
સપાટીની સારવાર એ ભૌતિક અથવા રાસાયણિક પદ્ધતિઓ દ્વારા સામગ્રીની સપાટી પર એક અથવા વધુ વિશિષ્ટ ગુણધર્મો સાથે સપાટીનું સ્તર બનાવવું છે. સરફેસ ટ્રીટમેન્ટ ઉત્પાદનનો દેખાવ, રચના, કાર્ય અને કામગીરીના અન્ય પાસાઓને સુધારી શકે છે.

1. એનોડાઇઝિંગ
તે મુખ્યત્વે એલ્યુમિનિયમનું એનોડિક ઓક્સિડેશન છે, જે એલ્યુમિનિયમ અને એલ્યુમિનિયમ એલોયની સપાટી પર Al2O3 (એલ્યુમિનિયમ ઓક્સાઇડ) ફિલ્મનું સ્તર બનાવવા માટે ઇલેક્ટ્રોકેમિસ્ટ્રીના સિદ્ધાંતનો ઉપયોગ કરે છે. ઓક્સાઇડ ફિલ્મના આ સ્તરમાં વિશેષ ગુણધર્મો છે જેમ કે રક્ષણ, શણગાર, ઇન્સ્યુલેશન અને વસ્ત્રો પ્રતિકાર.એનોડાઇઝ્ડ ગોલ્ડ સીએનસી ટર્નિંગ ભાગ
પ્રક્રિયા પ્રવાહ:
એકાગ્રતા
બે રંગ:
①પોલિશિંગ / સેન્ડબ્લાસ્ટિંગ / વાયર ડ્રોઇંગ → ડીગ્રેઝિંગ → માસ્કિંગ → એનોડાઇઝિંગ 1 → એનોડાઇઝિંગ 2 → સીલિંગ → ડ્રાયિંગ
②પોલિશિંગ / સેન્ડબ્લાસ્ટિંગ / વાયર ડ્રોઇંગ → ડીગ્રેઝિંગ → એનોડાઇઝિંગ 1 → લેસર એન્ગ્રેવિંગ → એનોડાઇઝિંગ 2 → સીલિંગ → ડ્રાયિંગ
ટેકનિકલ લક્ષણો:
1. તાકાત વધારો
2. સફેદ સિવાય કોઈપણ રંગનો ખ્યાલ રાખો
3. નિકલ-મુક્ત સીલિંગ પ્રાપ્ત કરો અને નિકલ-મુક્ત માટે યુરોપ, યુનાઇટેડ સ્ટેટ્સ અને અન્ય દેશોની જરૂરિયાતોને પૂર્ણ કરો
તકનીકી મુશ્કેલીઓ અને સુધારણા માટેના મુખ્ય મુદ્દાઓ: એનોડાઇઝિંગનું ઉપજ સ્તર અંતિમ ઉત્પાદનની કિંમત સાથે સંબંધિત છે. ઓક્સિડેશન યીલ્ડમાં સુધારો કરવાની ચાવી એ ઓક્સિડન્ટની યોગ્ય માત્રા, યોગ્ય તાપમાન અને વર્તમાન ઘનતા છે, જેના માટે માળખાકીય ઘટકોના ઉત્પાદકોને ઉત્પાદન પ્રક્રિયામાં અન્વેષણ કરવાનું ચાલુ રાખવાની જરૂર છે, સફળતા મેળવવાની જરૂર છે. (અમે ભલામણ કરીએ છીએ કે તમે "મિકેનિકલ એન્જિનિયર" પબ્લિક એકાઉન્ટ પર ધ્યાન આપો, અને શક્ય તેટલી વહેલી તકે સૂકા માલ અને ઉદ્યોગની માહિતીના જ્ઞાનમાં નિપુણતા મેળવો)
ઉત્પાદન ભલામણ: E+G આર્ક હેન્ડલ, એનોડાઇઝ્ડ સામગ્રીથી બનેલું, પર્યાવરણને અનુકૂળ અને ટકાઉ.સીએનસી મશીનિંગ સ્ટેનલેસ સ્ટીલ.
