
1. Примена чељусти
Калипер може да мери унутрашњи пречник, спољашњи пречник, дужину, ширину, дебљину, разлику корака, висину и дубину објекта; калипер је најчешће коришћени и најпогоднији и најчешће коришћени мерни алат на месту обраде.
Дигитална мерач: Резолуција 0,01 мм, користи се за мерење величине са малом толеранцијом (висока прецизност).
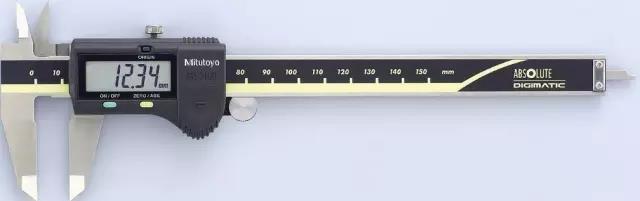
Таблица: резолуција 0,02 мм, користи се за конвенционално мерење величине.

Нониус мерач: резолуција 0,02 мм, користи се за грубо мерење.

Пре употребе чељусти, уклоните прашину и прљавштину чистим белим папиром (користите спољну површину чељусти да ухватите бели папир, а затим га природно извуците; поновите 2-3 пута)
Приликом мерења чељустом, мерна површина мерача треба да буде што је могуће паралелнија или усправна на мерну површину мереног предмета;
Приликом коришћења мерења дубине, ако мерни објекат има Р угао, потребно је избегавати Р угао али близу Р угла, а лењир дубине треба да буде што је могуће вертикалнији на измерену висину;
Када калипер мери цилиндар, треба га окретати, а максимална вредност се мери у одељцима:ЦНЦ машински део.
Због велике учесталости употребе чељусти, радови на одржавању морају бити најбољи. Након сваког дана употребе, потребно га је обрисати и ставити у кутију. Пре употребе, потребан је блок за проверу тачности чељусти.
2. Примена микрометра

Пре употребе микрометра, уклоните прашину и прљавштину чистим белим папиром (микрометром измерите контактну површину и површину завртња, а бели папир је заглављен и затим га природно извуците, поновите 2-3 пута), а затим окрените дугме за мерење контакта Када је површина у брзом контакту са површином завртња, користи се фино подешавање, а када су две површине у потпуности у контакту, подешавање нуле може да се изврши за мерење.машински обрађени део
Када мерите хардвер микрометром, померите дугме, а када дође у контакт са радним предметом, употребите дугме за фино подешавање да га завртите. Зауставите се и прочитајте податке са дисплеја или скале када чујете три клика.
Приликом мерења пластичних производа, мерна контактна површина и завртањ лагано додирују производ.
Приликом мерења пречника осовина микрометром измерити најмање два смера и мерити микрометар у максималном мерењу у пресецима. Две контактне површине увек треба да буду чисте да би се смањиле грешке мерења.
3. Примена висинског лењира
Мјерач висине се углавном користи за мјерење висине, дубине, равности, вертикалности, концентричности, коаксијалности, површинских вибрација, вибрација зуба, дубине и висине. Приликом мерења прво проверите да ли су сонда и делови споја лабави.

4. Прецизни мерни инструмент: секундарни елемент
Други елемент је бесконтактни мерни инструмент са високим перформансама и прецизношћу. Сензорни елемент мерног инструмента није у директном контакту са површином мереног дела, тако да нема механичке мерне силе; други елемент преноси снимљену слику путем линије података на картицу за прикупљање података рачунара методом пројекције. Софтвер приказује на монитору рачунара: различити геометријски елементи (тачке, линије, кругови, лукови, елипсе, правоугаоници), растојања, углови, пресеци, геометријске толеранције (заобљеност, праволинизам, паралелизам, вертикалност) Степен, нагиб, положај, концентричност , симетрија) и ЦАД излаз за оквирни 2Д цртеж. Може се посматрати контура радног предмета и мерити облик површине непрозирног радног предмета.ЦНЦ

5. Прецизни мерни инструменти: тродимензионални
Карактеристике тродимензионалног елемента су висока прецизност (до нивоа μм), универзалност (може да замени различите инструменте за мерење дужине), може се користити за мерење геометријских аспеката (поред елемената које други елемент може да мери, такође може да мери цилиндре и конусе), толеранцију облика и положаја (поред толеранције облика и положаја која се може мерити другим елементом, укључујући цилиндричност, равност, линијски профил, површински профил, коаксијална, сложена површина, док се тродимензионална сонда може измерити њена геометријска величина, међусобни положај, а обрада података се врши помоћу рачунара; висока прецизност, висока флексибилност и одличне дигиталне могућности, постао је суштински део савремене обраде калупа и производње и обезбеђења квалитета Средства, практични алати.

We are a reliable supplier and professional in CNC service. If you need our assistance, please get in touch with me at info@anebon.com.
Анебон Метал Продуцтс Лимитед може да пружи услуге ЦНЦ обраде, ливења под притиском, машинске обраде лима, слободно нас контактирајте.
Tel: +86-769-89802722 Email: info@anebon.com Website : www.anebon.com
Време поста: 13.04.2020