગ પહેલાં મેન્યુઅલ સપાટીની તૈયારી પર આધારિત છે.
ગેલ્વેનાઇઝિંગ પ્રક્રિયા પર્યાવરણ પર હકારાત્મક અસર કરે છે. તે આયુષ્યમાં વધારો કરે છેસીએનસી મિલ્ડ ભાગો40 થી 100 વર્ષ સુધી, અને તે કાટ અને કાટ અટકાવે છે. ગેલ્વેનાઈઝ્ડ ટુકડો તેની ગેલ્વેનાઈઝિંગ ટાંકીમાં પણ પરત કરી શકાય છે જ્યારે તે તેના ઉપયોગી જીવનના અંત સુધી પહોંચે છે. આનાથી કોઈ રાસાયણિક અથવા ભૌતિક કચરો ઉત્પન્ન થશે નહીં.
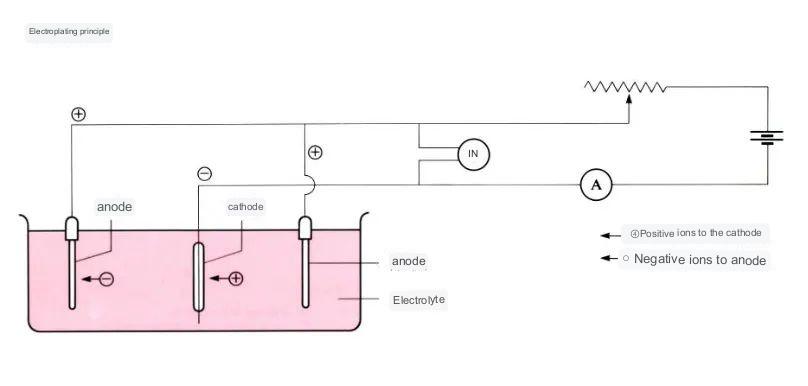
05. ઇલેક્ટ્રોપ્લેટિંગ પ્રક્રિયા
—- ઈલેક્ટ્રોપ્લેટિંગ —-
ઇલેક્ટ્રોપ્લેટિંગ એ વિદ્યુત વિચ્છેદન-વિશ્લેષણનો ઉપયોગ કરીને ભાગો પર ધાતુના પાતળા સ્તરને લાગુ કરવાની પ્રક્રિયા છે. આ કાટ પ્રતિકાર, વસ્ત્રો પ્રતિકાર, વાહકતા અને સૌંદર્ય શાસ્ત્રને સુધારવામાં મદદ કરે છે. ઘણા સિક્કાઓ તેમના બાહ્ય સ્તરો ઇલેક્ટ્રોપ્લેટેડ હોય છે. .
લાગુ સામગ્રી:
1. મોટાભાગની ધાતુઓ પર ઇલેક્ટ્રોપ્લેટિંગ શક્ય છે, પરંતુ પ્લેટિંગની શુદ્ધતા અને કાર્યક્ષમતા બદલાય છે. આમાં ટીન અને નિકલનો સમાવેશ થાય છે.
2. એબીએસ એ ઇલેક્ટ્રોપ્લેટિંગ માટે વપરાતું સૌથી સામાન્ય પ્લાસ્ટિક છે.
3. નિકલ ઝેરી અને ત્વચા માટે બળતરા છે. ઇલેક્ટ્રોપ્લેટેડ ઉત્પાદનોમાં તેનો ઉપયોગ કરી શકાતો નથી.
પ્રક્રિયા ખર્ચ:
કોઈ ઘાટની કિંમત નથી, પરંતુ ભાગોને ઠીક કરવા માટે ફિક્સરની જરૂર છે. સમયની કિંમત ધાતુના પ્રકાર અને તાપમાન પર આધારિત છે. શ્રમ ખર્ચ (મધ્યમ ઉચ્ચ) ચોક્કસ પ્લેટિંગ ભાગો પર આધાર રાખે છે. ચાંદીના વાસણો અને જ્વેલરી પ્લેટિંગને તેના દેખાવ અને ટકાઉપણાની ઉચ્ચ માંગને કારણે અત્યંત કુશળ કામદારોની જરૂર છે.
પર્યાવરણીય અસર:
ઇલેક્ટ્રોપ્લેટિંગ મોટી સંખ્યામાં ઝેરી પદાર્થોનો ઉપયોગ કરે છે, જેને પર્યાવરણીય અસર ઘટાડવા માટે વ્યાવસાયિક નિષ્કર્ષણ અને ડાયવર્ઝન જરૂરી છે.