2. ઇલેક્ટ્રોફોરેસિસ
સ્ટેનલેસ સ્ટીલ, એલ્યુમિનિયમ એલોય, વગેરેમાં વપરાયેલ, તે ઉત્પાદનને વિવિધ રંગો બતાવી શકે છે, ધાતુની ચમક જાળવી શકે છે અને તે જ સમયે સારી કાટ-રોધી કામગીરી સાથે સપાટીની કામગીરીમાં વધારો કરી શકે છે.
પ્રક્રિયા પ્રવાહ: પ્રીટ્રીટમેન્ટ → ઇલેક્ટ્રોફોરેસીસ → સૂકવણી
લાભ:
1. સમૃદ્ધ રંગો;
2. કોઈ ધાતુની રચના નથી, સેન્ડબ્લાસ્ટિંગ, પોલિશિંગ, વાયર ડ્રોઇંગ, વગેરેમાં સહકાર આપી શકે છે;
3. પ્રવાહી વાતાવરણમાં પ્રક્રિયા કરવાથી જટિલ રચનાઓની સપાટીની સારવાર થઈ શકે છે;
4. ટેક્નોલોજી પરિપક્વ છે અને મોટા પાયે ઉત્પાદન કરી શકાય છે.
ગેરફાયદા: ખામીઓને આવરી લેવાની ક્ષમતા સામાન્ય છે, અને ડાઇ કાસ્ટિંગના ઇલેક્ટ્રોફોરેસીસને ઉચ્ચ પ્રીટ્રીટમેન્ટની જરૂર છે.
3. માઇક્રો-આર્ક ઓક્સિડેશન
ઇલેક્ટ્રોલાઇટ સોલ્યુશન (સામાન્ય રીતે નબળા આલ્કલાઇન સોલ્યુશન) માં ઉચ્ચ વોલ્ટેજ લાગુ કરવાની પ્રક્રિયા સિરામિક સપાટીના ફિલ્મ સ્તરને ઉત્પન્ન કરવા માટે, જે ભૌતિક સ્રાવ અને ઇલેક્ટ્રોકેમિકલ ઓક્સિડેશનની સિનર્જિસ્ટિક અસરનું પરિણામ છે.

પ્રક્રિયા પ્રવાહ: પ્રીટ્રીટમેન્ટ → ગરમ પાણીથી ધોવા → MAO → સૂકવણી
લાભ:
1. સિરામિક ટેક્સચર, નીરસ દેખાવ, ઉચ્ચ-ચળકાટના ઉત્પાદનો નહીં, નાજુક હાથની લાગણી, એન્ટિ-ફિંગરપ્રિન્ટ;
2. સબસ્ટ્રેટની વિશાળ શ્રેણી: Al, Ti, Zn, Zr, Mg, Nb, અને તેમના એલોય, વગેરે;
3. પ્રીટ્રેટમેન્ટ સરળ છે, ઉત્પાદનમાં ઉત્તમ કાટ પ્રતિકાર અને હવામાન પ્રતિકાર છે, અને સારી ગરમીનું વિસર્જન પ્રદર્શન છે.
ગેરફાયદા: હાલમાં, રંગ મર્યાદિત છે, ફક્ત કાળો અને રાખોડી વધુ પરિપક્વ છે, અને તેજસ્વી રંગો હાલમાં પ્રાપ્ત કરવા મુશ્કેલ છે; ખર્ચ મુખ્યત્વે ઉચ્ચ પાવર વપરાશ દ્વારા પ્રભાવિત થાય છે, અને તે સપાટીની સારવારમાં સૌથી વધુ ખર્ચ પૈકી એક છે.
