
آیا رابطه بین کولیس و میکرومتر ورنیه و صنعت CNC را درک می کنید؟
هر دو کولیس ورنیه و میکرومتر ابزارهای اندازه گیری دقیقی هستند که معمولاً در صنعت CNC برای اندازه گیری دقیق ابعاد استفاده می شوند.
کولیس های ورنیه که با نام های ترازو ورنیه یا کولیس های کشویی نیز شناخته می شوند، ابزارهای اندازه گیری دستی هستند که برای اندازه گیری ابعاد خارجی (طول، عرض و ضخامت) اجسام استفاده می شوند. آنها از یک مقیاس اصلی و یک مقیاس ورنیه کشویی تشکیل شده اند که امکان خواندن دقیق فراتر از وضوح مقیاس اصلی را فراهم می کند.
از طرف دیگر میکرومترها تخصصی تر هستند و می توانند فواصل بسیار کوچک را با دقت بالا اندازه گیری کنند. از آنها برای اندازه گیری ابعادی مانند قطر، ضخامت و عمق استفاده می شود. میکرومترها اندازه گیری ها را در میکرومتر (μm) یا هزارم میلی متر ارائه می دهند.
در صنعت CNC، دقت برای اطمینان از فرآیندهای ماشینکاری و ساخت دقیق بسیار مهم است. کولیس ها و میکرومترهای ورنیه نقش حیاتی در کنترل کیفیت، بازرسی و اندازه گیری های دقیق ایفا می کنند.قطعات ماشینکاری CNC. آنها اپراتورها و تکنسینهای CNC را قادر میسازند تا ابعاد را بررسی کنند، تلورانسهای محکم را حفظ کنند و از عملکرد مناسب ماشینهای CNC اطمینان حاصل کنند.
ترکیبی از فناوری CNC و ابزارهای اندازهگیری دقیق مانند کولیسهای ورنیه و میکرومترها به سادهسازی فرآیندهای تولید، بهبود کارایی و ارائه قطعات با کیفیت بالا با ماشینکاری CNC کمک میکند.
نمای کلی کولیس های ورنیه
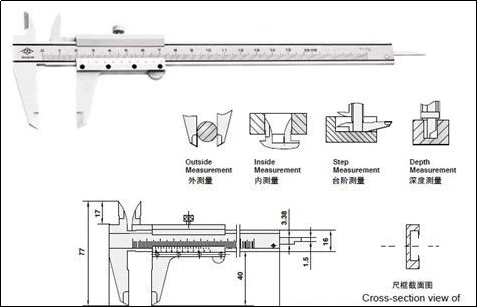
به عنوان یک ابزار اندازه گیری با دقت بالا که به طور گسترده مورد استفاده قرار می گیرد، کولیس ورنیه از دو قسمت تشکیل شده است: یک ترازو اصلی و یک ورنیه کشویی متصل به ترازو اصلی. اگر بر اساس مقدار مقیاس ورنیه تقسیم شود، کولیس ورنیه به سه نوع 0.1، 0.05 و 0.02 میلی متر تقسیم می شود.
نحوه خواندن کولیس ورنیه
با در نظر گرفتن کولیس دقیق ورنیه با مقدار مقیاس 0.02 میلی متر به عنوان مثال، روش خواندن را می توان به سه مرحله تقسیم کرد.
1) کل میلی متر را با توجه به نزدیکترین مقیاس در مقیاس اصلی در سمت چپ خط صفر مقیاس کمکی بخوانید.
2) 0.02 را ضرب کنید تا اعشار را با توجه به تعداد خطوط حکاکی شده تراز شده با مقیاس در مقیاس اصلی در سمت راست خط صفر مقیاس کمکی ضرب کنید.
3) اعداد صحیح و اعشاری بالا را جمع کنید تا اندازه کل به دست آید.
روش خواندن کولیس 0.02 میلی متری ورنیه
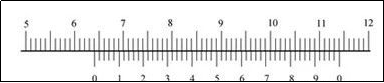
همانطور که در شکل بالا نشان داده شده است، مقیاس در جلوی ترازو اصلی رو به خط 0 مقیاس فرعی 64 میلی متر است و خط نهم بعد از خط 0 مقیاس فرعی با یک خط حکاکی شده از مقیاس اصلی تراز شده است.
خط نهم بعد از خط 0 مقیاس فرعی به معنای: 0.02×9 = 0.18 میلی متر است.
