
سیستم ماشینکاری سوراخ عمیق شناخته شده چقدر در فرآیند ماشینکاری ما اعمال می شود؟
لوله های تفنگ و سیستم های سلاح:
حفاری با سوراخ عمیق نقش حیاتی در تولید لوله های تفنگ ایفا می کند و از دقت و دقت ابعاد لوله، تفنگ و بافت سطح اطمینان می دهد.
صنعت هوافضا:
ماشینکاری با سوراخ عمیق در ساخت ارابه فرود هواپیما، قطعات موتورهای جت، شفت روتور هلیکوپتر و سایر اجزای حیاتی که نیاز به دقت و دوام استثنایی دارند، استفاده می شود.
صنعت نفت و گاز:
حفاری سوراخ عمیق در ساخت تجهیزات مورد استفاده در اکتشاف نفت و گاز، از جمله ابزارهای حفاری، سر چاه ها و لوله های تولید استفاده می شود.
صنعت خودرو:
ساخت قطعات موتور مانند میل لنگ، میل بادامک، میله های اتصال و قطعات تزریق سوخت نیاز به ادغام سوراخ های عمیق دارد.
پزشکی و بهداشت و درمان:
ماشینکاری سوراخ عمیق در تولید ابزارهای جراحی، ایمپلنتها و دستگاههای پزشکی که نیاز به ویژگیهای داخلی دقیق و پرداختهای سطحی دارند، ضروری است.
صنعت قالب و قالب:
حفاری سوراخ عمیق در ساخت قالب های تزریق، قالب های اکستروژن و سایر اجزای ابزار که نیاز به کانال های خنک کننده پیچیده برای دفع موثر گرما دارند، کاربرد دارد.
تعمیر قالب و قالب:
سیستمهای ماشینکاری سوراخ عمیق نیز برای تعمیر یا اصلاح قالبها و قالبهای موجود مورد استفاده قرار میگیرند و امکان حفاری کانالهای خنککننده، سوراخهای پین اجکتور یا سایر ویژگیهای ضروری را فراهم میکنند.
سیستم های پردازش سوراخ عمیق: شش مدل رایج
پردازش سوراخ عمیق چیست؟
یک سوراخ عمیق سوراخی است که نسبت طول به قطر آن بیشتر از 10 باشد. نسبت عمق به قطر برای سوراخ های عمیق به طور کلی معمولا L/d>=100 است. اینها شامل سوراخ های سیلندر و همچنین روغن محوری شفت، دوک توخالی و شیرهای هیدرولیک است. این سوراخ ها اغلب به دقت و کیفیت سطح بالایی نیاز دارند، در حالی که ماشینکاری برخی از مواد دشوار است که می تواند در تولید مشکل ایجاد کند. برای پردازش حفره های عمیق چه روش هایی وجود دارد؟
1. حفاری سنتی
مته پیچشی که توسط آمریکایی ها اختراع شده است، منشا پردازش سوراخ عمیق است. این مته ساختار نسبتاً سادهای دارد و به راحتی میتوان سیال برش را معرفی کرد که امکان تولید متهها در قطرها و اندازههای مختلف را فراهم میکند.
2. مته تفنگ
مته لوله سوراخ عمیق برای اولین بار برای تولید لوله های تفنگ که به عنوان لوله های سوراخ عمیق نیز شناخته می شوند، استفاده شد. مته تفنگی به این دلیل نامگذاری شد که لولهها لولههای دقیق بدون درز نبودند و فرآیند تولید لوله دقیق نمیتوانست نیاز دقت را برآورده کند. امروزه به دلیل پیشرفت علم و فناوری و تلاش سازندگان سیستمهای حفره عمیق، پردازش حفرههای عمیق، روشی محبوب و کارآمد برای پردازش است. آنها در بسیاری از زمینه ها از جمله: صنعت خودرو، هوافضا، ساخت و ساز سازه، تجهیزات پزشکی، قالب/ابزار/جنگ، صنعت هیدرولیک و فشار استفاده می شوند.
حفاری تفنگی یک راه حل عالی برای پردازش سوراخ عمیق است. حفاری با تفنگ راه خوبی برای دستیابی به نتایج دقیق است. حفاری تفنگی می تواند به نتایج پردازش دقیقی دست یابد. قادر به پردازش انواع سوراخ های عمیق و همچنین سوراخ های عمیق ویژه مانند سوراخ های کور و سوراخ های متقاطع است.
