
મિકેનિક્સ એ સખત અને વ્યવહારુ વિષય છે
જ્યાં સુધી રેખાંકનો સંબંધિત છે, તમે ખોટું ન જઈ શકો.
જો એક જગ્યાએ ભૂલ હશે, તો વાસ્તવિક એપ્લિકેશન સંપૂર્ણપણે ખોટી હશે.
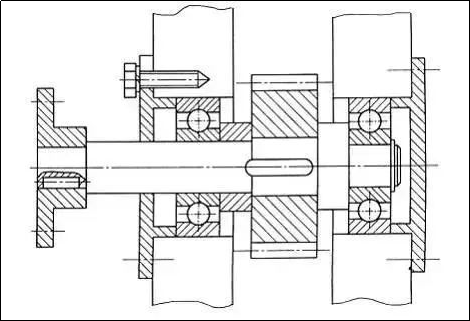
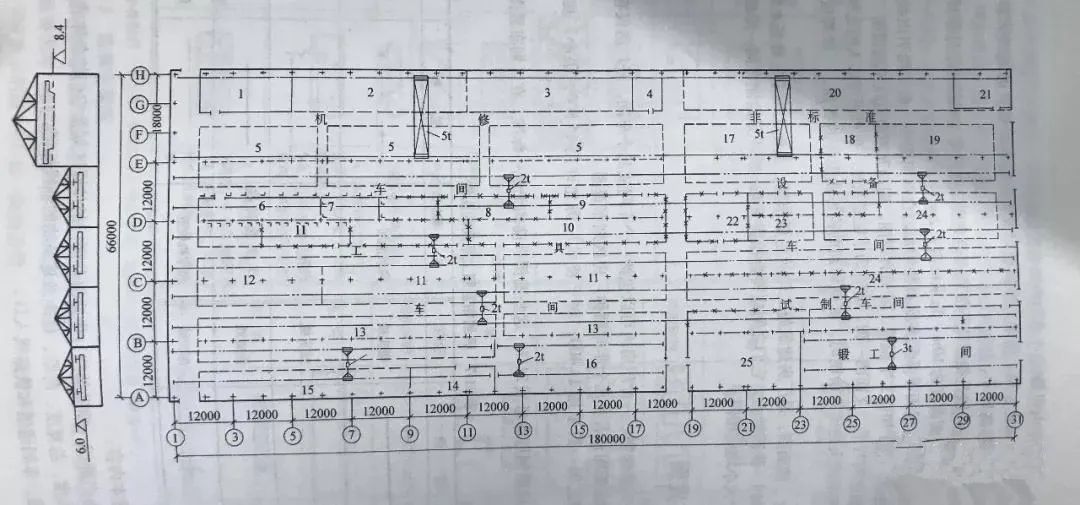
તમારી કસોટી કરો
શું તમે આ રેખાકૃતિમાં ભૂલ જોઈ શકો છો?
યાંત્રિક ચિત્રના પ્રકાર
યાંત્રિક ચિત્રના ઘણા પ્રકારો છે: યોજનાકીય આકૃતિઓ અને ભાગો રેખાંકનો. BOM યાદીઓ. એકવાર તમે ડ્રોઇંગનો પ્રકાર જાણ્યા પછી, તમે નક્કી કરી શકો છો કે તે શું રજૂ કરે છે અને તેનો અર્થ શું છે. કેટલી અભિવ્યક્તિ છે?
યાંત્રિક રેખાંકનો કેવી રીતે વાંચવા?
તે કયા પ્રકારનું ડ્રોઇંગ છે તે સ્પષ્ટ કરો: એસેમ્બલી ડ્રોઇંગ અથવા સ્કીમેટિક ડાયાગ્રામ. તે ભાગો રેખાંકન અથવા BOM સૂચિ પણ હોઈ શકે છે. વિવિધ પ્રકારના ડ્રોઇંગમાં વિવિધ માહિતી હોય છે, અને તેમનો ભાર અલગ હોય છે.
દરેક વ્યક્તિ સમાન રાષ્ટ્રીય રેખાંકન ધોરણોને અનુસરે છે, ભલે રેખાંકનો સમાન હોય. લોકોને જોવા માટે એક ડ્રોઇંગ બનાવવામાં આવે છે. જો તે ખૂબ જટિલ હોય, તેમાં ઘણા બધા સ્થાનો હોય અથવા અન્ય લોકો તેને સમજી શકતા ન હોય તો તે અર્થ ગુમાવશે. ઑબ્જેક્ટનું નામ, સંખ્યા, જથ્થો, સામગ્રી (જો લાગુ હોય તો), પ્રમાણ, એકમ અને અન્ય કોઈપણ સંબંધિત માહિતી જોવા માટે નીચેના જમણા ખૂણામાં શીર્ષક પટ્ટી જુઓ.
