
Hvad er et CNC-værktøj?
Kombinationen af avanceret forarbejdningsudstyr og højtydende CNC skæreværktøjer kan give fuld spild til dens behørige ydeevne og opnå gode økonomiske fordele. Med den hurtige udvikling af skæreværktøjsmaterialer har forskellige nye skæreværktøjsmaterialer forbedret deres fysiske, mekaniske egenskaber og skæreydelse betydeligt, og deres anvendelsesområde er også fortsat med at udvide.
Den strukturelle sammensætning af CNC-værktøjer?
CNC-værktøjer (Computer Numerical Control) er værktøjsmaskiner, der betjenes af programmerede kommandoer, der er kodet på et lagermedie, såsom en computer. Disse værktøjer bruger et computerstyret system til at udføre præcisionsbearbejdningsoperationer, såsom skæring, boring, fræsning og formning. Værktøjerne bruges i fremstillingsprocesser, især i industrier som rumfart, bilindustrien, medicin og metalbearbejdning.
CNC-værktøjer omfatter en række maskiner, som f.eksCNC fræsningmaskiner, CNCdrejebænk proces, CNC routere, CNC plasmaskærere og CNC laserskærere. Disse værktøjer fungerer ved at flytte et skærende værktøj eller emne i tre eller flere akser ved hjælp af computernumerisk kontrol.
CNC-værktøjer er kendt for deres præcision, nøjagtighed og repeterbarhed, hvilket gør dem ideelle til fremstilling af komplekse dele og komponenter med snævre tolerancer. De er også i stand til at producere produkter af høj kvalitet i et hurtigere tempo end traditionelle manuelle maskiner, hvilket er med til at øge produktiviteten og effektiviteten i fremstillingen.
Hvilke grundlæggende egenskaber skal CNC-værktøjsmaterialer have?
1. Hårdhed: CNC-værktøjsmaterialer skal være hårde nok til at modstå slitage under bearbejdningsprocessen.
2. Sejhed: CNC-værktøjsmaterialer skal være hårde nok til at modstå stød- og stødbelastninger.
3. Varmebestandighed: CNC-værktøjsmaterialer skal være i stand til at modstå høje temperaturer, der genereres under bearbejdningsprocessen uden at miste deres styrke eller holdbarhed.
4. Slidstyrke: CNC-værktøjsmaterialer skal være modstandsdygtige over for slibende slid forårsaget af kontakt med emnet.
5. Kemisk stabilitet: CNC-værktøjsmaterialer skal være kemisk stabile for at undgå korrosion og andre former for kemisk skade.
6. Bearbejdelighed: CNC-værktøjsmaterialer skal være lette at bearbejde og forme til den ønskede form.
7. Omkostningseffektivitet: CNC-værktøjsmaterialer bør være overkommelige og omkostningseffektive i betragtning af deres ydeevne og levetid.

Typer, egenskaber, karakteristika og anvendelser af skærende værktøjsmaterialer
Hver type materiale har sine unikke egenskaber, egenskaber og anvendelser. Her er nogle almindelige skæreværktøjsmaterialer sammen med deres egenskaber og anvendelser:
1. Højhastighedsstål (HSS):
HSS er et almindeligt anvendt skæreværktøjsmateriale, lavet af en kombination af stål, wolfram, molybdæn og andre elementer. Den er kendt for sin høje hårdhed, slidstyrke og sejhed, hvilket gør den velegnet til bearbejdning af en lang række materialer, herunder stål, aluminiumslegeringer og plast.
2. Carbid:
Carbide er et kompositmateriale fremstillet af en blanding af wolframcarbidpartikler og et metallisk bindemiddel, såsom kobolt. Den er kendt for sin enestående hårdhed, slidstyrke og varmebestandighed, hvilket gør den ideel til bearbejdning af hårde materialer, såsom rustfrit stål, støbejern og højtemperaturlegeringer.
3. Keramik:
Keramiske skæreværktøjer er lavet af en række forskellige keramiske materialer, såsom aluminiumoxid, siliciumnitrid og zirconia. De er kendt for deres høje hårdhed, slidstyrke og kemiske stabilitet, hvilket gør dem velegnede til bearbejdning af hårde og slibende materialer, såsom keramik, kompositter og superlegeringer.
4. Kubisk bornitrid (CBN):
CBN er et syntetisk materiale fremstillet af kubiske bornitridkrystaller. Den er kendt for sin enestående hårdhed, slidstyrke og varmebestandighed, hvilket gør den velegnet til bearbejdning af hærdet stål og andre materialer, der er svære at bearbejde ved hjælp af andre skæreværktøjsmaterialer.