بنابراین اندازه قطعه کار اندازه گیری شده: 64+0.18=64.18mm است
نحوه استفاده از کولیس ورنیه
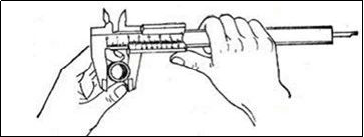
آرواره ها را به هم نزدیک کنید تا ببینید آیا ورنیه با علامت صفر در مقیاس اصلی تراز است یا خیر. اگر تراز باشد می توان آن را اندازه گیری کرد: اگر تراز نباشد باید خطای صفر ثبت شود: خط مقیاس صفر ورنیه را خطای صفر مثبت در سمت راست خط مقیاس صفر روی بدنه خط کش می نامند و خطای منفی صفر به خطای منفی صفر در سمت چپ خط مقیاس صفر روی بدنه خط کش گفته می شود (این روش تنظیم مطابق با تنظیم محور اعداد، مبدا است. وقتی مبدأ در سمت راست باشد مثبت و زمانی که مبدا در سمت چپ باشد منفی است).
هنگام اندازه گیری، بدنه خط کش را با دست راست خود بگیرید، مکان نما را با انگشت شست خود حرکت دهید و نگه داریدقطعات آلومینیومی cncبا قطر بیرونی (یا قطر داخلی) با دست چپ، به طوری که جسم مورد اندازه گیری بین پنجه های اندازه گیری بیرونی قرار گیرد و زمانی که محکم به پنجه های اندازه گیری چسبیده است، می توانید مطابق شکل زیر مطالعه کنید. :
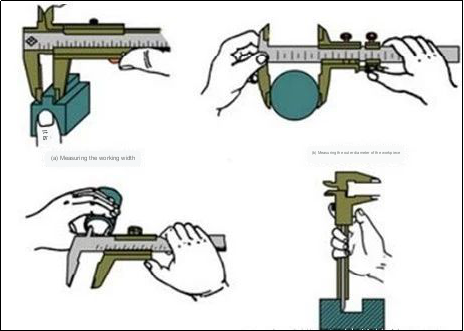
کاربرد کولیس ورنیه در خدمات ماشینکاری CNC
به عنوان یک ابزار اندازه گیری رایج، کولیس ورنیه را می توان در چهار جنبه زیر استفاده کرد:
1) عرض قطعه کار را اندازه گیری کنید
2) قطر خارجی قطعه کار را اندازه گیری کنید
3) قطر داخلی قطعه کار را اندازه گیری کنید
4) عمق قطعه کار را اندازه گیری کنید
روش های اندازه گیری خاص این چهار جنبه در شکل زیر نشان داده شده است:
کاربرد کولیس ورنیه درخدمات ماشینکاری CNC
به عنوان یک ابزار اندازه گیری رایج، کولیس ورنیه را می توان در چهار جنبه زیر استفاده کرد:
1) عرض قطعه کار را اندازه گیری کنید
2) قطر خارجی قطعه کار را اندازه گیری کنید
3) قطر داخلی قطعه کار را اندازه گیری کنید
4) عمق قطعه کار را اندازه گیری کنید
روش های اندازه گیری خاص این چهار جنبه در شکل زیر نشان داده شده است:
اقدامات احتیاطی برای استفاده
کولیس ورنیه یک ابزار اندازه گیری نسبتاً دقیق است و هنگام استفاده از آن باید به موارد زیر توجه کرد:
1. قبل از استفاده، سطح اندازه گیری دو پایه گیره را تمیز کنید، دو پایه گیره را ببندید و بررسی کنید که آیا خط 0 خط کش کمکی با خط 0 خط کش اصلی هماهنگ است یا خیر. در غیر این صورت، قرائت اندازه گیری باید مطابق خطای اصلی اصلاح شود.
2. هنگام اندازه گیری قطعه کار، سطح اندازه گیری پایه گیره باید موازی یا عمود بر سطح قطعه کار باشد و کج نباشد. و نیرو نباید خیلی زیاد باشد تا باعث تغییر شکل یا سایش پاهای گیره نشود که بر دقت اندازه گیری تأثیر می گذارد. 3. هنگام خواندن، خط دید باید عمود بر سطح مقیاس باشد، در غیر این صورت مقدار اندازه گیری شده نادرست خواهد بود.
4. هنگام اندازه گیری قطر داخلی، آن را کمی تکان دهید تا حداکثر مقدار را پیدا کنید.
5. پس از تمام شدن کولیس ورنیه، آن را با دقت پاک کنید، روغن محافظ بمالید و آن را صاف در پوشش قرار دهید. در صورت زنگ زدگی یا خم شدن
میکرومتر مارپیچی که میکرومتر نیز نامیده می شود، یک ابزار اندازه گیری دقیق است. اصل، ساختار و کاربرد میکرومتر مارپیچی در زیر توضیح داده خواهد شد.
