
Ytbehandling är att med fysikaliska eller kemiska metoder bilda ett ytskikt med en eller flera speciella egenskaper på materialets yta. Ytbehandling kan förbättra produktens utseende, textur, funktion och andra aspekter av prestanda.

1. Anodisering
Det är främst den anodiska oxidationen av aluminium, som använder principen om elektrokemi för att bilda ett lager av Al2O3 (aluminiumoxid) film på ytan av aluminium och aluminiumlegeringar. Detta oxidfilmskikt har unika egenskaper som skydd, dekoration, isolering och slitstyrka.Anodiserad guld CNC-svarvdel
Processflöde:
Monokrom, gradientfärg: polering/sandblästring/ritning→avfettning→anodisering→neutralisering→färgning→försegling→torkning
Tvåfärgad:
①Polering / sandblästring / tråddragning → avfettning → maskering → anodisering 1 → anodisering 2 → tätning → torkning
②Polering / sandblästring / tråddragning → avfettning → anodisering 1 → lasergravering → anodisering 2 → tätning → torkning
Tekniska egenskaper:
1. Öka styrkan
2. Förverkliga vilken färg som helst utom vit
3. Uppnå nickelfri tätning och uppfyller kraven i Europa, USA och andra länder för nickelfri
Tekniska svårigheter och nyckelpunkter för förbättring: utbytesnivån för anodisering är relaterad till kostnaden för slutprodukten. Nyckeln till att förbättra oxidationsutbytet är lämplig mängd oxidationsmedel, lämplig temperatur och strömtäthet, vilket kräver att tillverkare av strukturella komponenter fortsätter att utforska i produktionsprocessen, söka ett genombrott. (Vi rekommenderar att du uppmärksammar det offentliga kontot "Mechanical Engineer" och behärskar kunskapen om torrvaror och industriinformation så snart som möjligt)
Produktrekommendation: E+G båghandtag, tillverkat av anodiserat material, miljövänligt och hållbart.CNC-bearbetning av rostfritt stål.
2. Elektrofores
Används i rostfritt stål, aluminiumlegering, etc., kan det få produkten att visa olika färger, bibehålla den metalliska lystern och samtidigt förbättra ytprestandan, med god anti-korrosionsprestanda.
Processflöde: förbehandling→elektrofores→torkning
fördel:
1. Rika färger;
2. Ingen metallstruktur, kan samarbeta med sandblästring, polering, tråddragning, etc.;
3. Bearbetning i flytande miljö kan realisera ytbehandling av komplexa strukturer;
4. Tekniken är mogen och kan masstillverkas.
Nackdelar: Förmågan att täcka defekter är generell och elektrofores av pressgjutgods kräver högre förbehandling.
3. Mikrobågeoxidation
Processen att applicera en hög spänning i en elektrolytlösning (vanligtvis en svag alkalisk lösning) för att generera ett keramiskt ytfilmskikt, som är resultatet av den synergistiska effekten av fysisk urladdning och elektrokemisk oxidation.

Processflöde: förbehandling → varmvattentvätt → MAO → torkning
fördel:
1. Keramisk struktur, tråkigt utseende, inga högblanka produkter, delikat handkänsla, anti-fingeravtryck;
2. Brett utbud av substrat: Al, Ti, Zn, Zr, Mg, Nb och deras legeringar, etc.;
3. Förbehandlingen är enkel; produkten har utmärkt korrosions- och väderbeständighet och god värmeavledningsförmåga.
Nackdelar: För närvarande är färgen begränsad; bara svart och grått är mer mogna, och ljusa färger är för närvarande svåra att uppnå; kostnaden påverkas främst av hög strömförbrukning, och det är en av de högsta kostnaderna inom ytbehandling.
4. PVD vakuumplätering
Det fullständiga namnet är fysisk ångavsättning, en industriell tillverkningsprocess som huvudsakligen använder fysiska processer för att avsätta tunna filmer.CNC-bearbetningsdel