4. PVD વેક્યુમ પ્લેટિંગ
આખું નામ ભૌતિક વરાળ ડિપોઝિશન છે, જે એક ઔદ્યોગિક ઉત્પાદન પ્રક્રિયા છે જે મુખ્યત્વે પાતળી ફિલ્મો જમા કરવા માટે ભૌતિક પ્રક્રિયાઓનો ઉપયોગ કરે છે.સીએનસી મશીનિંગ ભાગ

પ્રક્રિયાનો પ્રવાહ: પ્રી-પીવીડી સફાઈ → ભઠ્ઠીમાં વેક્યૂમિંગ → લક્ષ્ય ધોવા અને આયન સફાઈ → કોટિંગ → કોટિંગ પૂર્ણ થવું, ભઠ્ઠીમાંથી ઠંડુ થવું → પોસ્ટ-પ્રોસેસિંગ (પોલિશિંગ, AFP) (અમે ભલામણ કરીએ છીએ કે તમે "મિકેનિકલ એન્જિનિયર" પર ધ્યાન આપો અધિકૃત ખાતું, સૂકા માલના જ્ઞાન, ઉદ્યોગની માહિતીને સમજવા માટે પ્રથમ વખત)
ટેકનિકલ લક્ષણો: PVD (ભૌતિક વરાળ ડિપોઝિશન, ભૌતિક વરાળ ડિપોઝિશન) ઉચ્ચ સખત પ્લેટિંગ, ઉચ્ચ વસ્ત્રો પ્રતિકાર સર્મેટ સુશોભન કોટિંગ સાથે મેટલ સપાટીને કોટ કરી શકે છે.
5. ઇલેક્ટ્રોપ્લેટિંગ
તે એક એવી ટેક્નોલોજી છે જે ધાતુની સપાટી પર ધાતુની ફિલ્મના સ્તરને જોડવા માટે વિદ્યુત વિચ્છેદન-વિશ્લેષણનો ઉપયોગ કરે છે જેથી કાટ અટકાવવા, વસ્ત્રો પ્રતિકાર, વિદ્યુત વાહકતા, પરાવર્તનક્ષમતા અને સૌંદર્ય શાસ્ત્રમાં સુધારો થાય.
પ્રક્રિયા પ્રવાહ: પ્રીટ્રીટમેન્ટ → સાયનાઇડ-મુક્ત આલ્કલી કોપર → સાયનાઇડ-મુક્ત કપ્રોનિકલ ટીન → ક્રોમ પ્લેટિંગ
લાભ:
1. કોટિંગમાં ઉચ્ચ ચળકાટ અને ઉચ્ચ ગુણવત્તાની મેટલ દેખાવ છે;
2. આધાર સામગ્રી SUS, Al, Zn, Mg, વગેરે છે; કિંમત PVD કરતા ઓછી છે.
ગેરફાયદા: નબળી પર્યાવરણીય સુરક્ષા અને પર્યાવરણીય પ્રદૂષણનું ઉચ્ચ જોખમ.
6. પાવડર કોટિંગ
પાવડર છંટકાવના સાધનો (ઇલેક્ટ્રોસ્ટેટિક સ્પ્રેઇંગ મશીન) દ્વારા પાવડર કોટિંગ વર્કપીસની સપાટી પર છાંટવામાં આવે છે. સ્થિર વીજળીની ક્રિયા હેઠળ, પાવડર કોટિંગ બનાવવા માટે વર્કપીસની સપાટી પર એકસરખી રીતે શોષાઈ જશે; તે સપાટ ઉપચાર કરે છે અને વિવિધ અસરો (પાઉડર કોટિંગ્સ માટે વિવિધ પ્રકારની અસરો) સાથે અંતિમ કોટિંગ બની જાય છે.
તકનીકી પ્રક્રિયા: ઉપલા ભાગ → ઇલેક્ટ્રોસ્ટેટિક ધૂળ દૂર → સ્પ્રે → નીચા તાપમાન સ્તર
લાભ:
1. સમૃદ્ધ રંગો, ઉચ્ચ ચળકાટ અને મેટ વૈકલ્પિક;
2. ઓછી કિંમત, ફર્નિચર ઉત્પાદનો અને હીટ સિંકના શેલ, વગેરે બનાવવા માટે યોગ્ય;
3. ઉચ્ચ ઉપયોગ દર, 100% ઉપયોગ, પર્યાવરણીય સંરક્ષણ;
4. ખામીઓને આવરી લેવાની મજબૂત ક્ષમતા; 5. લાકડાના અનાજની અસરનું અનુકરણ કરી શકે છે.
ગેરફાયદા: હાલમાં ઈલેક્ટ્રોનિક ઉત્પાદનોમાં ઓછો ઉપયોગ થાય છે.