میکرومتر اسپیرال چیست؟
میکرومتر اسپیرال که با نامهای میکرومتر، میکرومتر مارپیچی، کارت سانتیمتر نیز شناخته میشود، ابزار دقیقتری برای اندازهگیری طول نسبت به کولیس ورنیه است. این می تواند طول را با دقت تا 0.01 میلی متر اندازه گیری کند و محدوده اندازه گیری آن چندین سانتی متر است.
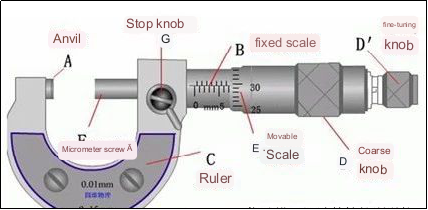
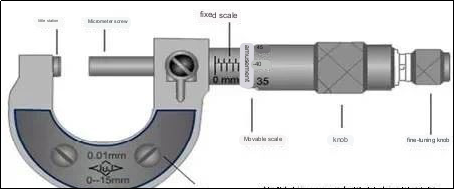
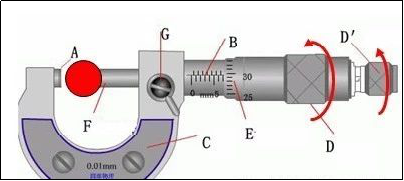
ساختار یک میکرومتر مارپیچی
شکل زیر یک نمودار شماتیک از ساختار میکرومتر مارپیچی است:
اصل کار میکرومتر پیچ
میکرومتر پیچ بر اساس اصل تقویت پیچ ساخته می شود، یعنی پیچ یک بار در مهره می چرخد و پیچ در جهت محور چرخش با فاصله یک گام پیشروی یا عقب نشینی می کند. بنابراین، فاصله کوچک حرکت شده در طول محور را می توان با قرائت بر روی محیط بیان کرد.
گام رزوه دقیق میکرومتر پیچ 0.5 میلی متر است و مقیاس متحرک دارای 50 مقیاس به طور مساوی تقسیم شده است. هنگامی که ترازو متحرک یک بار می چرخد، پیچ میکرومتر می تواند 0.5 میلی متر پیشروی یا عقب نشینی کند، بنابراین چرخش هر بخش کوچک معادل اندازه گیری پیچ میکرو 0.5/50=0.01 میلی متر پیشروی یا عقب نشینی است. می توان دید که هر تقسیم کوچک مقیاس متحرک نشان دهنده 0.01 میلی متر است، بنابراین میکرومتر پیچ می تواند تا 0.01 میلی متر دقیق باشد. از آنجایی که می توان تخمین زد که یکی دیگر را بخواند، می توان آن را تا هزارم میلی متر خواند، بنابراین به آن میکرومتر نیز می گویند.
نحوه استفاده از میکرومتر مارپیچی
هنگامی که ما اغلب به مشتریان کمک می کنیم تا ابزار جمع آوری داده خود را با یک میکرومتر مارپیچی برای اندازه گیری با کارایی بالا متصل کنند، اغلب مشتریان را راهنمایی می کنیم که هنگام ساخت یک میکرومتر مارپیچی موارد زیر را انجام دهند:
1. قبل از استفاده، نقطه صفر را بررسی کنید: به آرامی دستگیره تنظیم دقیق D' را بچرخانید تا میله اندازه گیری (F) با سندان اندازه گیری (A) تماس پیدا کند تا زمانی که جغجغه صدا ایجاد کند. در این زمان، نقطه صفر روی خط کش متحرک (آستین متحرک) خط حک شده باید با خط مرجع (خط افقی بلند) روی آستین ثابت تراز شود، در غیر این صورت خطای صفر وجود خواهد داشت.
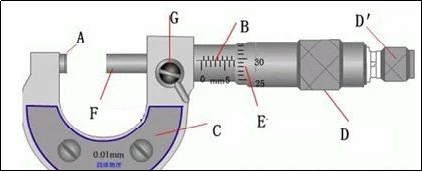
2. قاب خط کش (C) را در دست چپ نگه دارید، دستگیره تنظیم درشت D را با دست راست بچرخانید تا فاصله بین میله اندازه گیری F و سندان A کمی بزرگتر از جسم اندازه گیری شده باشد، جسم اندازه گیری شده را داخل آن قرار دهید. دستگیره محافظ D' را بچرخانید تا جسم اندازهگیری شده را ببندید تا زمانی که جغجغه صدا ایجاد کند، دستگیره ثابت G را بچرخانید تا میله اندازهگیری ثابت شود و اندازهگیری کنید.