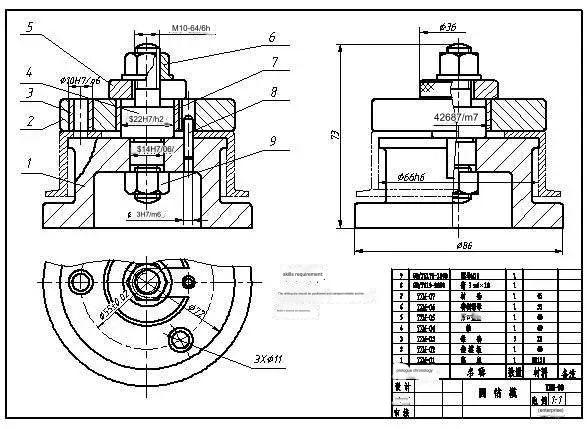
ડ્રોઇંગ ઉદાહરણ
દૃશ્ય દિશા નક્કી કરો. માનક રેખાંકનોમાં સામાન્ય રીતે ઓછામાં ઓછું એક હોય છે. દૃશ્યનો વિચાર રેખાંકન ભૂમિતિના અંદાજો પરથી આવ્યો છે. રેખાંકનોને સમજવા માટે ત્રણ દૃશ્યોનો આ ખ્યાલ સમજવો આવશ્યક છે.
ઑબ્જેક્ટનો આકાર પ્રક્ષેપણ સિદ્ધાંતનો ઉપયોગ કરીને વ્યક્ત કરી શકાય છે અને તેને ચતુર્થાંશમાં ગમે ત્યાં મૂકી શકાય છે. સામાન્ય રીતે, પ્રક્ષેપણ મેળવવા માટે ઑબ્જેક્ટને પ્રથમ ચાર-ચોરસમાં મૂકવો આવશ્યક છે. આ પદ્ધતિને પ્રથમ-કોણ પ્રક્ષેપણ પદ્ધતિ તરીકે ઓળખવામાં આવે છે. બીજી, ત્રીજી અને ચોથા-કોણ પ્રક્ષેપણ પદ્ધતિઓ પણ શક્ય છે.
યુરોપમાં (જેમ કે યુનાઇટેડ કિંગડમ અને જર્મનીમાં), આ પદ્ધતિનો સામાન્ય રીતે ઉપયોગ થાય છે. યુનાઇટેડ સ્ટેટ્સ, જાપાન અને અન્ય દેશો દ્વારા ત્રીજા-કોણ પદ્ધતિનો ઉપયોગ કરવામાં આવે છે.
આ દૃષ્ટિકોણનો મુખ્ય મુદ્દો છે. તેને અવકાશી કલ્પના અને સંચયની જરૂર છે. મજાક કહે છે કે જો ઉત્પાદન પોતે જ પુનઃસ્થાપિત કરી શકાતું નથી, તો પછી "કુવો ખોદવો અને ચીમની બનાવવી" તે શરમજનક હશે. આકાર
તમે એક ઝડપી દેખાવ કરીને કદનો ખ્યાલ મેળવી શકો છો. જો તમે નિર્માતા હોવ તો તમારે તેનો ઉપયોગ કરતી વખતે તેને તપાસવાની જરૂર પડશે.
જો તમે રેખાંકનો વાંચ્યા હોય તો તમને હવે સામાન્ય માણસ ગણી શકાય. જો તમે વિગતો મેળવવા માંગતા ન હોવ તો તમે આ બિંદુએ રોકી શકો છો. યાંત્રિક ચિત્રની માહિતી તે કરતાં ઘણી વધારે છે.
યાંત્રિક રેખાંકનો
યાંત્રિક રેખાંકનો (આ રેખાંકનો ઉત્પાદનો માટે પ્રમાણભૂત પ્રક્રિયા રેખાંકનો છે) ઉત્પાદનની રચના, સામગ્રી, ચોકસાઈ અને પરિમાણો દર્શાવે છે. ઘટક, મશીન અથવા ભાગ માટેનો તમામ ડિઝાઇન ડેટા.