7. મેટલ વાયર ડ્રોઇંગ
તે સપાટીની સારવાર પદ્ધતિ છે જે ઉત્પાદનને ગ્રાઇન્ડ કરીને વર્કપીસની સપાટી પર રેખાઓ બનાવે છે અને તેની સુશોભન અસર છે. ડ્રોઇંગ પછી જુદી જુદી રેખાઓ અનુસાર, તેને વિભાજિત કરી શકાય છે: સીધી રેખા ચિત્ર, રેન્ડમ પેટર્ન ડ્રોઇંગ, લહેરિયું પેટર્ન, ઘૂમરાતો પેટર્ન.
ટેકનિકલ લક્ષણો: વાયર ડ્રોઇંગ ટ્રીટમેન્ટ મેટલની સપાટીને અરીસા જેવી ધાતુની ચમક મેળવી શકે છે, અને વાયર ડ્રોઇંગ ટ્રીટમેન્ટ મેટલની સપાટી પરની સૂક્ષ્મ ખામીઓને પણ દૂર કરી શકે છે.
ઉત્પાદન ભલામણ: LAMP હેન્ડલ, Zwei L ટ્રીટમેન્ટ, સ્વાદ બતાવવા માટે ઉત્તમ ગ્રાઇન્ડીંગ ટેકનોલોજીનો ઉપયોગ કરીને.
8. સેન્ડબ્લાસ્ટિંગ
તે એવી પ્રક્રિયા છે જેમાં સંકુચિત હવાનો ઉપયોગ હાઇ-સ્પીડ સ્પ્રે બીમ બનાવવા માટે પાવર તરીકે કરવામાં આવે છે જેથી સ્પ્રે સામગ્રીને વર્કપીસની સપાટી પર ઉચ્ચ ઝડપે સ્પ્રે કરવામાં આવે, જેથી તેની બાહ્ય સપાટીનો દેખાવ અથવા આકાર વર્કપીસની સપાટી બદલાય છે, અને ચોક્કસ અંશે સ્વચ્છતા અને વિવિધ કઠોરતા પ્રાપ્ત થાય છે. .
ટેકનિકલ લક્ષણો:
1. વિવિધ પ્રતિબિંબીત અથવા મેટ પ્રાપ્ત કરવા માટે.
2. તે વર્કપીસની સપાટી પરના નાના બર્સને સાફ કરી શકે છે અને વર્કપીસની સપાટીને સરળ બનાવી શકે છે, બર્સના નુકસાનને દૂર કરી શકે છે અને વર્કપીસના ગ્રેડમાં સુધારો કરી શકે છે.
3. પ્રીટ્રીટમેન્ટમાં બાકી રહેલી ગંદકીને સાફ કરો, વર્કપીસની સરળતામાં સુધારો કરો, વર્કપીસને એક સમાન અને સુસંગત ધાતુનો રંગ આપો અને વર્કપીસના દેખાવને વધુ સુંદર અને સુંદર બનાવો. (અમે ભલામણ કરીએ છીએ કે તમે "મિકેનિકલ એન્જિનિયર" પબ્લિક એકાઉન્ટ પર ધ્યાન આપો, અને શક્ય તેટલી વહેલી તકે સૂકા માલ અને ઉદ્યોગની માહિતીના જ્ઞાનમાં નિપુણતા મેળવો)
ઉત્પાદન ભલામણ: E+G ક્લાસિક બ્રિજ હેન્ડલ, સેન્ડબ્લાસ્ટેડ સપાટી, ઉચ્ચ સ્તરનું વાતાવરણ.