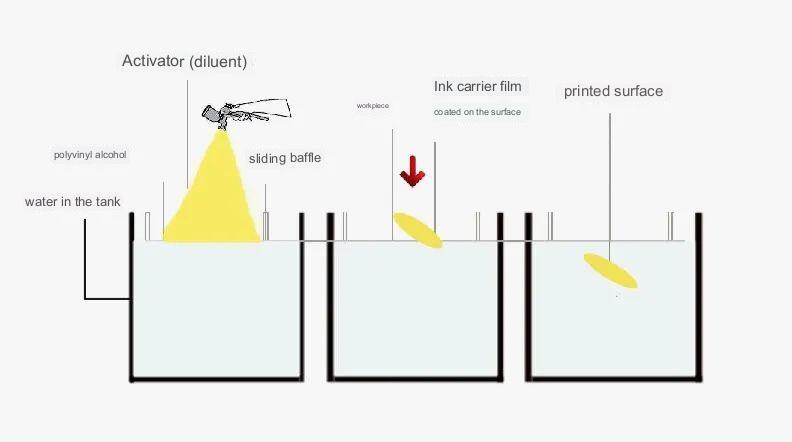
06. વોટર ટ્રાન્સફર પ્રિન્ટીંગ
—- હાઈડ્રો ટ્રાન્સફર પ્રિન્ટિંગ —-
પાણીના દબાણનો ઉપયોગ રંગની પેટર્નને સપાટી પરના ત્રિ-પરિમાણીય ઉત્પાદનો પર સ્થાનાંતરિત કરવા માટે થાય છે. વોટર ટ્રાન્સફર પ્રિન્ટીંગ વધુ લોકપ્રિય બન્યું છે કારણ કે લોકોને પેકેજીંગ અને સપાટીની સજાવટ માટે વધુ અપેક્ષાઓ હોય છે.
લાગુ સામગ્રી:
તમામ સખત સામગ્રી પર વોટર ટ્રાન્સફર પ્રિન્ટીંગ શક્ય છે. છંટકાવ માટે યોગ્ય સામગ્રી પણ આ પ્રકારની પ્રિન્ટીંગ માટે યોગ્ય છે. ઈન્જેક્શન મોલ્ડેડ અનેસીએનસી મેટલ ટર્નિંગ ભાગોસૌથી સામાન્ય છે.
પ્રક્રિયાની કિંમત: જ્યારે કોઈ ઘાટ ન હોય, ત્યારે ફિક્સરનો ઉપયોગ કરીને એકસાથે બહુવિધ ઉત્પાદનોને પાણી-ટ્રાન્સફર કરવું આવશ્યક છે. ચક્ર દીઠ જરૂરી સમય સામાન્ય રીતે 10 મિનિટથી વધુ હોતો નથી.
ઉત્પાદન છંટકાવ કરતાં પાણી ટ્રાન્સફર પ્રિન્ટિંગ વધુ પર્યાવરણને અનુકૂળ છે કારણ કે તે પ્રિન્ટિંગ પેઇન્ટને વધુ પ્રમાણમાં લાગુ કરે છે, આમ કચરો લિકેજ ઘટાડે છે.
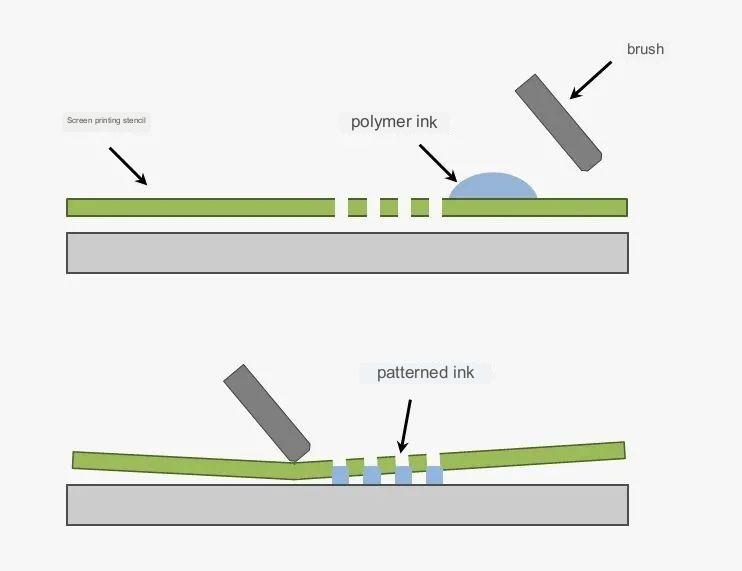
07. સ્ક્રીન પ્રિન્ટીંગ
—- સ્ક્રીન પ્રિન્ટિંગ —-
શાહીને ગ્રાફિક ભાગ પરના જાળી દ્વારા એક્સટ્રુઝન દ્વારા સબસ્ટ્રેટમાં સ્થાનાંતરિત કરવામાં આવે છે. આ મૂળના જેટલો જ ગ્રાફિક બનાવે છે. સ્ક્રીન પ્રિન્ટીંગ સાધનો વાપરવા માટે સરળ, પ્લેટ અને પ્રિન્ટ બનાવવા માટે સરળ અને ઓછા ખર્ચે છે.