ઉદ્યોગમાં પ્રવેશતા પહેલા મેં સામગ્રી અને માળખાકીય ઘટકો જોયા હોવા છતાં, રેખાંકનોમાં હજુ પણ ઘણી બધી માહિતી છે. મિકેનિકલ ડિઝાઇન મેન્યુઅલ હજારો પૃષ્ઠો લાંબુ છે, કારણ કે લગભગ તમામ યાંત્રિક માહિતી રેખાંકનોમાં સમાયેલ છે. દરેક પરિમાણ અને અભિવ્યક્તિને મહત્વનું સ્તર આપવામાં આવે છે, અને તે બધા મૂળભૂત જ્ઞાનના મોટા સોદાનું પ્રતિનિધિત્વ કરે છે. તમે કેટલી માહિતી સમજી શકો છો તે તમારા વ્યક્તિગત સંચય પર આધારિત છે.
ઉત્પાદન રેખાંકનોમાં ચોકસાઈ
યાંત્રિક પરિમાણો, જેમ કે સિલિન્ડરનો વ્યાસ, માત્ર એક માપ કરતાં વધુ છે. કદ અથવા સહિષ્ણુતા (+-0.XX) ચિહ્નિત થયેલ હોય તો કોઈ વાંધો નથી. આ યાંત્રિક (પરિમાણીય ચોકસાઈ) નો અર્થ છે. તે હંમેશા એક સારો વિચાર છે.
ઉત્પાદિત યાંત્રિક ભાગોના મોટા જથ્થાને કારણે, તે મહત્વપૂર્ણ છે કે માપો શ્રેણીની અંદર નિયંત્રિત થાય. ઘટકોમાં ભૌમિતિક સહિષ્ણુતા પણ હોય છે, જે ચિહ્નિત હોય કે ન હોય તે અસ્તિત્વમાં હોય છે. રાષ્ટ્રીય ધોરણો અચિહ્નિત ચોકસાઈ (સહિષ્ણુતા) ને નિર્ધારિત કરે છે અને કેટલીક ડ્રોઈંગ આવશ્યકતાઓ જણાવે છે કે યાંત્રિક ભાગો માટે ચોકસાઈ આવશ્યક છે. આ માટે ચોક્કસ સંચયની જરૂર છે. જો તમે યથાસ્થિતિને ટાળવા અને UG CNC પ્રોગ્રામિંગ શીખવા માંગતા હોવ તો QQ1624392196 ઉમેરો.
રેખાંકનો ઉત્પાદન બનાવવાની પ્રક્રિયા દર્શાવે છે
પ્રક્રિયા એ છે કે તેને કેવી રીતે બનાવવું અથવા એસેમ્બલ કરવુંમશીનિંગ ભાગ. યાંત્રિક રેખાંકનો ઉત્પાદન પ્રક્રિયા વિશેની માહિતીને સીધી રીતે વ્યક્ત કરી શકતા નથી, પરંતુ તે હજુ પણ મૂળભૂત પ્રક્રિયા ધરાવે છે. જો કોઈ ભાગ પર પ્રક્રિયા કરી શકાતી નથી, તો તેને ડિઝાઇન કરવામાં કોઈ ફાયદો નથી. ડિઝાઇનરે ભાગની પ્રક્રિયા કેવી રીતે કરવી તે વિશે વિચાર્યું હોવું જોઈએ, અને આ રેખાંકનોમાં પ્રતિબિંબિત થશે.
ડ્રોઇંગમાં બતાવ્યા પ્રમાણે ઉત્પાદનની સપાટીની ખરબચડી
સપાટીની ખરબચડી તેના ઉપયોગને નિર્ધારિત કરે છે અને પ્રક્રિયાની જરૂરિયાતોને મર્યાદિત કરે છે. વિવિધ પ્રક્રિયા પદ્ધતિઓ વિવિધ ખરબચડી પ્રાપ્ત કરી શકે છે; દાખલા તરીકે, તત્વનું કદ અને સ્થિતિ સહનશીલતા, અથવા તેનો આકાર.
ઉત્પાદનોની ગરમીની સારવાર
પ્રક્રિયાને શક્ય બનાવવા અને કામગીરી વપરાશકર્તાની જરૂરિયાતોને પૂર્ણ કરે છે તેની ખાતરી કરવા માટે હીટ ટ્રીટમેન્ટ જરૂરી છે. હીટ ટ્રીટમેન્ટ પસંદ કરેલી સામગ્રી અને પ્રોસેસિંગ ટેકનોલોજી સાથે પણ સંબંધિત છે.
