
Ang HV, HB, at HRC ay lahat ng mga sukat ng katigasan na ginagamit sa pagsubok ng mga materyales. Hatiin natin sila:
1)HV Hardness (Vickers Hardness): Ang tigas ng HV ay isang sukatan ng paglaban ng materyal sa indentation. Natutukoy ito sa pamamagitan ng paglalagay ng kilalang pagkarga sa ibabaw ng materyal gamit ang isang diamond indenter at pagsukat sa laki ng resultang indentation. Ang katigasan ng HV ay ipinahayag sa mga yunit ng Vickers hardness (HV) at karaniwang ginagamit para sa mga manipis na materyales, coatings, at maliliit na bahagi.
2) HB Hardness (Brinell Hardness): Ang tigas ng HB ay isa pang sukatan ng paglaban ng materyal sa indentation. Ito ay nagsasangkot ng paglalapat ng isang kilalang pagkarga sa materyal gamit ang isang hardened steel ball indenter at pagsukat ng diameter ng resultang indentation. Ang katigasan ng HB ay ipinahayag sa mga yunit ng katigasan ng Brinell (HB) at kadalasang ginagamit para sa mas malaki at mas malalaking materyales, kabilang ang mga metal at haluang metal.
3)HRC Hardness (Rockwell Hardness): Ang tigas ng HRC ay isang sukatan ng paglaban ng isang materyal sa indentation o penetration. Gumagamit ito ng iba't ibang mga kaliskis (A, B, C, atbp.) batay sa tiyak na paraan ng pagsubok at ang uri ng indenter na ginamit (diamond cone o hardened steel ball). Ang HRC scale ay karaniwang ginagamit para sa pagsukat ng katigasan ng mga metal na materyales. Ang halaga ng katigasan ay kinakatawan bilang isang numero sa sukat ng HRC, gaya ng HRC 50.
Karaniwang ginagamit na HV-HB-HRC hardness comparison table:
| Karaniwang talahanayan ng paghahambing ng ferrous metal hardness (tinatayang conversion ng lakas) | ||||
| Pag-uuri ng katigasan | lakas ng makunat N/mm2 | |||
| Rockwell | Vickers | Brinell | ||
| HRC | HRA | HV | HB | |
| 17 | — | 211 | 211 | 710 |
| 17.5 | — | 214 | 214 | 715 |
| 18 | — | 216 | 216 | 725 |
| 18.5 | — | 218 | 218 | 730 |
| 19 | — | 221 | 220 | 735 |
| 19.5 | — | 223 | 222 | 745 |
| 20 | — | 226 | 225 | 750 |
| 20.5 | — | 229 | 227 | 760 |
| 21 | — | 231 | 229 | 765 |
| 21.5 | — | 234 | 232 | 775 |
| 22 | — | 237 | 234 | 785 |
| 22.5 | — | 240 | 237 | 790 |
| 23 | — | 243 | 240 | 800 |
| 23.5 | — | 246 | 242 | 810 |
| 24 | — | 249 | 245 | 820 |
| 24.5 | — | 252 | 248 | 830 |
| 25 | — | 255 | 251 | 835 |
| 25.5 | — | 258 | 254 | 850 |
| 26 | — | 261 | 257 | 860 |
| 26.5 | — | 264 | 260 | 870 |
| 27 | — | 268 | 263 | 880 |
| 27.5 | — | 271 | 266 | 890 |
| 28 | — | 274 | 269 | 900 |
| 28.5 | — | 278 | 273 | 910 |
| 29 | — | 281 | 276 | 920 |
| 29.5 | — | 285 | 280 | 935 |
| 30 | — | 289 | 283 | 950 |
| 30.5 | — | 292 | 287 | 960 |