પ્રિન્ટીંગ મટીરીયલ જે સામાન્ય રીતે ઉપયોગમાં લેવાય છે તેમાં કલર ઓઈલ પેઈન્ટીંગ્સ અને પોસ્ટર્સ, બિઝનેસ કાર્ડ અને બાઉન્ડ કવરનો સમાવેશ થાય છે.
લાગુ સામગ્રી:
સિરામિક્સ, ગ્લાસ, સિરામિક્સ અને મેટલ સહિત લગભગ કોઈપણ સામગ્રી પર સ્ક્રીન પ્રિન્ટિંગ કરી શકાય છે.
પ્રક્રિયા ખર્ચ:
મોલ્ડની કિંમત ઓછી છે પરંતુ તેમ છતાં સંખ્યાના રંગો પર આધાર રાખે છે કારણ કે દરેક રંગ પ્લેટ અલગથી બનાવવાની જરૂર છે. મલ્ટિ-કલરમાં પ્રિન્ટ કરતી વખતે મજૂરી ખર્ચ વધુ હોય છે.
પર્યાવરણીય અસર:
હળવા રંગો સાથે સ્ક્રીન પ્રિન્ટીંગ શાહી પર્યાવરણ પર ઓછી અસર કરે છે. જો કે, ફોર્માલ્ડીહાઈડ અને પીવીસી ધરાવતી શાહી હાનિકારક રસાયણો છે અને પાણીના પ્રદૂષણને ટાળવા માટે સમયસર રિસાયકલ અથવા નિકાલ થવો જોઈએ.
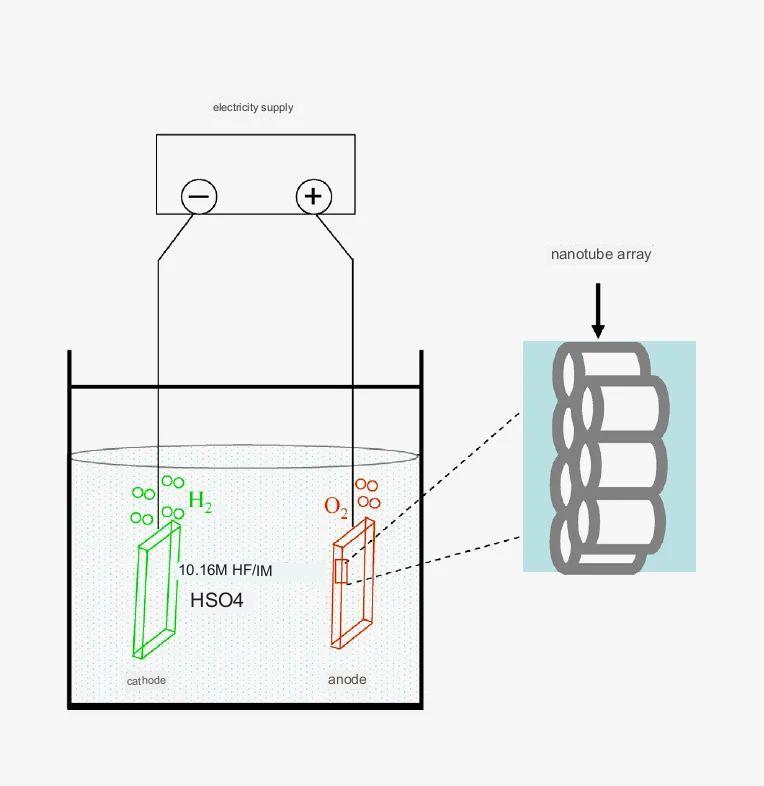
08. એનોડાઇઝિંગ
—— એનોડિક ઓક્સિડેશન ——
એલ્યુમિનિયમનું એનોડિક ઓક્સિડેશન મુખ્યત્વે એલ્યુમિનિયમ અને એલ્યુમિનિયમ એલોયની સપાટી પર Al2O3 (એલ્યુમિનિયમ ઓક્સાઇડ) ફિલ્મનું સ્તર બનાવવા માટે ઇલેક્ટ્રોકેમિકલ સિદ્ધાંત પર આધારિત છે. ઓક્સાઈડ ફિલ્મના આ સ્તરમાં રક્ષણ, સુશોભન, ઇન્સ્યુલેશન અને વસ્ત્રો પ્રતિકાર જેવી વિશેષ લાક્ષણિકતાઓ છે.
