
Métode motong benang umum

Panggilingan Thread Ngaktipkeun Thread
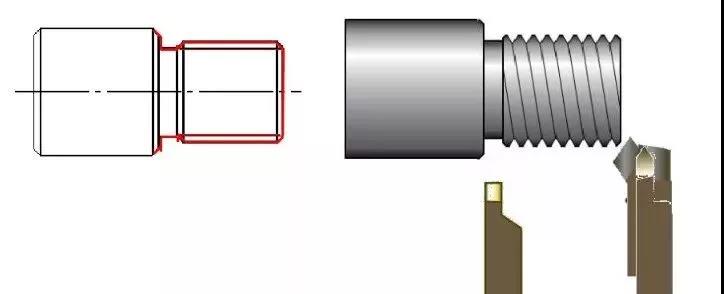
Prosés téhnologis
Pusing tungtung nyanghareupan hiji uli diaméterna utama (d <diaméter nominal) hiji balik undercut (< benang diaméterna minor) → chamfering → balik thread (multi cutter balikkeun)
kaahlian instalasi
Pamasangan workpiece
Pilih posisi clamping anu leres.
Aya kakuatan clamping cukup.


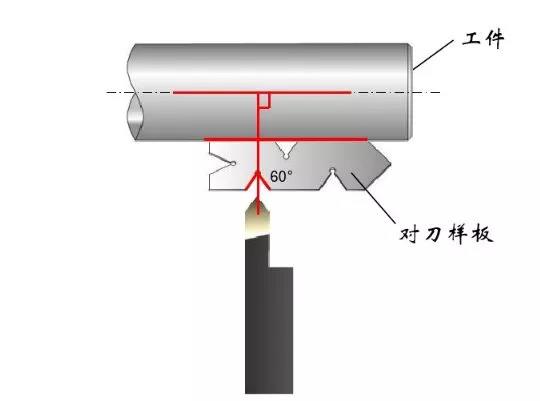
Pasang angsuran
Titik konci instalasi: garis ngabagi sudut ujung alat jejeg sumbu workpiece nu.cnc péngkolan bagian
adjustment alat mesin
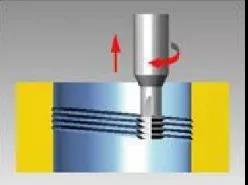
Pikeun thread balik
Saluyukeun laju spindle
Nyaluyukeun pitch

Bewara
1. Hindarkeun "ngaitkeun acak"
[lamun péso dimungkinkeun gagal digolongkeun kana alur thread tina metoda péngkolan urut péso, workpiece bakal scrapped. ]
Lamun pitch screw sanes nilai integral tina workpiece pitch, éta kudu dihurungkeun ku péngkolan ka hareup jeung ka tukang
Posisi relatif antara workpiece jeung spindle nu teu bisa dirobah.
Upami alatna dirobih atanapi digiling, alatna kedah disaluyukeun deui.bagian mesin cnc
2. Nyegah "nusuk"
[Distribusi sangu mesin teu munasabah, atawa sangu hiji péngkolan leuwih lumrah, nu ngajadikeun dua sisi benang kasar malah chipped. ]
Workpiece jeung alat clamping
Alokasi wajar tina sangu sareng pilihan metode pakan anu leres
Cabut péso dina waktosna.
Anebon Metal Products Limited tiasa nyayogikeun mesin CNC, casting paeh, jasa mesin lambar logam, mangga ngahubungi kami.
Tel: +86-769-89802722 Email: info@anebon.com Website : www.anebon.com
waktos pos: Jan-02-2020