| 31 | — | 296 | 291 | 970 |
| 31.5 | — | 300 | 294 | 980 |
| 32 | — | 304 | 298 | 995 |
| 32.5 | — | 308 | 302 | 1010 |
| 33 | — | 312 | 306 | 1020 |
| 33.5 | — | 316 | 310 | 1035 |
| 34 | — | 320 | 314 | 1050 |
| 34.5 | — | 324 | 318 | 1065 |
| 35 | — | 329 | 323 | 1080 |
| 35.5 | — | 333 | 327 | 1095 |
| 36 | — | 338 | 332 | 1110 |
| 36.5 | — | 342 | 336 | 1125 |
| 37 | — | 347 | 341 | 1140 |
| 37.5 | — | 352 | 345 | 1160 |
| 38 | — | 357 | 350 | 1175 |
| 38.5 | — | 362 | 355 | 1190 |
| 39 | 70 | 367 | 360 | 1210 |
| 39.5 | 70.3 | 372 | 365 | 1225 |
| 40 | 70.8 | 382 | 375 | 1260 |
| 40.5 | 70.5 | 377 | 370 | 1245 |
| 41 | 71.1 | 388 | 380 | 1280 |
| 41.5 | 71.3 | 393 | 385 | 1300 |
| 42 | 71.6 | 399 | 391 | 1320 |
| 42.5 | 71.8 | 405 | 396 | 1340 |
| 43 | 72.1 | 411 | 401 | 1360 |
| 43.5 | 72.4 | 417 | 407 | 1385 |
| 44 | 72.6 | 423 | 413 | 1405 |
| 44.5 | 72.9 | 429 | 418 | 1430 |
| 45 | 73.2 | 436 | 424 | 1450 |
| 45.5 | 73.4 | 443 | 430 | 1475 |
| 46 | 73.7 | 449 | 436 | 1500 |
| 46.5 | 73.9 | 456 | 442 | 1525 |
| 47 | 74.2 | 463 | 449 | 1550 |
| 47.5 | 74.5 | 470 | 455 | 1575 |
| 48 | 74.7 | 478 | 461 | 1605 |
| 48.5 | 75 | 485 | 468 | 1630 |
| 49 | 75.3 | 493 | 474 | 1660 |
| 49.5 | 75.5 | 501 | 481 | 1690 |
| 50 | 75.8 | 509 | 488 | 1720 |
| 50.5 | 76.1 | 517 | 494 | 1750 |
| 51 | 76.3 | 525 | 501 | 1780 |
| 51.5 | 76.6 | 534 | — | 1815 |
| 52 | 76.9 | 543 | — | 1850 |
| 52.5 | 77.1 | 551 | — | 1885 |
| 53 | 77.4 | 561 | — | 1920 |
| 53.5 | 77.7 | 570 | — | 1955 |
| 54 | 77.9 | 579 | — | 1995 |
| 54.5 | 78.2 | 589 | — | 2035 |
| 55 | 78.5 | 599 | — | 2075 |
| 55.5 | 78.7 | 609 | — | 2115 |
| 56 | 79 | 620 | — | 2160 |
| 56.5 | 79.3 | 631 | — | 2205 |
| 57 | 79.5 | 642 | — | 2250 |
| 57.5 | 79.8 | 653 | — | 2295 |
| 58 | 80.1 | 664 | — | 2345 |
| 58.5 | 80.3 | 676 | — | 2395 |
| 59 | 80.6 | 688 | — | 2450 |
| 59.5 | 80.9 | 700 | — | 2500 |
| 60 | 81.2 | 713 | — | 2555 |
| 60.5 | 81.4 | 726 | — | — |
| 61 | 81.7 | 739 | — | — |
| 61.5 | 82 | 752 | — | — |
| 62 | 82.2 | 766 | — | — |
| 62.5 | 82.5 | 780 | — | — |
| 63 | 82.8 | 795 | — | — |
| 63.5 | 83.1 | 810 | — | — |
| 64 | 83.3 | 825 | — | — |
| 64.5 | 83.6 | 840 | — | — |
| 65 | 83.9 | 856 | — | — |
| 65.5 | 84.1 | 872 | — | — |
| 66 | 84.4 | 889 | — | — |
| 66.5 | 84.7 | 906 | — | — |
| 67 | 85 | 923 | — | — |
| 67.5 | 85.2 | 941 | — | — |
| 68 | 85.5 | 959 | — | — |
| 68.5 | 85.8 | 978 | — | — |
| 69 | 86.1 | 997 | — | — |
| 69.5 | 86.3 | 1017 | — | — |
| 70 | 86.6 | 1037 | — | — |
HRC/HB Tinatayang Mga Tip sa Conversion
Ang tigas ay mas mataas kaysa sa 20HRC, 1HRC≈10HB,
Ang tigas ay mas mababa sa 20HRC, 1HRC≈11.5HB.