ઉત્પાદન સપાટી સારવાર
સપાટીની સારવાર સામાન્ય રીતે તકનીકી આવશ્યકતાઓમાં ઉલ્લેખિત છે. તે સામગ્રી સાથે પણ કેટલાક સંબંધ ધરાવે છે.
42 મૂળભૂત યાંત્રિક ચિત્ર કુશળતા
1. પેપર ફોર્મેટને કદના આધારે પાંચ પ્રકારોમાં વર્ગીકૃત કરી શકાય છે. ડ્રોઇંગ ફોર્મેટ કોડ્સમાં A0,A1, A2,A3 અને A4 નો સમાવેશ થાય છે. ફ્રેમના નીચેના-જમણા ખૂણે શીર્ષક પટ્ટી દેખાવી આવશ્યક છે. શીર્ષક પટ્ટીનો ટેક્સ્ટ જે દિશામાં છબી જોવામાં આવે છે તેની સાથે સંરેખિત હોવી જોઈએ.
2. આઠ પ્રકારની આલેખ રેખાઓ ઉપલબ્ધ છે: જાડી ઘન રેખા (જાડી ઘન રેખા), પાતળી ઘન રેખા (પાતળી ઘન રેખા), વેવી રેખા (ડબલ પોલીલાઇન), ડૅશ્ડ લાઇન (પાતળા ડોટ-ડૅશ), જાડા ડોટડૅશ અને ડબલ- આડંબર
3. મશીનના ભાગો પર દૃશ્યમાન રૂપરેખા જાડા ઘન રેખાઓ ધરાવે છે. અદ્રશ્ય રૂપરેખા, જોકે, ડોટેડ રેખાઓનો ઉપયોગ કરીને દોરવામાં આવે છે. પરિમાણ રેખાઓ અને પરિમાણ રેખાઓ પણ નક્કર રેખાઓનો ઉપયોગ કરે છે. અને સપ્રમાણતા કેન્દ્ર અને ધરી પાતળા બિંદુઓ સાથે દોરવામાં આવે છે. . જાડા ઘન, ડૅશ્ડ અને પાતળી રેખાઓની જાડાઈ પાતળા નક્કરની જાડાઈના આશરે 1/3 જેટલી છે.
4. છબીના કદ અને ગ્રાફિકના કદ વચ્ચેના ગુણોત્તરને પ્રમાણ કહેવામાં આવે છે.
5. 1:2 નો ગુણોત્તર એ છે જ્યારે ભૌતિક કદ ગ્રાફિક કરતા બમણું હોય છે. આ ઘટાડો કહેવાય છે.
6. ગુણોત્તર 2:1 એ કદનું વિસ્તરણ છે.
7. તમારે હંમેશા મૂળ રીતે દોરેલા મૂલ્યના ગુણોત્તરનો ઉપયોગ કરીને દોરવાનો પ્રયાસ કરવો જોઈએ. જો જરૂરી હોય તો તમે વિસ્તરણ/ઘટાડો ગુણોત્તરનો ઉપયોગ કરી શકો છો. ઉદાહરણ તરીકે, 1:2 ગુણોત્તર એ ઘટાડો છે અને 2:1 ગુણોત્તર એ વિસ્તરણ છે. તમે કયા સ્કેલનો ઉપયોગ કરો છો તેના પર ધ્યાન આપ્યા વિના, મશીનના ભાગોના વાસ્તવિક પરિમાણો ડ્રોઇંગ પર દર્શાવવા જોઈએ.
8. ચાઈનીઝ અક્ષરો, સંખ્યાઓ અને અક્ષરો સ્પષ્ટ સ્ટ્રોક અને સમાન અંતરે સુઘડ ફોન્ટમાં લખેલા હોવા જોઈએ. લાંબા ગીત શૈલીનો ઉપયોગ કરીને ચાઇનીઝ અક્ષરો લખવા આવશ્યક છે.
9. પરિમાણ ત્રણ ઘટકોથી બનેલું છે: પરિમાણ રેખાઓ, પરિમાણ મર્યાદાઓ અને પરિમાણ સંખ્યાઓ.
10. પરિમાણમાં, R એ વર્તુળ ત્રિજ્યા છે; f વર્તુળ વ્યાસ છે; અને Sf એ બોલનો વ્યાસ છે.
