
Hur brett är det välkända djuphålsbearbetningssystemet tillämpligt på vår bearbetningsprocess?
Vapenpipor och vapensystem:
Djuphålsborrning spelar en viktig roll i produktionen av pistolpipor, vilket säkerställer noggrannheten och precisionen för pipdimensioner, rifling och ytstruktur.
Flygindustrin:
Djupt borrningsbearbetning används vid tillverkning av flygplans landningsställ, delar till jetmotorer, helikopterrotoraxlar och andra viktiga komponenter som kräver exceptionell precision och hållbarhet.
Olje- och gasindustrin:
Djupa hålsborrning används vid tillverkning av utrustning som används vid olje- och gasprospektering, inklusive borrverktyg, brunnshuvuden och produktionsslangar.
Bilindustrin:
Tillverkningen av motorkomponenter som vevaxlar, kamaxlar, vevstakar och bränsleinsprutningsdelar kräver inkorporering av djupa hål.
Medicin och hälsovård:
Djupa hålsbearbetning är avgörande vid produktion av kirurgiska instrument, implantat och medicinsk utrustning som kräver exakt utformade inre detaljer och ytfinish.
Form- och formindustri:
Djupa hålsborrning finner tillämpning vid tillverkning av formsprutningsformar, extruderingsformar och andra verktygskomponenter som kräver invecklade kylkanaler för att effektivt avleda värme.
Reparation av form och form:
Djupa hålsbearbetningssystem används också för reparation eller modifiering av befintliga formar och stansar, vilket möjliggör borrning av kylkanaler, utstötningsstifthål eller andra nödvändiga funktioner.
Bearbetningssystem för djupa hål: sex vanliga modeller
Vad är djuphålsbehandling?
Ett djupt hål är ett vars förhållande mellan längd och diameter är större än 10. Förhållandet mellan djup och diameter för djupa hål är vanligtvis L/d>=100. Dessa inkluderar cylinderhål samt axelaxialolja, ihålig spindel och hydraulventiler. Dessa hål kräver ofta hög noggrannhet och kvalitet på ytan, medan vissa material är svåra att bearbeta, vilket kan vara ett problem i produktionen. Vilka är några metoder du kan tänka dig för att bearbeta djupa hål?
1. Traditionell borrning
Spiralborren, uppfunnen av amerikaner, är ursprunget till djuphålsbearbetning. Denna borrkrona har en relativt enkel struktur och det är lätt att införa skärvätskan, vilket gör att borrkronor kan tillverkas i olika diametrar och storlekar.
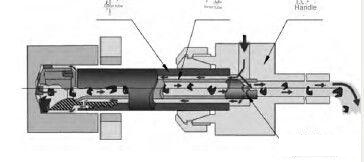
2. Pistolborr
Djuphålsrörborren användes först för att tillverka pistolpipor, även kända som djuphålsrör. Pistolborren hette så för att piporna inte var sömlösa precisionsrör och tillverkningsprocessen för precisionsrör kunde inte uppfylla noggrannhetskravet. Djuphålsbearbetning är nu en populär och effektiv bearbetningsmetod på grund av utvecklingen av vetenskap och teknik och ansträngningar från tillverkare av djuphålssystem. De används inom många områden, inklusive: bilindustrin, flygindustrin, strukturell konstruktion, medicinsk utrustning, form/verktyg/jigg, hydraulik och tryckindustri.
Pistolborrning är en utmärkt lösning för bearbetning av djupa hål. Pistolborrning är ett bra sätt att uppnå exakta resultat. Pistolborrning kan uppnå exakta bearbetningsresultat. Den kan bearbeta en mängd olika djupa hål och även speciella djupa hål som blinda hål och tvärhål.
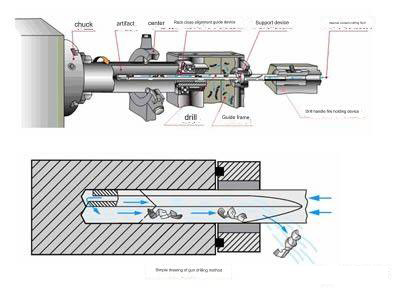
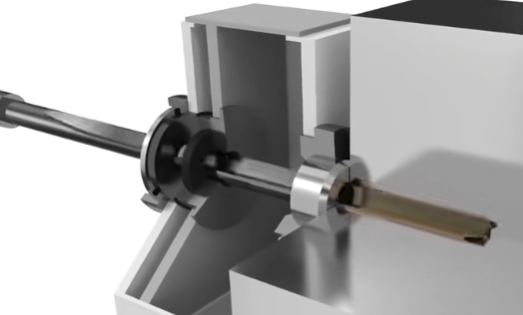
Komponenter för pistolborrningssystem

Pistolborr
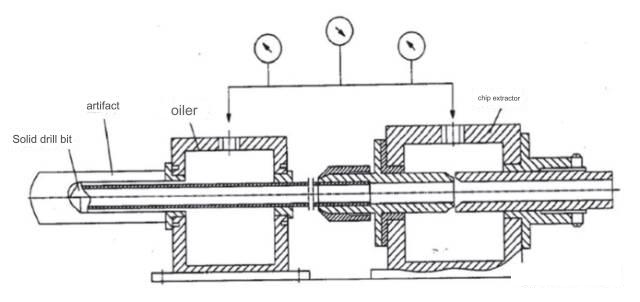
3. BTA-system
International Hole Processing Association uppfann en djuphålsborr som tar bort spån från insidan. BTA-systemet använder ihåliga cylindrar för borrstången och borrkronan. Detta förbättrar verktygets styvhet och möjliggör snabb montering och demontering. Figuren visar dess arbetsprincip. Oljebehållaren är fylld med skärvätskan under tryck.