Pangungusap: Para sa pagpoproseso ng pagputol, maaari itong ma-convert nang pantay-pantay sa 1HRC≈10HB (ang katigasan ng materyal na workpiece ay may saklaw ng pagbabagu-bago)
Katigasan ng materyal na metal
Ang katigasan ay tumutukoy sa kakayahan ng isang materyal na labanan ang lokal na pagpapapangit, lalo na ang plastic deformation, indentation o scratching. Ito ay isang index upang masukat ang lambot at tigas ng materyal.
Ayon sa iba't ibang mga pamamaraan ng pagsubok, ang katigasan ay nahahati sa tatlong uri.
①Katigasan ng scratch. Ito ay pangunahing ginagamit upang ihambing ang lambot at tigas ng iba't ibang mga mineral. Ang pamamaraan ay ang pumili ng isang baras na ang isang dulo ay matigas at ang kabilang dulo ay malambot, ipasa ang materyal na susuriin sa kahabaan ng baras, at tukuyin ang tigas ng materyal na susuriin ayon sa posisyon ng scratch. Sa husay, ang mga matitigas na bagay ay gumagawa ng mahahabang gasgas at ang mga malalambot na bagay ay gumagawa ng maiikling gasgas.
②Indentation tigas. Pangunahing ginagamit para sa mga materyales na metal, ang pamamaraan ay ang paggamit ng isang tiyak na pagkarga upang pindutin ang tinukoy na indenter sa materyal na susuriin, at ihambing ang lambot at tigas ng materyal na susuriin sa laki ng lokal na pagpapapangit ng plastik sa ibabaw ng ang materyal. Dahil sa pagkakaiba ng indenter, load at tagal ng pagkarga, maraming uri ng indentation hardness, pangunahin kasama ang Brinell hardness, Rockwell hardness, Vickers hardness at microhardness.
③Rebound tigas. Pangunahing ginagamit para sa mga metal na materyales, ang paraan ay ang gumawa ng isang espesyal na maliit na martilyo na malayang mahulog mula sa isang tiyak na taas upang maapektuhan ang sample ng materyal na susuriin, at gamitin ang dami ng strain energy na nakaimbak (at pagkatapos ay ilalabas) sa sample sa panahon ng epekto (sa pamamagitan ng pagbabalik ng maliit na martilyo) pagsukat ng taas ng pagtalon) upang matukoy ang tigas ng materyal.
Ang pinakakaraniwang Brinell hardness, Rockwell hardness at Vickers hardness ng mga metal na materyales ay nabibilang sa indentation hardness. Ang halaga ng katigasan ay nagpapahiwatig ng kakayahan ng materyal na ibabaw na labanan ang plastic deformation na dulot ng isa pang bagay na pinindot; C) upang sukatin ang katigasan, at ang halaga ng katigasan ay kumakatawan sa laki ng nababanat na pagpapapangit ng function ng metal.
Katigasan ng Brinell
Gumamit ng quenched steel ball o hard alloy ball na may diameter na D bilang indenter, pindutin ito sa ibabaw ng test piece na may katumbas na test force F, at pagkatapos ng tinukoy na oras ng paghawak, alisin ang test force para makakuha ng indentation na may diameter ng d. Hatiin ang test force sa surface area ng indentation, at ang resultang value ay ang Brinell hardness value, at ang simbolo ay kinakatawan ng HBS o HBW.
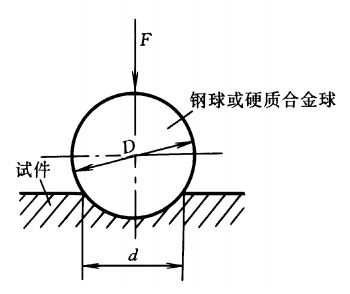
Ang pagkakaiba sa pagitan ng HBS at HBW ay ang pagkakaiba sa indenter. Nangangahulugan ang HBS na ang indenter ay isang tumigas na bolang bakal, na ginagamit upang sukatin ang mga materyales na may halaga ng katigasan ng Brinell na mas mababa sa 450, tulad ng banayad na bakal, gray na cast iron at mga non-ferrous na metal. Ang ibig sabihin ng HBW ay ang indenter ay cemented carbide, na ginagamit upang sukatin ang mga materyales na may Brinell hardness value na mas mababa sa 650.