11. ડ્રોઇંગ પર દર્શાવેલ પરિમાણો ભાગના પરિમાણોને અનુરૂપ છે. જો માપ મિલીમીટરમાં હોય તો કોઈ કોડ કે નામની જરૂર રહેશે નહીં.
12. પ્રમાણભૂત આડી પરિમાણની શરૂઆતમાં સંખ્યાની દિશા ઉપરની તરફ હોવી જોઈએ; વર્ટિકલ પરિમાણો માટે, તે છોડવું જોઈએ. કોણ માપો હંમેશા આડા લખવામાં આવે છે. જ્યારે રેખાંકન રેખા સંખ્યાને પાર કરે છે, ત્યારે તે તૂટી જવી જોઈએ.
13. ઢોળાવ એ ત્રાંસી અને આડી રેખાઓ વચ્ચેનો ઝોકનો કોણ છે, જેને પ્રતીક દ્વારા દર્શાવી શકાય છે. ચિહ્નિત કરતી વખતે પ્રતીકનો ઝોક ઢાળના ઝોક સાથે મેળ ખાતો હોવો જોઈએ. ચિહ્નિત ટેપર દિશાઓ સુસંગત છે.
14. ટેપરનો ઢોળાવ “1″ અને “1:5″ ચિહ્ન દ્વારા સૂચવવામાં આવે છે.
15. પ્લેન ગ્રાફિક્સમાં, લાઇન સેગમેન્ટને ત્રણ પ્રકારમાં વર્ગીકૃત કરી શકાય છે: જાણીતા સેગમેન્ટ, ઇન્ટરમીડિયેટ સેગમેન્ટ અને કનેક્ટિંગ સેગમેન્ટ. લાઇન સેગમેન્ટ્સ દોરવાનો ક્રમ જાણીતો લાઇન સેગમેન્ટ હોવો જોઈએ અને ત્યારબાદ મધ્યવર્તી લાઇન સેગમેન્ટ્સ અને પછી કનેક્ટિંગ લાઇન સેગમેન્ટ્સ હોવા જોઈએ.
16. એક રેખાખંડ કે જેની નિશ્ચિત લંબાઈ અને સ્થિતિનું માપ જાણીતું હોય તેને જાણીતા સેગમેન્ટ કહેવાય છે. મધ્યવર્તી રેખા સેગમેન્ટ એ એક સેગમેન્ટ છે જેનું કદ નિશ્ચિત છે પરંતુ સ્થિતિનું કદ અપૂર્ણ છે.
17. પ્રક્ષેપણ યોજના જ્યાં ડાબું દૃશ્ય દેખાય છે તે બાજુના પ્રક્ષેપણ તરીકે ઓળખાય છે, જેને બાજુ પણ કહેવાય છે અને W દ્વારા રજૂ થાય છે.
18. ત્રણ-વ્યૂના પ્રક્ષેપણ માટેનો નિયમ એ છે કે મુખ્ય દૃશ્ય, ટોચનું દૃશ્ય અને ડાબું દૃશ્ય સમાન કદનું હોવું જોઈએ.
19. ભાગના પરિમાણોને ત્રણ જુદી જુદી દિશામાં માપવામાં આવે છે: ઊંચાઈ, પહોળાઈ અને લંબાઈ. ટોચનું દૃશ્ય માત્ર ઘટકની પહોળાઈ અને લંબાઈ દર્શાવે છે, જ્યારે આગળનું દૃશ્ય માત્ર લંબાઈ અને ઊંચાઈ દર્શાવે છે.
20. ભાગની છ દિશાઓ છે: ડાબી, જમણી (આગળ અને પાછળ), ઉપર, નીચે (ડાબે) અને આગળ. મુખ્ય દૃશ્યમાં ફક્ત ડાબી, જમણી, ઉપર અને નીચે દિશાઓ પ્રતિબિંબિત થઈ શકે છે. ટોચના દૃશ્યમાં ફક્ત ડાબી, જમણી, આગળ અને પાછળની દિશાઓ પ્રતિબિંબિત થઈ શકે છે. ડાબું ઓરિએન્ટેશન: ડાબી બાજુના દૃશ્યમાં ફક્ત આગળ, પાછળ, ઉપર અને નીચેની દિશા પ્રતિબિંબિત થઈ શકે છે.
21. ત્રણ મૂળભૂત દૃશ્યો મુખ્ય દૃશ્ય, ટોચ અને ડાબે દૃશ્યો છે.
