
Metoder för skärning av gänga
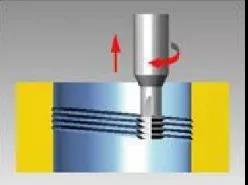

Fräsgänga Svarvgänga
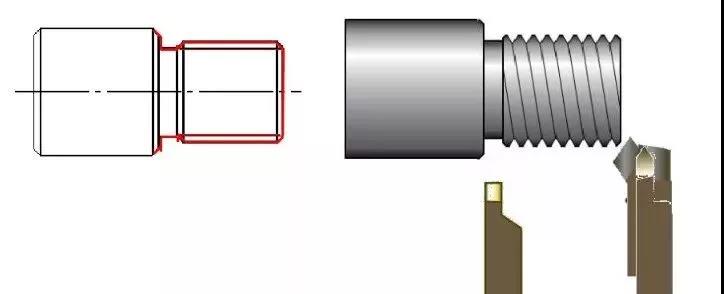
Teknologisk process
Vridändyta en varvgänga huvuddiameter (d < nominell diameter) ett varv underskärning (< gänga mindre diameter) → avfasning → svarvgänga (multi frässvarvning)
Installationskunskaper
Installation av arbetsstycke
Välj rätt klämläge.
Det finns tillräckligt med klämkraft.


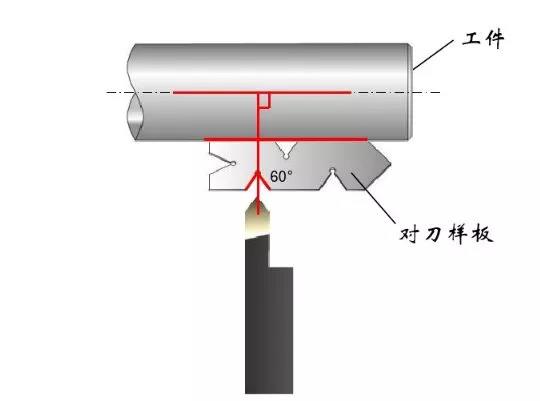
Montera avbetalningen
Huvudpunkter för installationen: vinkeldelningslinjen för verktygsspetsen är vinkelrät mot arbetsstyckets axel.cnc vänddel
Verktygsmaskinjustering
För trådsvarvning
Justera spindelhastigheten
Justering av tonhöjd

Varsel
1. Undvik "slumpmässigt spänne"
[om den senare kniven inte faller in i gängspåret i den förra knivens svarvningsmetod kommer arbetsstycket att skrotas. ]
Om skruvstigningen inte är integralvärdet för arbetsstyckets stigning, måste den vridas genom att vrida framåt och bakåt
Den relativa positionen mellan arbetsstycket och spindeln kan inte ändras.
Om verktyget byts eller slipas ska verktyget justeras igen.cnc-bearbetningsdel
2. Förhindra "stickning"
[fördelningen av bearbetningsersättning är orimlig, eller tillåten ett varv är rimligare, vilket gör gängans två sidor grova och till och med avhuggna. ]
Arbetsstycke och verktyg fastspänning
Rimlig tilldelning av utsläppsrätter och val av rätt fodermetod
Dra tillbaka kniven i tid.
Anebon Metal Products Limited kan tillhandahålla CNC-bearbetning, pressgjutning, plåtbearbetningstjänster, kontakta oss gärna.
Tel: +86-769-89802722 Email: info@anebon.com Website : www.anebon.com
Posttid: Jan-02-2020