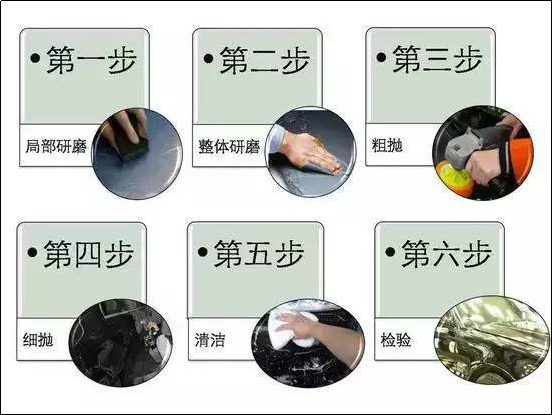
9. પોલિશિંગ
લવચીક પોલિશિંગ ટૂલ્સ અને ઘર્ષક કણો અથવા અન્ય પોલિશિંગ માધ્યમોનો ઉપયોગ કરીને વર્કપીસનું સરફેસ ફિનિશિંગ. વિવિધ પોલિશિંગ પ્રક્રિયાઓ માટે: રફ પોલિશિંગ (મૂળભૂત પોલિશિંગ પ્રક્રિયા), મધ્યમ પોલિશિંગ (ફિનિશિંગ પ્રક્રિયા) અને ફાઇન પોલિશિંગ (ગ્લેઝિંગ પ્રક્રિયા), યોગ્ય પોલિશિંગ વ્હીલ પસંદ કરવાથી શ્રેષ્ઠ પોલિશિંગ અસર પ્રાપ્ત થઈ શકે છે અને પોલિશિંગ કાર્યક્ષમતામાં સુધારો થઈ શકે છે.
તકનીકી સુવિધાઓ: વર્કપીસની પરિમાણીય ચોકસાઈ અથવા ભૌમિતિક આકારની ચોકસાઈમાં સુધારો કરો, સરળ સપાટી અથવા મિરર ગ્લોસ મેળવો અને ગ્લોસને પણ દૂર કરો.
ઉત્પાદન ભલામણ: E+G લાંબા હેન્ડલ, પોલિશ્ડ સપાટી, સરળ અને ભવ્ય
10. ઈચિંગ
સામાન્ય રીતે એચીંગ તરીકે ઓળખવામાં આવે છે, જેને ફોટોકેમિકલ એચીંગ તરીકે પણ ઓળખવામાં આવે છે, તે પ્લેટ બનાવવા અને વિકાસના સંપર્કમાં આવ્યા પછી કોતરવામાં આવતી પ્રોટેક્ટિવ ફિલ્મને દૂર કરવા અને વિસર્જન અને કાટની અસર પ્રાપ્ત કરવા માટે એચીંગ દરમિયાન રાસાયણિક દ્રાવણ સાથે સંપર્કનો ઉલ્લેખ કરે છે. , અંતર્મુખ-બહિર્મુખ અથવા હોલો મોલ્ડિંગ અસર બનાવે છે.
પ્રક્રિયા પ્રવાહ:
એક્સપોઝર પદ્ધતિ: પ્રોજેક્ટ ગ્રાફિક - સામગ્રીની તૈયારી - સામગ્રીની સફાઈ - સૂકવણી → ફિલ્મ અથવા કોટિંગ → સૂકવણી → એક્સપોઝર → વિકાસ → સૂકવણી - એચિંગ → સ્ટ્રીપિંગ → ઓકે અનુસાર સામગ્રીનું કદ તૈયાર કરે છે
સ્ક્રીન પ્રિન્ટીંગ પદ્ધતિ: કટિંગ મટિરિયલ → ક્લિનિંગ પ્લેટ (સ્ટેનલેસ સ્ટીલ અને અન્ય મેટલ મટિરિયલ) → સ્ક્રીન પ્રિન્ટિંગ → એચિંગ → સ્ટ્રીપિંગ → ઓકે
લાભ:
1. તે મેટલ સપાટીની માઇક્રો-પ્રોસેસિંગ કરી શકે છે;
2. મેટલ સપાટી પર વિશેષ અસરો આપો;
ગેરફાયદા: કોતરકામમાં વપરાતા મોટાભાગના કાટને લગતા પ્રવાહી (એસિડ, આલ્કલીસ, વગેરે) પર્યાવરણ માટે હાનિકારક છે.
Anebon Metal Products Limited CNC મશીનિંગ, ડાઇ કાસ્ટિંગ, શીટ મેટલ ફેબ્રિકેશન સેવા પ્રદાન કરી શકે છે, કૃપા કરીને અમારો સંપર્ક કરો.
Tel: +86-769-89802722 E-mail: info@anebon.com URL: www.anebon.com
પોસ્ટ સમય: એપ્રિલ-08-2022