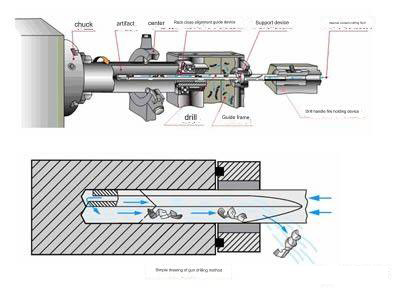
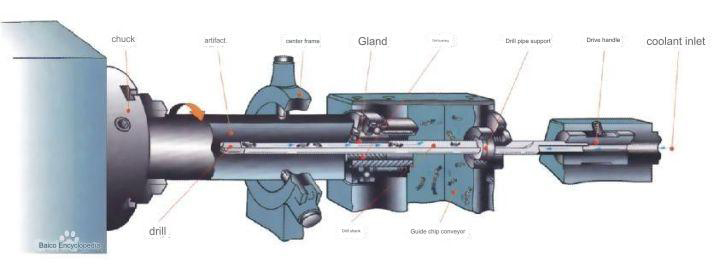
اجزای سیستم حفاری تفنگ

مته تفنگ
3. سیستم BTA
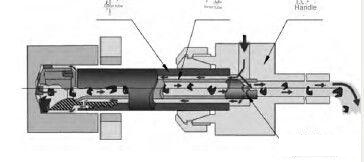
انجمن بین المللی پردازش حفره یک مته سوراخ عمیق اختراع کرد که تراشه ها را از داخل جدا می کند. سیستم BTA از سیلندرهای توخالی برای میله و مته استفاده می کند. این امر استحکام ابزار را بهبود می بخشد و امکان مونتاژ و جداسازی سریع را فراهم می کند. شکل اصل کار آن را نشان می دهد. دیسپنسر روغن با مایع برش تحت فشار پر می شود.
سپس سیال برش از فضای حلقوی ایجاد شده توسط لوله مته، دیواره سوراخ عبور می کند و برای خنک سازی و روانکاری به سمت منطقه برش جریان می یابد. همچنین تراشه را به تراشه های مته فشار می دهد. حفره داخلی لوله مته جایی است که تراشه ها تخلیه می شوند. سیستم BTA را می توان برای سوراخ های عمیق با قطر بیشتر از 12 میلی متر استفاده کرد.
ترکیب سیستم BAT↑

مته BAT↑
4. سیستم حفاری تزریق و مکش
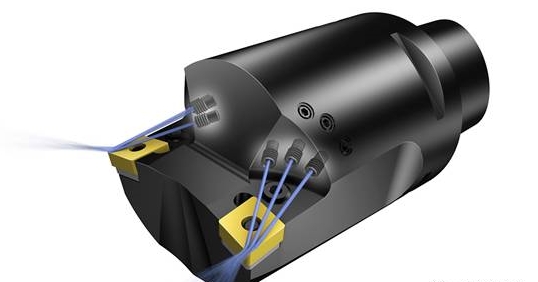
سیستم حفاری جت مکش یک روش حفاری سوراخ عمیق است که از یک لوله دوتایی بر اساس اصل مکش جت مکانیک سیالات استفاده می کند. سیستم اسپری مکش بر اساس یک ابزار لوله دو لایه است. پس از تحت فشار قرار گرفتن، مایع برش از ورودی تزریق می شود. 2/3 سیال برشی که وارد فضای بین میله های مته بیرونی و داخلی می شود به داخل میله های مته جریان می یابد.قطعه برش سفارشی cncتا خنک و روغن کاری شود.
تراشه ها به داخل حفره داخلی فشار داده می شوند. 1/3 باقیمانده مایع برش با سرعت بالا از طریق نازل هلالی به لوله داخلی اسپری می شود. این یک ناحیه کم فشار در داخل حفره لوله داخلی ایجاد می کند و مایع برش حامل تراشه ها را می مکد. تراشه ها به سرعت از خروجی تحت اسپری و مکش دوگانه تخلیه می شوند. سیستم های حفاری مکش جت عمدتاً برای پردازش سوراخ های عمیق با قطر بیشتر از 18 میلی متر استفاده می شود.