روش خواندن میکرومتر پیچ
1. ابتدا مقیاس ثابت را بخوانید
2. نیم مقیاس را دوباره بخوانید، اگر خط نیم مقیاس در معرض دید قرار گرفت، آن را 0.5 میلی متر ثبت کنید. اگر خط نیم مقیاس در معرض دید نیست، آن را به عنوان 0.0mm ثبت کنید.
3. مقیاس متحرک را دوباره بخوانید (به تخمین توجه کنید)، و آن را به صورت n×0.01mm ثبت کنید.
4. نتیجه خواندن نهایی مقیاس ثابت + نیم مقیاس + مقیاس متحرک است
از آنجایی که نتیجه قرائت میکرومتر مارپیچی به هزارم میلی متر می رسد، میکرومتر مارپیچی را میکرومتر نیز می نامند.
اقدامات احتیاطی برای میکرومتر مارپیچی
1. هنگام اندازه گیری، توجه داشته باشید که وقتی پیچ میکرومتر به جسم مورد اندازه گیری نزدیک می شود، استفاده از دستگیره را متوقف کنید و به جای آن از دکمه تنظیم دقیق استفاده کنید تا از فشار بیش از حد جلوگیری کنید، که نه تنها می تواند نتیجه اندازه گیری را دقیق کند، بلکه از آن نیز محافظت می کند. میکرومتر پیچ
2. در هنگام مطالعه توجه کنید که آیا خط حکاکی شده نشان دهنده نیم میلی متر در مقیاس ثابت نمایان شده است یا خیر.
3. هنگام خواندن، یک عدد تخمینی در رتبه هزارم وجود دارد که نمی توان آن را به طور اتفاقی دور انداخت. حتی اگر نقطه صفر مقیاس ثابت فقط با یک خط مقیاس مشخص از مقیاس متحرک تراز باشد، مکان هزارم نیز باید به عنوان "0" خوانده شود.
4. وقتی سندان کوچک و پیچ میکرومتر به هم نزدیک باشند، نقطه صفر ترازو متحرک با نقطه صفر ترازو ثابت منطبق نیست و یک خطای صفر وجود دارد که باید اصلاح شود، یعنی مقدار خطای صفر باید از قرائت اندازه گیری طول نهایی حذف شود.
استفاده و نگهداری صحیح از میکرومتر اسپیرال
• بررسی کنید که آیا خط صفر دقیق است یا خیر.
• هنگام اندازه گیری، سطح اندازه گیری شده قطعه کار باید تمیز شود.
• وقتی قطعه کار بزرگ است، باید آن را روی یک آهن V شکل یا صفحه مسطح اندازه گیری کرد.
• قبل از اندازه گیری میله اندازه گیری و سندان را پاک کنید.
• هنگام پیچاندن آستین متحرک به دستگاه ضامن دار نیاز است.
• قاب پشتی را شل نکنید تا خط صفر را تغییر ندهید.
• روغن موتور معمولی را بین آستین ثابت و آستین متحرک اضافه نکنید.
• پس از استفاده، روغن را پاک کرده و در جعبه مخصوص در جای خشک قرار دهید.
هدف شرکت و پیگیری Anebon این است که "همیشه نیازهای مشتری خود را برآورده کنیم". Anebon به ایجاد و طراحی و طراحی کالاهای با کیفیت عالی برای مشتریان قدیمی و جدید خود ادامه می دهد و مانند پروفایل های اکستروژن با دقت بالا، قطعات آلومینیوم تراش cnc و قطعات فرز آلومینیوم را برای مشتریان سفارشی می کنیم. . Anebon با آغوش باز، از همه خریداران علاقه مند دعوت می کند تا از وب سایت ما دیدن کنند یا برای اطلاعات بیشتر مستقیماً با ما تماس بگیرند.
ماشین CNC سفارشی کارخانه چین و ماشین حکاکی CNC، محصول Anebon به طور گسترده توسط کاربران شناخته شده و مورد اعتماد است و می تواند نیازهای اقتصادی و اجتماعی را به طور مداوم برآورده کند. Anebon از مشتریان جدید و قدیمی از همه طبقات جامعه استقبال می کند تا برای روابط تجاری آینده و دستیابی به موفقیت متقابل با ما تماس بگیرند.
زمان ارسال: ژوئیه-03-2023