Skärvätskan passerar sedan genom det ringformade utrymmet som skapas av borröret, hålväggen och strömmar till skärområdet för kylning och smörjning. Den trycker också in spånan i borrspånen. Borrörets inre hålighet är där spånen släpps ut. BTA-systemet kan användas för djupa hål med en diameter större än 12 mm.
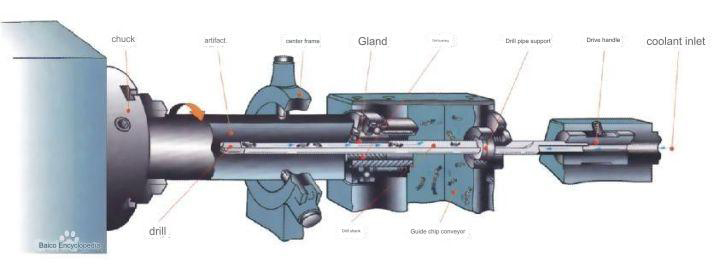
BAT-systemets sammansättning↑

BAT-borr↑
4. Insprutnings- och sugborrsystem
Jet Suction Drilling System är en teknik för djuphålsborrning som använder ett dubbelt rör baserat på vätskemekanikens jetsugningsprincip. Spray-sugsystemet är baserat på ett tvålagers rörverktyg. Efter att ha trycksatts sprutas skärvätskan in från inloppet. 2/3 av skärvätskan som kommer in i utrymmet mellan de yttre och inre borrstängerna strömmar in icnc anpassad skärdelför att kyla och smörja den.
Flisen skjuts in i det inre hålrummet. Den återstående 1/3 av skärvätskan sprutas med höga hastigheter in i innerröret genom det halvmåneformade munstycket. Detta skapar en lågtryckszon i den inre rörkaviteten, som suger upp skärvätskan som bär spånen. Flisen töms snabbt från utloppet under dubbelverkande spray och sug. Strålsugsborrningssystem används huvudsakligen för bearbetning av djupa hål, med en diameter större än 18 mm.
Principen för strålsugsborrningssystem↑
Strålsugsborr↑
5.DF-system
DF-systemet är ett inre spånborttagningssystem med dubbla inlopp med ett rör utvecklat av Nippon Metallurgical Co., Ltd. Skärvätskan är uppdelad i två främre och bakre grenar, som kommer in från två respektive inlopp. 2/3 av skärvätskan i den första strömmar tillcnc metallskärande delgenom det ringformade området som bildas av borröret och väggen i det bearbetade hålet, och trycker spånorna in i spånutloppet på borrkronan, går in i borröret och strömmar till spånutdragaren; den senare 1/3 av skärvätskan kommer direkt in i spånavskiljaren och accelereras genom det smala koniska gapet mellan de främre och bakre munstyckena, vilket skapar en undertryckssugeffekt för att uppnå syftet att påskynda spånavlägsnandet.
Strukturen för den första halvan av DF-systemet som spelar en "push"-roll liknar den för BTA-systemet, och strukturen för den andra halvan som spelar en "sug"-roll liknar den för en jet-sugborrning system. Eftersom DF-systemet använder dubbla oljeinloppsanordningar, använder det bara ett borrrör. Spåntrycknings- och sugmetoden är klar, så diametern på borrstången kan göras mycket liten och mindre hål kan bearbetas. För närvarande kan den minsta bearbetningsdiametern för DF-systemet nå 6 mm.