اصل سیستم حفاری مکش جت↑
مته مکش جت↑
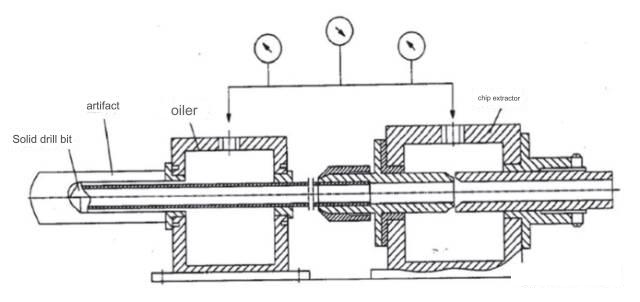
سیستم 5.DF
سیستم DF یک سیستم حذف تراشه داخلی تک لوله ای دو ورودی است که توسط شرکت متالورژیک نیپون توسعه یافته است. مایع برش به دو شاخه جلو و عقب تقسیم می شود که به ترتیب از دو ورودی وارد می شوند. 2/3 از مایع برش در اولین به سمت جریان می یابدقطعه برش فلز cncاز طریق ناحیه حلقوی تشکیل شده توسط لوله مته و دیواره سوراخ پردازش شده، و تراشه ها را به خروجی تراشه روی مته فشار می دهد، وارد لوله مته می شود و به سمت استخراج کننده تراشه جریان می یابد. دومی 1/3 مایع برش مستقیماً وارد دستگاه استخراج تراشه می شود و از طریق شکاف مخروطی باریک بین نازل های جلو و عقب شتاب می گیرد و یک اثر مکش فشار منفی برای رسیدن به هدف تسریع در برداشتن تراشه ایجاد می کند.
ساختار نیمه اول سیستم DF که نقش "فشار" را ایفا می کند شبیه به سیستم BTA است و ساختار نیمه دوم که نقش "مکش" را ایفا می کند شبیه به حفاری جت مکش است. سیستم از آنجایی که سیستم DF از دستگاه های ورودی روغن دوگانه استفاده می کند، تنها از یک لوله مته استفاده می کند. روش هل دادن تراشه و مکش کامل شده است، بنابراین می توان قطر میله مته را بسیار کوچک ساخت و سوراخ های کوچکتر را می توان پردازش کرد. در حال حاضر، حداقل قطر پردازش سیستم DF می تواند به 6 میلی متر برسد.
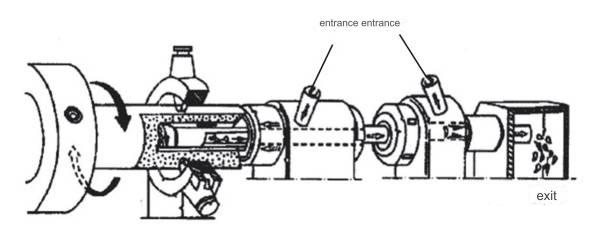
نحوه عملکرد سیستم DF↑
مته سوراخ عمیق DF↑
6. سیستم SIED
دانشگاه شمال چین سیستم SIED را اختراع کرد، یک سیستم تخلیه تراشه تک لوله و سیستم مته مکش. این فناوری مبتنی بر سه فناوری حفاری حذف تراشه داخلی است: BTA (مته مکش جت)، سیستم DF و سیستم DF. این سیستم یک دستگاه استخراج تراشه با قابلیت تنظیم مستقل را اضافه می کند که توسط منبع تغذیه تغذیه می شود تا جریان سیال خنک کننده و حذف تراشه را به طور مستقل کنترل کند. همانطور که در نمودار نشان داده شده است، این اصل اساسی است. پمپ هیدرولیک مایع برش را خروجی می دهد که سپس به دو جریان تقسیم می شود: اولین سیال برش وارد دستگاه تحویل روغن می شود و از شکاف حلقوی بین دیواره لوله مته و سوراخ جریان می یابد تا به قسمت برش برسد و تراشه ها را از بین می برد.
اولین مایع برش به سوراخ خروجی مته فشار داده می شود. سیال برش دوم از طریق شکاف بین جفت نازل مخروطی وارد شده و به دستگاه استخراج تراشه جریان می یابد. این یک جت پر سرعت و فشار منفی ایجاد می کند. SIED مجهز به دو شیر تنظیم کننده فشار مستقل است که یکی برای هر جریان مایع است. اینها را می توان با توجه به بهترین شرایط خنک کننده یا استخراج تراشه تنظیم کرد. SlED سیستمی است که به تدریج در حال ارتقاء است. این یک سیستم پیچیده تر است. سیستم SlED در حال حاضر قادر است حداقل قطر سوراخ حفاری را به کمتر از 5 میلی متر کاهش دهد.