22. મૂળભૂત દૃશ્ય સિવાય અન્ય ત્રણ દૃશ્યો છે: જમણું દૃશ્ય, નીચેનું દૃશ્ય અને પાછળનું દૃશ્ય.
23. કટીંગ વિસ્તારના કદના આધારે ક્રોસ-વિભાગીય દૃશ્યોને ત્રણ અલગ-અલગ પ્રકારોમાં વર્ગીકૃત કરી શકાય છે: સંપૂર્ણ ક્રોસ-વિભાગીય, અડધા ક્રોસ-વિભાગીય અને આંશિક ક્રોસ-વિભાગીય.
24. વિભાગના રેખાંકનોને કટીંગના પાંચ વિવિધ પ્રકારોમાં વર્ગીકૃત કરી શકાય છે: સંપૂર્ણ વિભાગ, અર્ધ-વિભાગ, આંશિક વિભાગ (પગલું વિભાગ), અને સંયુક્ત વિભાગ.
25. વિભાગીય દૃશ્યો માટેના લેબલિંગમાં ત્રણ ભાગો શામેલ છે: 1. પ્રતીક જે બંને છેડા પર અક્ષરો સાથે, કટીંગ પ્લેન (વિભાગ રેખાઓ) ની સ્થિતિ દર્શાવે છે. 2. તીર જે પ્રક્ષેપણની દિશા દર્શાવે છે. 3. "x —-x" શબ્દો.
26. તમામ ક્રોસ-વિભાગીય લેબલોને અવગણો, કારણ કે તેઓ સૂચવે છે કે કટીંગ પ્લેન મશીનના ભાગની સમપ્રમાણતા દ્વારા કાપવામાં આવ્યું છે.
27. વિભાગના રેખાંકનોનો ઉપયોગ ભાગનો આંતરિક આકાર બતાવવા માટે કરી શકાય છે. વિભાગોને નક્કર અને હોલો વિભાગોમાં વિભાજિત કરવામાં આવે છે.
28. સંયોગ અને દૂર કરાયેલા વિભાગો વચ્ચેનો તફાવત એ છે કે સંયોગ એટલે દૃશ્યની રૂપરેખાની અંદર દોરેલ ભાગ જ્યારે દૂર કરેલ વિભાગ બહાર દોરેલ ભાગ છે.
29. ડ્રોઇંગમાં ગ્રાફિક્સ ફક્ત ભાગના માળખાકીય આકારને વ્યક્ત કરવામાં સક્ષમ છે. નું વાસ્તવિક કદ નક્કી કરવા માટે ડ્રોઇંગ પરના પરિમાણોનો ઉપયોગ કરવો જોઈએસીએનસી મશીન કરેલ ઘટક.
30. પરિમાણીય આધાર પરિમાણ સાથે ચિહ્નિત થયેલ સંખ્યાઓને આપવામાં આવેલ નામ છે. મશીનના ભાગોની લંબાઈ, પહોળાઈ અને ઊંચાઈના દરેક પરિમાણમાં ઓછામાં ઓછો એક પરિમાણીય આધાર હોય છે.
31. પાંચ તત્વો થ્રેડ બનાવે છે: થ્રેડ પ્રોફાઇલ, વ્યાસ (પીચ), લીડ (થ્રેડોની સંખ્યા), અને પરિભ્રમણની દિશા.
32. બંને પાંસળીના વ્યાસ, પિચ અને થ્રેડોની સંખ્યા સુસંગત હોય તો જ બાહ્ય અને આંતરિક પાંસળી એકબીજામાં સ્ક્રૂ કરી શકાય છે.
33. સ્ટાન્ડર્ડ થ્રેડો એવા થ્રેડો છે જે રાષ્ટ્રીય ધોરણોને પૂર્ણ કરતી પ્રોફાઇલ ધરાવે છે, પરંતુ તેમાં વ્યાસ અથવા પિચ નથી. બિન-માનક થ્રેડો એ પ્રોફાઇલ સાથેના થ્રેડો છે જે રાષ્ટ્રીય ધોરણને પૂર્ણ કરતા નથી. થ્રેડો એ થ્રેડો છે જ્યારે તેમની પ્રોફાઇલ રાષ્ટ્રીય ધોરણો સાથે સુસંગત હોય છે, પરંતુ તેઓ વ્યાસ અને પિચ માટેના રાષ્ટ્રીય ધોરણોને પૂર્ણ કરતા નથી. ખાસ થ્રેડ.