લાગુ સામગ્રી:
એલ્યુમિનિયમ, એલ્યુમિનિયમ એલોય અને અન્યસીએનસી મશીનિંગ એલ્યુમિનિયમ ભાગો
પ્રક્રિયા ખર્ચ: ઉત્પાદન પ્રક્રિયામાં, પાણી અને વીજળીનો વપરાશ ઘણો મોટો છે, ખાસ કરીને ઓક્સિડેશન પ્રક્રિયામાં. મશીનની ગરમીનો વપરાશ પાણીને ફરતા કરીને સતત ઠંડુ કરવાની જરૂર છે, અને ટન દીઠ પાવર વપરાશ ઘણીવાર 1000 ડિગ્રીની આસપાસ હોય છે.
પર્યાવરણીય અસર:
એનોડાઇઝિંગ ઊર્જા કાર્યક્ષમતાના સંદર્ભમાં ઉત્કૃષ્ટ નથી, જ્યારે એલ્યુમિનિયમ વિદ્યુત વિચ્છેદન-વિશ્લેષણના ઉત્પાદનમાં, એનોડ અસર વાયુઓ પણ ઉત્પન્ન કરે છે જે વાતાવરણીય ઓઝોન સ્તર પર નુકસાનકારક આડઅસરો ધરાવે છે.
09. મેટલ વાયર ડ્રોઇંગ
—— મેટલ વાયર્ડ ——
તે સપાટીની સારવાર પદ્ધતિ છે જે સુશોભન અસર પ્રાપ્ત કરવા માટે ઉત્પાદનને ગ્રાઇન્ડ કરીને વર્કપીસની સપાટી પર રેખાઓ બનાવે છે. વાયર ડ્રોઇંગ પછી વિવિધ ટેક્સચર અનુસાર, તેને આમાં વિભાજિત કરી શકાય છે: સીધા વાયર ડ્રોઇંગ, અસ્તવ્યસ્ત વાયર ડ્રોઇંગ, લહેરિયું અને ફરતી.
લાગુ સામગ્રી:
લગભગ તમામ મેટલ સામગ્રી મેટલ વાયર ડ્રોઇંગ પ્રક્રિયાનો ઉપયોગ કરી શકે છે.
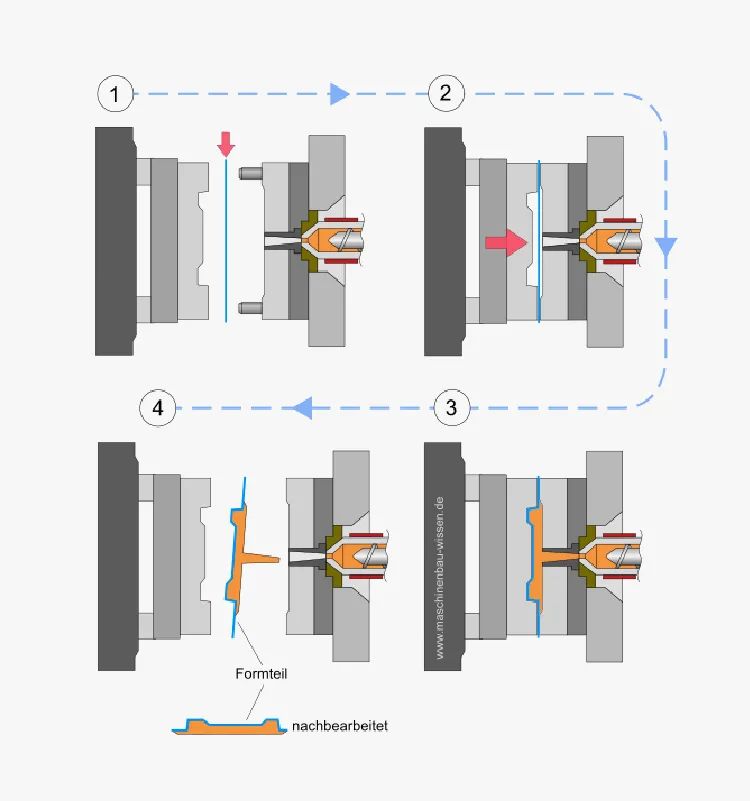
10. ઇન-મોલ્ડ ડેકોરેશન
—-ઈન-મોલ્ડ ડેકોરેશન-IMD —-
આ મોલ્ડિંગ પદ્ધતિમાં મેટલ મોલ્ડમાં પેટર્ન-પ્રિન્ટેડ મેટલ ડાયાફ્રેમ દાખલ કરવું, રેઝિનને મોલ્ડમાં દાખલ કરવું, ડાયાફ્રેમને એકસાથે જોડાવું અને અંતિમ ઉત્પાદન બનાવવા માટે રેઝિન અને પેટર્ન-પ્રિન્ટેડ મેટલ ડાયાફ્રેમને એકીકૃત કરવાનો સમાવેશ થાય છે.