نحوه عملکرد سیستم SIED↑
کاربرد پردازش سوراخ عمیق در CNC
تولید اسلحه و سلاح گرم:
حفاری سوراخ های عمیق برای ساخت تفنگ ها و سیستم های تسلیحاتی استفاده می شود. ابعاد دقیق، تفنگ و پرداخت سطح را برای عملکرد دقیق و قابل اعتماد تفنگ تضمین می کند.
صنعت هوافضا:
فرآیند ماشینکاری عمیق سوراخ برای ساخت قطعات ارابه فرود هواپیما و همچنین قطعات موتور توربین و سایر اجزای حیاتی هوافضا که نیاز به کیفیت و دقت بالایی دارند استفاده می شود.
اکتشاف نفت و گاز:
حفاری سوراخ های عمیق برای تولید تجهیزاتی مانند مته ها، لوله ها و سر چاه ها که برای اکتشاف نفت و گاز ضروری هستند، استفاده می شود. حفره های عمیق امکان استخراج منابعی را که در مخازن زیرزمینی به دام افتاده اند را می دهد.
صنعت خودرو:
پردازش سوراخ های عمیق برای ایجاد اجزای موتور مانند میل لنگ، میل بادامک و همچنین میله های اتصال ضروری است. این قطعات به دقت در ویژگی های داخلی و همچنین برای بهترین عملکرد نیاز دارند.
بهداشت و درمان:
فرآیند ماشینکاری عمیق سوراخ برای ساخت ابزار جراحی، ایمپلنت های پزشکی و همچنین ابزارهای مختلف پزشکی استفاده می شود. این دستگاهها برای اطمینان از حداکثر کارایی و سازگاری، به ویژگیها و پرداختهای داخلی دقیق نیاز دارند.
صنعت قالب و قالب:
مته سوراخ عمیق نقش مهمی در ایجاد قالب ها و همچنین قالب ها دارد. قالب ها و قالب ها به کانال های خنک کننده برای اطمینان از اتلاف گرمای کارآمد هنگام استفاده از فرآیندهایی مانند قالب گیری تزریقی یا روش های مختلف تولید نیاز دارند.
صنعت انرژی:
پردازش سوراخ عمیق برای ساخت قطعات مرتبط با انرژی مانند پره های توربین، مبدل های حرارتی و اجزای انتقال نیرو استفاده می شود. این اجزا معمولاً به مشخصات داخلی دقیق و تکمیل نیاز دارند تا از کارایی در تولید انرژی اطمینان حاصل شود.
صنایع دفاعی:
حفاری سوراخ های عمیق در ساخت تجهیزات دفاعی استفاده می شودقطعات آسیاب شده cncمانند سیستم های هدایت موشک و صفحات زرهی و اجزای وسایل نقلیه هوافضا. اینهاقطعات ماشین کاری شده cncبرای اطمینان از اثربخشی و امنیت آنها به دقت بالا و دوام طولانی مدت نیاز دارند.
Anebon قادر به عرضه کالاهای با کیفیت بالا، قیمت فروش رقابتی و بهترین پشتیبانی مشتری است. مقصد Anebon این است که "شما به سختی به اینجا می آیید و ما لبخندی را به شما عرضه می کنیم تا از بین ببرید" برای خدمات مهر زنی فلزی سفارشی. اکنون Anebon تمام ویژگیهای خاص را در نظر گرفته است تا هر محصول یا خدمات مورد رضایت خریداران ما را بیمه کند.
ما همچنین خدمات برش فلز و برش لیزری آنودایز شده OEM را ارائه می دهیم که نیازها و نیازهای خاص شما را برآورده می کند. Anebon با یک تیم قوی از مهندسین با تجربه در طراحی و توسعه شلنگ، به دقت برای هر فرصتی برای ارائه بهترین محصولات و راه حل ها برای مشتریان خود ارزش قائل است.
در صورت تمایل به کسب اطلاعات بیشتر با مسئول رسمی انبن از طریق تماس بگیرید info@anebon.com، تلفن+86-769-89802722
زمان ارسال: اکتبر-27-2023