5. Diamant:
Diamantskærende værktøjer er lavet af naturlige eller syntetiske diamanter. De er kendt for deres enestående hårdhed, slidstyrke og varmebestandighed, hvilket gør dem velegnede til bearbejdning af ikke-jernholdige metaller, kompositter og andre hårde og slibende materialer.
Der er også en speciel slags værktøj kaldet et belagt værktøj.
Generelt bruges ovennævnte materialer som belægninger, og de er meget udbredt i CNC-værktøjsmaskiner.
Et coated værktøj er et værktøj med et tyndt lag materiale påført på dets overflade for at forbedre dets ydeevne og forlænge dets levetid. Belægningsmaterialet er valgt baseret på værktøjets tilsigtede anvendelse, og almindelige belægningsmaterialer omfatter titaniumnitrid (TiN), titaniumcarboni (TiCN) og diamantlignende carbon (DLC).
Belægninger kan forbedre et værktøjs ydeevne på forskellige måder, såsom at reducere friktion og slid, øge hårdheden og sejheden og forbedre modstandsdygtigheden over for korrosion og kemiske skader. For eksempel kan et TiN-belagt bor holde op til tre gange længere end et ubelagt bor, og en TiCN-belagt endefræser kan skære igennem hårdere materialer med mindre slid.
Coatede værktøjer er almindeligt anvendt i industrier såsom fremstilling, rumfart, bilindustrien og fremstilling af medicinsk udstyr. De kan bruges til skæring, boring, fræsning, slibning og andre bearbejdningsoperationer.
Udvælgelsesprincipper for CNC-værktøjsmaterialer
Valget af CNC-værktøjsmaterialer er en vigtig overvejelse ved design og fremstilling af præcisiondrejende dele. Valget af et værktøjsmateriale er baseret på en række faktorer, herunder typen af materiale, der bearbejdes, bearbejdningsoperationen og den ønskede finish.
Her er nogle af udvælgelsesprincipperne for CNC-værktøjsmaterialer:
1. Hårdhed:Værktøjsmaterialet skal være hårdt nok til at modstå de kræfter og temperaturer, der opstår under bearbejdningen. Hårdhed måles typisk på Rockwell C-skalaen eller Vickers-skalaen.
2. Sejhed:Værktøjsmaterialet skal også være sejt nok til at modstå brud og skår. Sejhed måles normalt ved slagstyrke eller brudsejhed.
3. Slidstyrke:Værktøjsmaterialet skal have god slidstyrke for at bevare sin skærekant og undgå værktøjsfejl. Et materiales slidstyrke måles ofte ved mængden af materiale, der fjernes fra værktøjet under en vis mængde bearbejdning.
4. Termisk ledningsevne: Værktøjsmaterialet skal have god termisk ledningsevne for at sprede varme genereret under bearbejdning. Dette hjælper med at undgå værktøjsfejl og til at opretholde dimensionsnøjagtighed.
5. Kemisk stabilitet:Værktøjsmaterialet skal være kemisk stabilt for at undgå kemiske reaktioner med emnematerialet.
6. Pris:Omkostningerne til værktøjsmaterialet er også en vigtig overvejelse, især for store produktionsserier.
Almindelige materialer, der bruges til CNC-værktøj, omfatter hårdmetal, højhastighedsstål, keramik og diamant. Valget af et værktøjsmateriale afhænger af den specifikke bearbejdningsoperation og den ønskede finish, samt de materialer, der bearbejdes, og det tilgængelige udstyr.
1) Skæreværktøjsmaterialet matcher de mekaniske egenskaber af det bearbejdede objekt
At matche skæreværktøjsmaterialet til de mekaniske egenskaber af det bearbejdede objekt er en vigtig overvejelse ved CNC-bearbejdning. De mekaniske egenskaber af det bearbejdede objekt omfatter blandt andet dets hårdhed, sejhed og duktilitet. Valg af et skærende værktøjsmateriale, der matcher eller komplementerer de mekaniske egenskaber af det bearbejdede objekt, kan forbedre bearbejdningsydelsen og effektiviteten, reducere værktøjsslid og forbedre kvaliteten af den færdige del.
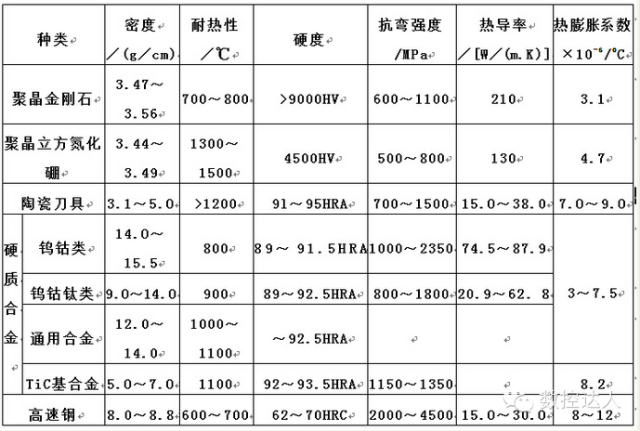
① Rækkefølgen af værktøjsmaterialets hårdhed er: diamantværktøj>kubisk bornitridværktøj>keramisk værktøj>wolframcarbid>højhastighedsstål.