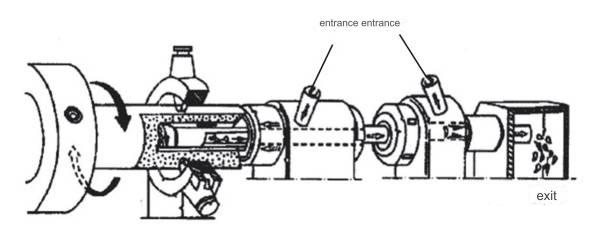
Hur DF-systemet fungerar↑
DF djuphålsborr↑
6. SIED-system
North China University uppfann SIED-systemet, ett spånutkastningssystem med en enda rör och ett sugborrsystem. Denna teknik är baserad på tre interna spånborrningstekniker: BTA (jet-suction drill), DF-system och DF-system. Systemet lägger till en oberoende justerbar spånutvinningsanordning som drivs av strömförsörjningen för att kontrollera kylning och spånavlägsnande vätskeflöde oberoende. Som visas i diagrammet är detta grundprincipen. Hydraulpumpen matar ut skärvätska, som sedan delas upp i två strömmar: den första skärvätskan kommer in i oljetillförselanordningen och strömmar genom det ringformiga gapet mellan borrrörsväggen och hålet för att nå skärdelen och avlägsna spånen.
Den första skärvätskan trycks in i borrkronans hålutlopp. Den andra skärvätskan kommer in genom gapet mellan koniska munstyckspar och strömmar in i spånutvinningsanordningen. Detta skapar en höghastighetsstråle och undertryck. SIED är utrustad med två oberoende tryckregulatorventiler, en för varje vätskeflöde. Dessa kan justeras efter de bästa kylnings- eller spånutsugningsförhållandena. SlED är ett system som gradvis främjas. Det är ett mer sofistikerat system. SlED-systemet kan för närvarande minska den minsta diametern på borrhålet till mindre än 5 mm.
Hur SIED-systemet fungerar↑
Tillämpning av djuphålsbearbetning i CNC
Tillverkning av skjutvapen och vapen:
Att borra djupa hål används för att tillverka vapen och vapensystem. Den säkerställer exakta dimensioner, rifling och ytfinish för exakt och pålitlig pistolprestanda.
Flygindustrin:
En djuphålsbearbetningsprocess används för att tillverka delar till landningsställ på flygplan samt delar till turbinmotorer och olika andra viktiga flyg- och rymdkomponenter som kräver hög kvalitet och precision.
Prospektering efter olja och gas:
Borrning av djupa hål används för produktion av utrustning såsom borrkronor, rör och brunnshuvuden, som är väsentliga för prospektering av olja och gas. Djupa hål tillåter utvinning av de resurser som är fångade i underjordiska reservoarer.
Bilindustrin:
Bearbetning av djupa hål är avgörande för att skapa motorkomponenter som vevaxlar, kamaxlar samt vevstakar. Dessa komponenter kräver precision i sina interna egenskaper samt finish för bästa prestanda.
Hälso- och sjukvård:
En djuphålsbearbetningsprocess används för att tillverka kirurgiska instrument, medicinska implantat samt olika medicinska instrument. Dessa enheter kräver exakta interna funktioner och ytbehandlingar för att säkerställa maximal prestanda och kompatibilitet.
Form- och formindustri:
Djupa hålsborren spelar en avgörande roll i skapandet av formar såväl som stansar. Formar och formar kräver kylkanaler för att säkerställa effektiv värmeavledning vid användning av processer som formsprutning eller olika tillverkningsprocedurer.
Energibranschen:
Djuphålsbearbetning används för tillverkning av komponenter som är energirelaterade, såsom turbinblad, värmeväxlare och kraftöverföringskomponenter. Dessa komponenter kräver vanligtvis exakta interna specifikationer och ytbehandlingar för att säkerställa effektiviteten i energiproduktionen.
Försvarsindustrin:
Borrning av djupa hål används vid tillverkning av försvarsrelateradecnc frästa delarsom missilstyrningssystem och pansarplattor och komponenter för flygfordon. Dessacnc-bearbetade komponenterkräver hög precision och långvarig hållbarhet för att säkerställa deras effektivitet och säkerhet.
Anebon kan leverera högkvalitativa varor, konkurrenskraftiga försäljningspriser och bästa kundsupport. Anebons destination är "Du kommer hit med svårighet och vi förser dig med ett leende att ta bort" för skräddarsydd metallstämpelservice. Nu har Anebon tagit hänsyn till alla detaljer för att försäkra att varje produkt eller tjänst är nöjd med våra köpare.
Vi tillhandahåller även OEM-anodiserad metall- och lazerskärningstjänst som tillgodoser dina specifika behov och krav. Med ett starkt team av erfarna ingenjörer inom slangdesign och utveckling värderar Anebon noggrant varje möjlighet att tillhandahålla de bästa produkterna och lösningarna för våra kunder.
Om du vill veta mer, vänligen kontakta den officiella ansvarig för Anebon via info@anebon.com, telefon+86-769-89802722
Posttid: 2023-okt-27