34. બાહ્ય થ્રેડો દોરવા માટેની પદ્ધતિ નીચે મુજબ છે: મુખ્ય કદ ______ દ્વારા દર્શાવવામાં આવે છે, નાનાને _d1_ દ્વારા રજૂ કરવામાં આવે છે અને સમાપ્તિને જાડી, નક્કર રેખા સાથે રજૂ કરવામાં આવે છે.
35. ક્રોસ-વિભાગીય દૃશ્યમાં આંતરિક થ્રેડનો મુખ્ય વ્યાસ _D__________ તરીકે રજૂ થાય છે. નજીવો વ્યાસ _D1___ દ્વારા અને સમાપ્તિ રેખા જાડી, નક્કર રેખા દ્વારા બતાવવામાં આવે છે. જાડી નક્કર રેખાઓનો ઉપયોગ અદ્રશ્ય થ્રેડેડ છિદ્રોના મુખ્ય વ્યાસ તેમજ તેમના નાના વ્યાસ અને સમાપ્તિ રેખાને દર્શાવવા માટે થાય છે.
36. બોલ્ટ કનેક્શન, સ્ટડ કનેક્ટર્સ અને સ્ક્રુ કનેક્ટર્સ બધા સામાન્ય થ્રેડેડ કનેક્શન છે.
37. સામાન્ય રીતે ઉપયોગમાં લેવાતી ચાવીઓમાં ફ્લેટ કી અને અર્ધવર્તુળાકાર, હૂક વેજ, સ્પ્લાઈન્સ અને હૂક વેજ કીનો સમાવેશ થાય છે.
38. ગિયર જે દિશામાં લક્ષી છે તે મુજબ, નળાકાર ગિયર્સને સ્પુર ગિયર્સ (જેને હેલિકલ ગિયર પણ કહેવાય છે), હેરિંગબોન ગિયર્સ (જેને હેલિકલ ગિયર તરીકે પણ ઓળખવામાં આવે છે) અને હેરિંગબોન ગિયર્સમાં વહેંચવામાં આવે છે.
39. ગિયર દાંતના ભાગને દોરવા માટેની ભલામણ પદ્ધતિ નીચે મુજબ છે: દાંતનું ટોચનું વર્તુળ જાડી, નક્કર રેખાનો ઉપયોગ કરીને દોરવામાં આવે છે. અનુક્રમણિકા વર્તુળ દંડ, ડોટેડ લાઇનનો ઉપયોગ કરે છે. વિભાગ દૃશ્યમાં રુટ વર્તુળ જાડા, નક્કર રેખા સાથે બતાવવામાં આવે છે.
40. જો મોટાભાગની સપાટીઓ પર ખરબચડી સમાન હોય, તો રફનેસ કોડ ઉપર-જમણા ખૂણામાં મૂકવો જોઈએ, ત્યારબાદ બાકીના બે શબ્દો.
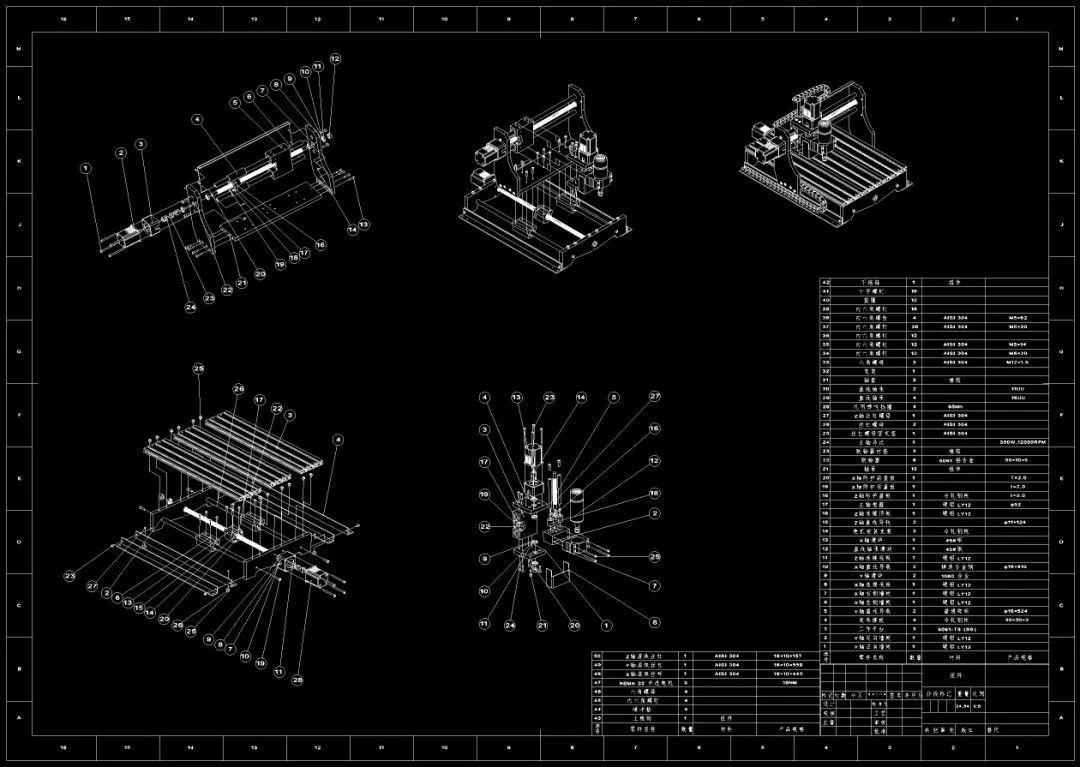
