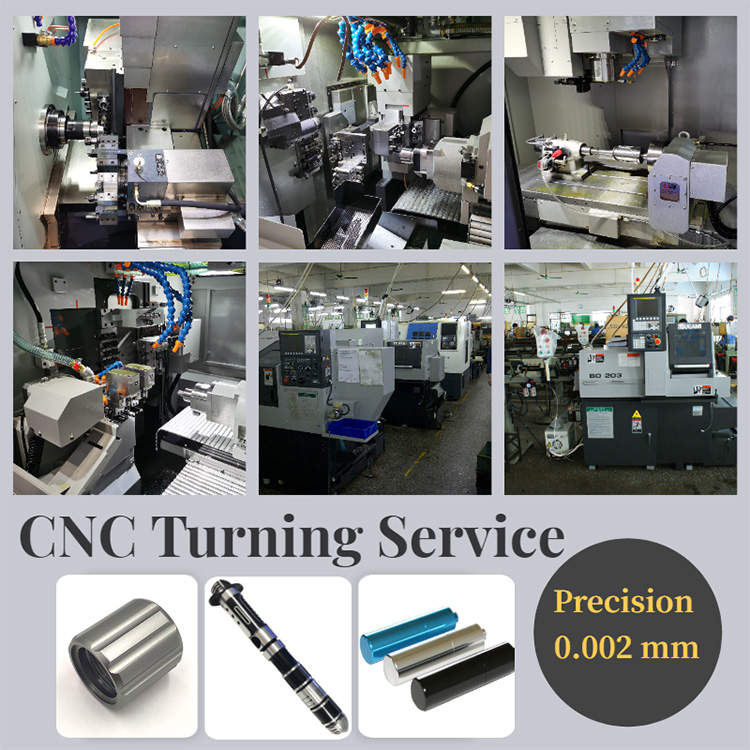
CNC ટર્નિંગ પ્લાસ્ટિક ભાગો



અમારી કંપની "ગુણવત્તા પ્રથમ, ટકાઉ અને સારી, લોકોલક્ષી, તકનીકી નવીનતા" ની બિઝનેસ ફિલસૂફીનું પાલન કરશે. ઉદ્યોગમાં પ્રગતિ, નવીનતા અને પ્રથમ-વર્ગના એન્ટરપ્રાઇઝ બનવાના તમામ પ્રયાસો ચાલુ રાખવાના પ્રયત્નો. અમે વૈજ્ઞાનિક મેનેજમેન્ટ મોડલ બનાવવા, સમૃદ્ધ વ્યાવસાયિક જ્ઞાન શીખવા, અદ્યતન ઉત્પાદન સાધનો અને ઉત્પાદન તકનીક વિકસાવવા, પ્રથમ-વર્ગની અધિકૃત, વાજબી કિંમત, ઉત્તમ સેવા, ઝડપી ડિલિવરી અને તમારા માટે નવું મૂલ્ય બનાવવાનો પ્રયત્ન કરીએ છીએ.
કટીંગ પ્રક્રિયા પર પ્લાસ્ટિક ગુણધર્મોની અસર. પ્લાસ્ટિક ચિપ્સની લાક્ષણિકતાઓ ધાતુ કરતાં નાની હોય છે. પ્લાસ્ટિકની થર્મલ ક્ષમતા નાની છે, થર્મલ વાહકતા નબળી છે (થર્મલ વાહકતા ધાતુના માત્ર ત્રણ હજારમા કે તેથી ઓછી છે), અને થર્મલ વિસ્તરણનો ગુણાંક મોટો છે (ધાતુ કરતાં 1.5~ મોટો) 20 ગણો). તેથી, કટિંગ પ્રક્રિયા દરમિયાન ઘર્ષણ દ્વારા ઉત્પન્ન થતી ગરમી મુખ્યત્વે કટરમાં પ્રસારિત થાય છે.
સાધનની પસંદગી:
સામાન્ય રીતે, પાતળી શાફ્ટને સીધી સીધી કરવા માટે પ્રતિબંધિત છે.
વધુમાં, આઉટર ટર્નિંગ ટૂલનો બાહ્ય વળાંક કોણ 90° કરતા વધારે હોઈ શકે છે.
કાર્બાઇડ સાધનો સાથે, મશીનિંગ ગુણવત્તા અત્યંત નબળી અને મશીન માટે અશક્ય પણ છે.
પ્રોગ્રામિંગ કરતી વખતે, પાછળનો મોટો કોણ, સિમેન્ટેડ કાર્બાઇડને ધ્યાનમાં લેવાની ભલામણ કરવામાં આવે છે, તાપમાન ઝડપથી વધે છે, અને બ્લેડ ખૂબ તીક્ષ્ણ છે.