Para sa parehong bloke ng pagsubok, kapag ang iba pang mga kundisyon ng pagsubok ay eksaktong pareho, ang mga resulta ng dalawang pagsubok ay magkaiba, at ang halaga ng HBW ay kadalasang mas malaki kaysa sa halaga ng HBS, at walang quantitative na tuntunin na dapat sundin.
Pagkatapos ng 2003, ang aking bansa ay may katumbas na mga internasyonal na pamantayan, kinansela ang mga indent na bola ng bakal, at lahat ng ginamit na carbide ball head. Samakatuwid, ang HBS ay itinigil, at ang HBW ay ginagamit upang kumatawan sa simbolo ng katigasan ng Brinell. Sa maraming mga kaso, ang katigasan ng Brinell ay ipinahayag lamang sa HB, na tumutukoy sa HBW. Gayunpaman, ang HBS ay nakikita pa rin sa pana-panahon sa mga papel ng panitikan.
Ang paraan ng pagsukat ng katigasan ng Brinell ay angkop para sa cast iron, non-ferrous alloys, iba't ibang annealed at quenched at tempered steels, at hindi angkop para sa pagsubok ng mga sample omga bahagi ng pagliko ng cncna masyadong matigas, masyadong maliit, masyadong manipis, o hindi pinapayagan ang malalaking indentasyon sa ibabaw.
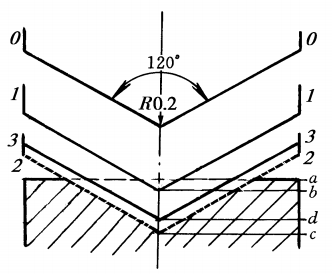
Katigasan ng Rockwell
Gumamit ng diamond cone na may cone angle na 120° o Ø1.588mm at Ø3.176mm quenched steel balls bilang indenter at ang load para makipagtulungan dito. Ang paunang pagkarga ay 10kgf at ang kabuuang pagkarga ay 60, 100 o 150kgf (iyon ay, ang paunang pagkarga kasama ang pangunahing pagkarga). Ang katigasan ay ipinahayag sa pamamagitan ng pagkakaiba sa pagitan ng lalim ng indentation kapag tinanggal ang pangunahing load at ang lalim ng indentation kapag napanatili ang pangunahing load at ang lalim ng indentation sa ilalim ng paunang pagkarga pagkatapos mailapat ang kabuuang pagkarga.
Ang pagsubok sa katigasan ng Rockwell ay gumagamit ng tatlong puwersa ng pagsubok at tatlong indenter. Mayroong 9 na kumbinasyon ng mga ito, na tumutugma sa 9 na kaliskis ng katigasan ng Rockwell. Ang paglalapat ng 9 na pinunong ito ay sumasaklaw sa halos lahat ng karaniwang ginagamit na materyales na metal. Mayroong tatlong karaniwang ginagamit na HRA, HRB at HRC, kung saan ang HRC ang pinakamalawak na ginagamit.
Karaniwang ginagamit na talahanayan ng detalye ng pagsubok sa hardness ng Rockwell:
| Katigasan | | | Katigasan | |
| | | | | Carbide, karbida, |
| | | | | Annealed, normalized na bakal, aluminyo haluang metal |
| | | | | hardened steel, quenched at tempered steel, malalim |
Ang saklaw ng paggamit ng HRC scale ay 20~70HRC. Kapag ang halaga ng katigasan ay mas mababa sa 20HRC, dahil ang korteng konobahagi ng aluminyo cnc machiningng indenter ay masyadong pinindot, ang sensitivity ay bumababa, at ang HRB scale ay dapat gamitin sa halip; kapag ang tigas ng sample ay higit sa 67HRC, ang presyon sa dulo ng indenter ay masyadong malaki, at ang brilyante ay madaling masira. Ang buhay ng indenter ay lubos na paikliin, kaya ang sukat ng HRA ay dapat gamitin sa halip.
Ang pagsubok sa hardness ng Rockwell ay simple, mabilis, at maliit na indentation, at maaaring subukan ang ibabaw ng mga natapos na produkto at matigas at manipis na workpiece. Dahil sa maliit na indentation, para sa mga materyales na may hindi pantay na istraktura at katigasan, ang halaga ng katigasan ay lubos na nagbabago, at ang katumpakan ay hindi kasing taas ng katigasan ng Brinell. Ang katigasan ng Rockwell ay ginagamit upang matukoy ang katigasan ng bakal, mga non-ferrous na metal, matigas na haluang metal, atbp.