41. સંપૂર્ણ એસેમ્બલી ડ્રોઈંગમાં ચાર ભાગો હોવા જોઈએ: એક સેટ દૃશ્ય, 2 જરૂરી પરિમાણો, 3 તકનીકી આવશ્યકતાઓ અને 4 ભાગ નંબરો અને વિગતો સાથે એક કૉલમ.
42. એસેમ્બલી ડ્રોઈંગના પરિમાણોમાં 1 સ્પષ્ટીકરણ પરિમાણ 2 એસેમ્બલી પરિમાણો 3 સ્થાપન પરિમાણો 4 એકંદર પરિમાણો 5 અન્ય પરિમાણો શામેલ છે.
એનિબોન OEM/ODM ઉત્પાદક ચોકસાઇ આયર્ન સ્ટેનલેસ સ્ટીલ માટે ઉત્કૃષ્ટ અને ઉન્નતિ, મર્ચેન્ડાઇઝિંગ, કુલ વેચાણ અને પ્રોત્સાહન અને કામગીરીમાં ઉત્તમ કઠિનતા પ્રદાન કરે છે. મેન્યુફેક્ચરિંગ યુનિટની સ્થાપના થઈ ત્યારથી, Anebon હવે નવા માલની પ્રગતિ માટે પ્રતિબદ્ધ છે. સામાજિક અને આર્થિક ગતિ સાથે, અમે "ઉચ્ચ ઉત્તમ, કાર્યક્ષમતા, નવીનતા, અખંડિતતા" ની ભાવનાને આગળ ધપાવવાનું ચાલુ રાખીશું અને "પ્રારંભિક રીતે ક્રેડિટ, ગ્રાહક પ્રથમ, સારી ગુણવત્તા ઉત્તમ" ના ઓપરેટિંગ સિદ્ધાંત સાથે રહીશું. Anebon અમારા સાથીઓ સાથે વાળના આઉટપુટમાં એક ઉત્તમ અગમ્ય ભવિષ્ય પેદા કરશે.
OEM/ODM ઉત્પાદક ચાઇના કાસ્ટિંગ અને સ્ટીલ કાસ્ટિંગ, ડિઝાઇન, પ્રક્રિયા, ખરીદી, નિરીક્ષણ, સંગ્રહ, એસેમ્બલીંગ પ્રક્રિયા તમામ વૈજ્ઞાનિક અને અસરકારક દસ્તાવેજી પ્રક્રિયામાં છે, અમારા બ્રાન્ડના વપરાશના સ્તર અને વિશ્વસનીયતામાં ઊંડે વધારો કરે છે, જે Anebon ને શ્રેષ્ઠ સપ્લાયર બનાવે છે. ચાર મુખ્ય ઉત્પાદન શ્રેણીઓ, જેમ કેCNC મશીનિંગ, CNC મિલિંગ ભાગો,CNC ટર્નિંગઅને મેટલ કાસ્ટિંગ.
જો તમે વધુ જાણવા માંગતા હો અને ઉત્પાદનની પૂછપરછ કરવા માંગતા હો, તો કૃપા કરીને સંપર્ક કરોinfo@anebon.com
પોસ્ટનો સમય: ડિસેમ્બર-27-2023