Processflöde: rengöring före PVD → dammsugning i ugnen → måltvätt och jonrening → beläggning → slutförande av beläggning, kylning ur ugnen → efterbearbetning (polering, AFP) (Vi rekommenderar att du uppmärksammar "Mechanical Engineer" officiellt konto, första gången för att förstå torrvarukunskapen, branschinformation)
Tekniska egenskaper: PVD (Physical Vapour Deposition, Physical Vapour Deposition) kan belägga metallytor med hög hårdplätering och slitstyrka cermet dekorativ beläggning.
5. Galvanisering
Det är en teknik som använder elektrolys för att fästa ett lager av metallfilm på metallens yta för att förhindra korrosion, förbättra slitstyrkan, elektrisk ledningsförmåga, reflektionsförmåga och förbättra estetiken.
Processflöde: förbehandling → cyanidfri alkalikoppar → cyanidfri cupronickeltenn → kromplätering
Fördel:
1. Beläggningen har en hög glans och högkvalitativ metallutseende;
2. Basmaterialet är SUS, Al, Zn, Mg, etc.; kostnaden är lägre än PVD.
Nackdelar: dåligt miljöskydd och hög risk för miljöföroreningar.
6. Pulverlackering
Pulverbeläggningen sprutas på ytan av arbetsstycket med pulversprututrustning (elektrostatisk sprutmaskin). Under statisk elektricitet kommer pulvret att adsorberas jämnt på arbetsstyckets yta för att bilda en pulverbeläggning. Den härdar platt och blir en slutlig beläggning med olika effekter (olika sorters effekter för pulverlackering).
Teknologisk process: övre delen→elektrostatisk dammborttagning→sprutning→lågtemperaturutjämning→bakning
Fördel:
1. Rika färger, högblank och matt valfritt;
2. Låg kostnad, lämplig för att bygga möbelprodukter och skal av kylflänsar, etc.;
3. Hög utnyttjandegrad, 100% utnyttjande, miljöskydd;
4. Stark förmåga att täcka defekter; 5. Det kan imitera trä ådring effekten.
Nackdelar: För närvarande används mindre i elektroniska produkter.
7. Metalltrådsdragning
Det är en ytbehandlingsmetod som bildar linjer på arbetsstyckets yta genom att slipa produkten, vilket har en dekorativ effekt. De olika linjerna kan efter ritning delas in i raka linjeritningar, slumpmässiga mönster, korrugerade mönster och virvelmönster.
Tekniska egenskaper: Tråddragningsbehandlingen kan ge metallytan en icke-spegelliknande metallglans, och tråddragningsbehandlingen kan också eliminera de subtila defekterna på metallytan.
Produktrekommendation: LAMP-handtag, Zwei L-behandling, med utmärkt slipteknik för att visa smaken.
8. Sandblästring
Det är en process där tryckluft används som kraft för att bilda en höghastighetssprutstråle för att spraya sprutmaterialet på ytan av arbetsstycket som ska behandlas med hög hastighet så att utseendet eller formen på arbetsstyckets yttre yta ytförändringar, och en viss grad av renhet och olika grovhet erhålls.
Tekniska egenskaper:
1. För att uppnå olika reflekterande eller matt.
2. Det kan rengöra de små graderna på arbetsstyckets yta och göra ytan på arbetsstycket jämnare, eliminera skadan av grader och förbättra arbetsstyckets kvalitet.
3. Rensa den kvarvarande smutsen som finns kvar i förbehandlingen, förbättra arbetsstyckets jämnhet, få arbetsstycket att avslöja en enhetlig och konsekvent metallfärg och gör arbetsstyckets utseende vackrare och vackrare. (Vi rekommenderar att du uppmärksammar "Mekanisk ingenjör" offentliga konto och behärskar kunskapen om torrvaror och industriinformation så snart som möjligt)
Produktrekommendation: E+G klassiskt brohandtag, sandblästrad yta, högklassig atmosfär.
9. Polering
Slutför arbetsstyckets yta med flexibla polerverktyg, luftslipande partiklar och andra polermedel. För olika poleringsprocesser, såsom grov polering (grundläggande poleringsprocess), medium polering (efterbehandlingsprocess) och finpolering (glasningsprocess), kan valet av lämpligt polerhjul uppnå den bästa poleringseffekten och förbättra poleringseffektiviteten.
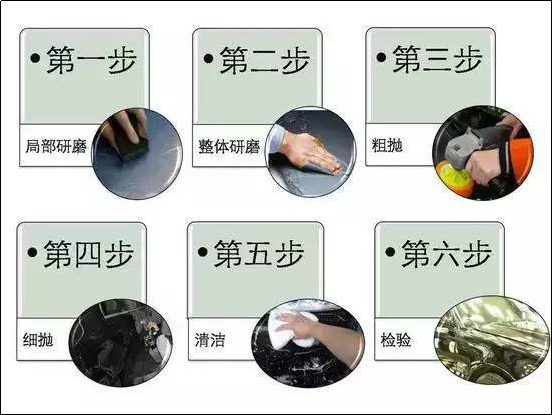
Tekniska egenskaper: Förbättra arbetsstyckets dimensionella eller geometriska formnoggrannhet, få en slät yta eller spegelblank och eliminera glans.
Produktrekommendation: E+G långt handtag, polerad yta, enkelt och elegant
10. Etsning
Vanligtvis kallad etsning, även känd som fotokemisk etsning, hänför sig till avlägsnandet av skyddsfilmen i området som ska etsas efter exponering för plåttillverkning och framkallning och kontakt med den kemiska lösningen under etsning för att uppnå effekten av upplösning och korrosion , bildar konkav-konvex eller ihålig formningseffekt.
Processflöde:
Exponeringsmetod: Projektet förbereder materialets storlek enligt grafiken - materialberedning - materialrengöring - torkning → film eller beläggning → torkning → exponering → framkallning → torkning - etsning → strippning → OK
Screentryckmetod: skärmaterial → rengöringsplåt (rostfritt stål och andra metallmaterial) → screentryck → etsning → strippning → OK
Fördel:
1. Den kan utföra mikrobearbetning av metallytor;
2. Ge specialeffekter till metallytan;
Nackdelar: De flesta frätande vätskor (syror, alkalier, etc.) som används vid etsning skadar miljön.
Anebon Metal Products Limited kan tillhandahålla CNC-bearbetning, pressgjutning, plåttillverkning, kontakta oss gärna.
Tel: +86-769-89802722 E-mail: info@anebon.com URL: www.anebon.com
Posttid: 2022-08-08