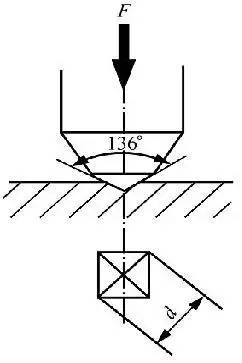
Vickers Hardness Vickers Hardness
Ang prinsipyo ng pagsukat ng katigasan ng Vickers ay katulad ng sa katigasan ng Brinell. Gumamit ng diamond square pyramid indenter na may kasamang anggulo na 136° para pindutin ang ibabaw ng materyal na may tinukoy na test force F, at alisin ang test force pagkatapos mapanatili ang tinukoy na oras. Ang katigasan ay ipinahayag ng average na presyon sa unit surface area ng square pyramid indentation. Halaga, ang simbolo ng marka ay HV.
Malaki ang hanay ng pagsukat ng katigasan ng Vickers, at masusukat nito ang mga materyales na may katigasan mula 10 hanggang 1000HV. Ang indentation ay maliit, at ito ay karaniwang ginagamit upang sukatin ang mga thinner na materyales at surface hardened layer tulad ng carburizing at nitriding.
Leeb Hardness Leeb Hardness
Gumamit ng impact body na may partikular na masa ng tungsten carbide ball head upang maapektuhan ang ibabaw ng test piece sa ilalim ng pagkilos ng isang tiyak na puwersa, at pagkatapos ay tumalbog. Dahil sa iba't ibang katigasan ng mga materyales, ang bilis ng rebound pagkatapos ng epekto ay iba rin. Ang isang permanenteng magnet ay naka-install sa impact device. Kapag ang impact body ay gumagalaw pataas at pababa, ang peripheral coil nito ay maghihikayat ng electromagnetic signal na proporsyonal sa bilis, at pagkatapos ay i-convert ito sa Leeb hardness value sa pamamagitan ng electronic circuit. Ang simbolo ay minarkahan bilang HL.
Ang Leeb hardness tester ay hindi nangangailangan ng worktable, at ang hardness sensor nito ay kasing liit ng panulat, na maaaring direktang paandarin ng kamay, at madaling matukoy kung ito ay isang malaki, mabigat na workpiece o isang workpiece na may kumplikadong geometric na sukat.
Ang isa pang bentahe ng Leeb tigas ay na ito ay may napakakaunting pinsala sa ibabaw ng produkto, at kung minsan ay maaari itong gamitin bilang isang hindi mapanirang pagsubok; natatangi ito sa mga pagsubok sa katigasan sa lahat ng direksyon, makitid na espasyo at espesyalmga bahagi ng aluminyo.
Sumusunod si Anebon sa tenet na "Matapat, masipag, masipag, makabagong" upang patuloy na makakuha ng mga bagong solusyon. Itinuturing ni Anebon ang mga prospect, tagumpay bilang personal na tagumpay nito. Hayaan ang Anebon na bumuo ng masaganang hinaharap na magkahawak-kamay para sa mga brass machined parts at Complex titanium cnc parts / stamping accessories. Ang Anebon ay mayroon na ngayong komprehensibong supply ng mga kalakal pati na rin ang presyo ng pagbebenta ang aming kalamangan. Maligayang pagdating upang magtanong tungkol sa mga produkto ng Anebon.
Mga Trending na Produkto sa China CNC Machinging Part at Precision Part, talagang dapat maging interesado sa iyo ang alinman sa mga item na ito, mangyaring ipaalam sa amin. Ikalulugod ni Anebon na bigyan ka ng isang quotation sa sandaling matanggap ang mga detalyadong detalye ng isang tao. Ang Anebon ay mayroong aming mga personal na espesyalista sa R&D na mga engineer upang matugunan ang alinman sa mga kinakailangan. Inaasahan ng Anebon na matanggap ang iyong mga katanungan sa lalong madaling panahon at umaasa na magkaroon ng pagkakataong makipagtulungan sa iyo sa hinaharap. Maligayang pagdating upang tingnan ang organisasyon ng Anebon.
Oras ng post: Mayo-18-2023