લાગુ સામગ્રી:
પીલાસ્ટિક સપાટી
પ્રક્રિયા ખર્ચ:
માત્ર મોલ્ડનો એક સેટ ખોલવાની જરૂર છે. આ ખર્ચ અને શ્રમના કલાકો, ઉચ્ચ-સ્વચાલિત ઉત્પાદન, સરળ ઉત્પાદન પ્રક્રિયા, વન-ટાઇમ ઇન્જેક્શન મોલ્ડિંગ પદ્ધતિ ઘટાડી શકે છે, અને તે જ સમયે મોલ્ડિંગ અને સુશોભન બંને પ્રાપ્ત કરી શકે છે.
પર્યાવરણીય અસર:
ટેક્નોલોજી પર્યાવરણને અનુકૂળ અને લીલી છે અને પરંપરાગત ઈલેક્ટ્રોપ્લેટિંગ અને પેઇન્ટિંગના કારણે થતા પ્રદૂષણને ટાળે છે.
પ્રક્રિયા ખર્ચ:
પ્રક્રિયા પદ્ધતિ સરળ છે, સાધનસામગ્રી સરળ છે, સામગ્રીનો વપરાશ ખૂબ ઓછો છે, ખર્ચ પ્રમાણમાં ઓછો છે, અને આર્થિક લાભ વધુ છે.
પર્યાવરણીય અસર:
શુદ્ધ ધાતુના ઉત્પાદનો, સપાટી પર કોઈ રંગ અથવા કોઈપણ રાસાયણિક પદાર્થો નથી, 600 ડિગ્રી ઉચ્ચ તાપમાન બળતું નથી, ઝેરી વાયુઓ ઉત્પન્ન કરતું નથી, અગ્નિ સંરક્ષણ અને પર્યાવરણીય સુરક્ષા જરૂરિયાતોને પૂર્ણ કરે છે.
ઉત્પાદન બજાર અને ગ્રાહકોના ધોરણોને અનુરૂપ છે તેની ખાતરી કરવા માટે સુધારો કરવાનું ચાલુ રાખો. ABS પ્લાસ્ટિક ડ્રિલિંગ CNC મશીનિંગ ટર્નિંગ પાર્ટ સર્વિસ માટે ઉચ્ચ-ગુણવત્તાવાળા 2022 હોટ સેલ્સ પાર્ટ્સની ખાતરી કરવા માટે Anebon પાસે ગુણવત્તા નિયંત્રણ સિસ્ટમ છે, Anebon પર વિશ્વાસ કરો અને તમને ઘણા વધુ લાભો મળશે. કૃપા કરીને વધુ માહિતી માટે અમારો સંપર્ક કરવા માટે સમય કાઢો, Anebon તમને આખા દિવસ દરમિયાન અમારા સંપૂર્ણ ધ્યાનની ખાતરી આપે છે.
ચાઇના એનીબોન દ્વારા ઉત્પાદિત ઉચ્ચ-ગુણવત્તાવાળા મિલિંગ પાર્ટ્સના ઓટો સ્પેરપાર્ટ્સ, સ્ટીલ ટર્ન્ડ પાર્ટ્સ. Anebon ના ઉત્પાદનોને વિદેશમાં ગ્રાહકો પાસેથી વધતી જતી ઓળખ મળી છે અને Anebon સાથે લાંબા ગાળાના અને પરસ્પર ફાયદાકારક સંબંધો સ્થાપિત કર્યા છે. Anebon દરેક ગ્રાહકને ઉચ્ચ ગુણવત્તાની સેવા આપશે. અનીબોન સાથે જોડાવા અને પરસ્પર લાભો બનાવવા માટે અમે નવા મિત્રોનું હાર્દિક સ્વાગત કરીએ છીએ.
પોસ્ટ સમય: જુલાઈ-18-2023