② Rækkefølgen af bøjningsstyrke af værktøjsmaterialer er: højhastighedsstål > cementeret hårdmetal > keramiske værktøjer > diamant- og kubisk bornitridværktøjer.
③ Rækkefølgen af værktøjsmaterialers sejhed er: højhastighedsstål > cementeret hårdmetal > kubisk bornitrid, diamant- og keramiske værktøjer.
For eksempel, hvis den bearbejdede genstand er lavet af et hårdt og skørt materiale som hærdet stål eller støbejern, kan et skæreværktøj lavet af et hårdt og slidbestandigt materiale som hårdmetal eller keramik være det bedste valg. Disse materialer kan modstå de høje skærekræfter og temperaturer, der genereres under bearbejdning, og bevare deres skarpe skær i længere perioder.
På den anden side, hvis den bearbejdede genstand er lavet af et blødere og mere duktilt materiale som aluminium eller kobber, kan et skæreværktøj lavet af et hårdere materiale som højhastighedsstål være mere passende. Højhastighedsstål kan bedre absorbere stød og vibrationer under bearbejdning, hvilket reducerer risikoen for værktøjsbrud og forbedrer værktøjets levetid.
2) Tilpasning af skæreværktøjsmateriale til de fysiske egenskaber af det bearbejdede objekt
At matche skæreværktøjsmaterialet til de fysiske egenskaber af det bearbejdede objekt er også en vigtig overvejelse ved CNC-bearbejdning. De fysiske egenskaber af det bearbejdede objekt omfatter blandt andet dets varmeledningsevne, termiske udvidelseskoefficient og overfladefinishkrav. Valg af et skærende værktøjsmateriale, der matcher eller komplementerer de fysiske egenskaber af det bearbejdede objekt, kan forbedre bearbejdningsydelsen, reducere værktøjsslid og forbedre kvaliteten af den færdige del.
① Varmebestandig temperatur af forskellige værktøjsmaterialer: 700-8000C for diamantværktøj, 13000-15000C for PCBN-værktøj, 1100-12000C for keramiske værktøjer, 900-11000C for TiC(N)-baseret hårdmetal, og-1109000, og -baseret ultrafin korn Hårdmetal er 800~9000C, HSS er 600~7000C.
②Rækkefølgen af termisk ledningsevne af forskellige værktøjsmaterialer: PCD>PCBN>WC-baseret hårdmetal>TiC(N)-baseret hårdmetal>HSS>Si3N4-baseret keramik>A1203-baseret keramik.
③ Rækkefølgen af termisk udvidelseskoefficient for forskellige værktøjsmaterialer er: HSS>WC-baseret hårdmetal>TiC(N)>A1203-baseret keramik>PCBN>Si3N4-baseret keramik>PCD.
④Rækkefølgen af termisk stødmodstand for forskellige værktøjsmaterialer er: HSS>WC-baseret hårdmetal>Si3N4-baseret keramik>PCBN>PCD>TiC(N)-baseret hårdmetal>A1203-baseret keramik.
For eksempel, hvis det bearbejdede objekt har en høj termisk ledningsevne, som kobber eller aluminium, kan et skæreværktøj med en høj termisk ledningsevne og lav varmeudvidelseskoefficient være det bedste valg. Dette gør det muligt for værktøjet at aflede varme effektivt under bearbejdning og reducerer risikoen for termisk skade på både værktøjet og den bearbejdede genstand.
Tilsvarende, hvis det bearbejdede objekt har strenge krav til overfladefinish, kan et skæreværktøj med høj slidstyrke og lav friktionskoefficient være det bedste valg. Dette kan hjælpe med at opnå den ønskede overfladefinish uden for stort værktøjsslid eller beskadigelse af den bearbejdede genstand.
3) Tilpasning af skæreværktøjsmaterialet til de kemiske egenskaber af det bearbejdede objekt
At matche skæreværktøjsmaterialet til de kemiske egenskaber af det bearbejdede objekt er også en vigtig overvejelse ved CNC-bearbejdning. Den bearbejdede genstands kemiske egenskaber omfatter blandt andet dets reaktivitet, korrosionsbestandighed og kemiske sammensætning. Valg af et skærende værktøjsmateriale, der matcher eller komplementerer de kemiske egenskaber af det bearbejdede objekt, kan forbedre bearbejdningsydelsen, reducere værktøjsslid og forbedre kvaliteten af den færdige del.
For eksempel, hvis den bearbejdede genstand er lavet af et reaktivt eller korrosivt materiale som titanium eller rustfrit stål, kan et skæreværktøj lavet af et korrosionsbestandigt materiale som diamant eller PCD (polykrystallinsk diamant) være det bedste valg. Disse materialer kan modstå det ætsende eller reaktive miljø og bevare deres skarpe skær i længere tid.
Tilsvarende, hvis det bearbejdede objekt har en kompleks kemisk sammensætning, kan et skæreværktøj lavet af et materiale, der er kemisk stabilt og inert, som diamant eller kubisk bornitrid (CBN), være det bedste valg. Disse materialer kan undgå kemiske reaktioner med emnematerialet og bevare deres skæreydelse over tid.
① Anti-bindingstemperaturen for forskellige værktøjsmaterialer (med stål) er: PCBN>keramik>hård legering>HSS.
② Oxidationsmodstandstemperaturen for forskellige værktøjsmaterialer er som følger: keramik>PCBN>wolframcarbid>diamant>HSS.
③Diffusionsstyrken af værktøjsmaterialerne (for stål) er: diamant>Si3N4-baseret keramik>PCBN>A1203-baseret keramik. Diffusionsintensitet (for titanium) er: A1203-baseret keramik>PCBN>SiC>Si3N4>diamant.
4) Rimeligt udvalg af CNC skæreværktøjsmaterialer
Valget af CNC skærende værktøjsmaterialer afhænger af forskellige faktorer såsom emnematerialet, bearbejdningsoperationen og værktøjsgeometrien. Nogle generelle retningslinjer for valg af skæreværktøjsmaterialer til CNC-bearbejdning omfatter dog:
1. Materialeegenskaber for emnet: Overvej de mekaniske, fysiske og kemiske egenskaber af emnematerialet, når du vælger skæreværktøjsmateriale. Tilpas skæreværktøjsmaterialet til emnematerialet for at opnå effektiv bearbejdning af høj kvalitet.
2. Bearbejdning: Overvej den type bearbejdning, der udføres, såsom drejning, fræsning, boring eller slibning. Forskellige bearbejdningsoperationer kræver forskellige skæreværktøjsgeometrier og materialer.
3. Værktøjsgeometri: Overvej skæreværktøjets geometri, når du vælger værktøjsmateriale. Vælg et materiale, der kan holde en skarp skærkant og modstå de skærekræfter, der genereres under bearbejdningen.
4. Værktøjsslid: Overvej værktøjets slidhastighed, når du vælger skæreværktøjsmateriale. Vælg et materiale, der kan modstå skærekræfterne og bevare sin skarpe skærekant så længe som muligt for at minimere værktøjsskift og forbedre bearbejdningseffektiviteten.
5. Omkostninger: Overvej omkostningerne til skæreværktøjsmaterialet, når du vælger værktøjet. Vælg et materiale, der giver den bedste balance mellem skæreydelse og omkostninger.
Nogle almindelige skæreværktøjsmaterialer, der bruges iCNC-bearbejdningomfatter højhastighedsstål, hårdmetal, keramik, diamant og CBN. Hvert materiale har sine fordele og ulemper, og udvælgelsen af værktøjsmaterialet bør være baseret på en grundig forståelse af bearbejdningsoperationen og emnematerialet.
Anebons evige stræben er holdningen om "hensyn til markedet, tag hensyn til skik og brug, tag hensyn til videnskaben" og teorien om "kvalitet den grundlæggende, stol på den første og ledelse den avancerede" til Hot salg Fabrik OEM Service Høj præcision CNC-bearbejdningsdele til automatisering industriel, Anebon tilbud for din forespørgsel. For mere information, bedes du kontakte os, Anebon vil svare dig ASAP!
Hot salg Factory Kina 5-akset cnc-bearbejdningsdele, CNC-drejede dele og fræsning af kobberdel. Velkommen til at besøge vores virksomhed, fabrik og vores showroom, hvor der vises forskellige hårprodukter, der vil opfylde dine forventninger. I mellemtiden er det praktisk at besøge Anebons hjemmeside, og Anebons salgspersonale vil gøre deres bedste for at give dig den bedste service. Kontakt venligst Anebon, hvis du skal have mere information. Formålet med Anebon er at hjælpe kunder med at realisere deres mål. Anebon har gjort en stor indsats for at opnå denne win-win situation.
Posttid: Mar-08-2023